胎面線連續稱重影響因素及自動反饋控制功能的實現
2015-11-17 02:37:59唐國慶朱杭靈金夏龍
橡塑技術與裝備 2015年13期
唐國慶,陳 超,朱杭靈,金夏龍
(中策橡膠集團公司,浙江 杭州 310018)
胎面線連續稱重影響因素及自動反饋控制功能的實現
Infl uence factors of continuous weighing of tread line and realization of the function of automatic feedback control for tread line
唐國慶,陳 超,朱杭靈,金夏龍
(中策橡膠集團公司,浙江 杭州 310018)
通過介紹影響輪胎制造胎面線連續稱重精確性各方面的影響因素、采取的針對措施,及利用胎面稱重系統的反饋信息,對擠出機螺桿速度進行自動閉環調節控制功能的實現途徑。
連續秤;反饋;閉環控制
隨著汽車工業的向前發展,對輪胎的質量及運行舒適性提出了更高的要求。這使得輪胎制造企業必須不斷的在硬件設備和生產管理上更加精益求精,才能制造出更加適應市場需求的好產品。
用于制造輪胎胎面的擠出生產線,主機部分將不同規格的膠片通過螺桿擠出機的塑化、復合成型,然后通過冷卻輔線,最后通過小車卷取,送至下一工序。由于膠料參數波動、擠出機吃膠穩定性等各種因素變化,導致了在同等的長度范圍內,制品重量波動,直接影響到輪胎成品的動平衡和均勻性測試合格率。
所以,在胎面生產線輔線上設置有定長連續稱重裝置,動態測量1 m的單位范圍內制品重量,并通過數顯儀表顯示當前重量值。本文就影響胎面線連續稱重精確性各方面的因素,及采取的針對措施方面進行介紹,并對我們設計的通過重量反饋系統對擠出機螺桿速度進行自動閉環調節控制功能的實現途徑進行闡述。
1 連續稱重影響因素及針對措施
經過對定長連續稱重裝置的測試及數據采集積累,我們將影響稱重系統的原因分類為稱重裝置自身穩定性和現場生產過程參數變動兩大類。
當膠條運行過程中要受到以下幾個作用力,如圖1所示。
這里還有一個垂直向下分力的概念,當垂直向下分力完全等于重力G時,才是我們最想要的結果。
理論上稱重設備可以精確測得垂直向下分力,并轉換為電信號,反映到儀表上。從而獲得1 m長膠條的重量。但實際過程中會有很多因素影響該分力的獲取。如:前后輥道與秤的水平,稱重輥道本身的水平、膠條下平面的平面度,運行的速度(變化)以及稱前速整超聲波儲膠位置等,都會造成垂直向下分力的變化。
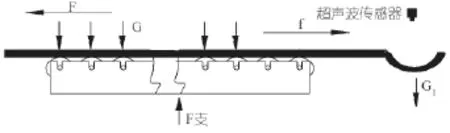
圖1 膠條運行過程受力示意圖
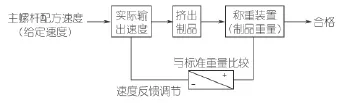
圖2 稱重反饋閉環控制系統框圖
