點焊結構膠在白車身制造中的應用
2015-11-12 01:18:30高海鵬胡志龍王曉寧
粘接 2015年7期
關鍵詞:施工
高海鵬,胡志龍,王曉寧
(1.長城汽車股份有限公司整車事業部 河北 保定 071000;2.長城汽車股份有限公司技術中心 河北 保定 071000)
點焊結構膠在白車身制造中的應用
高海鵬1,胡志龍2,王曉寧2
(1.長城汽車股份有限公司整車事業部 河北 保定 071000;2.長城汽車股份有限公司技術中心 河北 保定 071000)
介紹了點焊結構膠種類、基本性能、使用部位及作用、施工工藝等內容。實際生產經驗表明,選擇合適的點焊結構膠、正確的施工工藝,在保證整車品質和性能等方面具有重要作用。
點焊結構膠;性能;應用
點焊結構膠在焊裝車間涂布,在涂裝車間隨電泳漆固化,它是以環氧增韌技術為基礎,用以粘接鈑金件,通過提高車身剛度和耐久性、增加車身結構吸能容量來改善整車安全性、舒適