理論上膠條線處于水平狀態是最為理想狀態,但實際應用中膠條線不可能完全水平從而無法獲得準確的垂直向下分力。為了減少膠條運動對秤沖擊,我們將米秤做了獨立基礎,在調整米秤自身輥道水平時,將高度誤差控制在±1.0 mm;米秤制造廠家推薦在秤裝置與輸送線產生一點落差,將秤前輸送輥水平高度調整到秤體輸送輥筒秤略高1~2 mm,秤后輸送輥水平高度調整到比秤體輸送輥筒略低1~2 mm,可以減少運行速度變化對秤沖擊,可以更為準確的獲得單位長度重量。
在秤前輸送輥道與接取冷卻輥道間,設置了儲膠緩沖位置以便于兩段速度匹配。最初設計時采用浮動輥裝置,將測量輥道壓在膠條上表面,通過檢測膠條位置變化自動調節連續秤的速度。但是我們經過測試發現,儲膠位置膠條自重和浮動輥在膠條表面施加的壓力,都會造成垂直向下分力的變化,造成米秤測量值偏小。所以現在該位置革新為采用超聲波傳感器非接觸測量膠條位置變化,且將膠條儲膠量盡可能調節到最少,以避免測量誤差。
生產過程中的參數變化包含原料膠料在生產過程中批次不一樣所導致的膠料密度、門尼系數波動,供膠膠盤更換時造成的短時間進膠量減少,異常停機造成的膠料在擠出機機筒內滯留等因素。所以在生產管理上需要嚴格執行多片供膠規范,盡可能均化膠料差異,提高供膠操作人員熟練程度,縮短換膠盤操作時間,提高設備穩定性,避免不必要的故障停機。
2 自動反饋調節功能的實現
為了提高胎面制品重量的穩定性,我們在PLC里設計了稱重反饋調節的自動閉環控制系統,系統框圖如圖2。
主機螺桿基準速度由配方給定,通過米秤裝置測量當前重量。在程序設計上,在秤前安裝一個計長被動輥,采用堆棧計數法記錄當前10 m內的平均重量值,與配方標準重量進行比較后,倘若超出了標準偏差范圍,程序計數反饋修正速度與配方速度進行疊加后,自動調節擠出機主螺桿速度以控制出膠量,從而達到穩定胎面制品重量的目的。
3 結束語
我們對不同規格的胎面,每隔5 s進行一次重量的數據采集(如表1),對重量進行過程能力指數分析,以±4%的重量公差來計算, CP值從1.41提高到2.49,CPK從-0.46提高到1.63,兩者都得到了顯著提高。
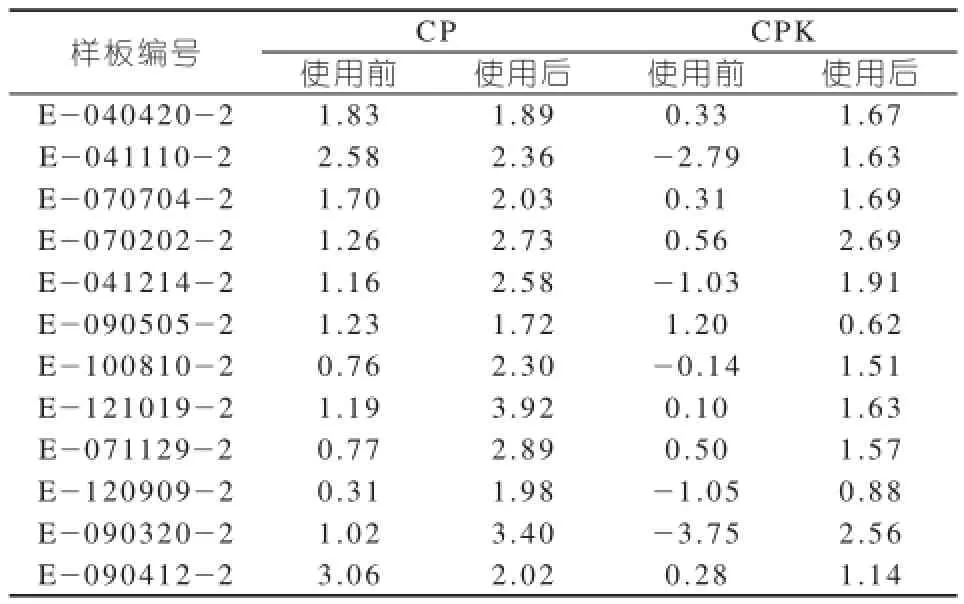
表1 重量采集數據對比
實現重量反饋控制前的CPK數據,全部在1.33以下的原因是,我們一般以胎面型膠尺寸的標準來控制胎面的壓出,然而胎面擠出后必然會存在氣孔,從而降低了胎面整體的密度。所以胎面單位長度的重量由于密度的降低而產生較大的偏差,更進一步體現對胎面進行重量控制的重要性。
[1] METTLER TOLEDO托利多連續稱使用說明. 托利多(常州)稱重設備系統有限公司,2009.
(XS-02)
TQ330.493
1009-797X(2015)13-0062-02
B
10.13520/j.cnki.rpte.2015.13.019
唐國慶(1978-),男,中策橡膠集團裝備中心副主任工程師,機電技術應用專業。
2014-08-27
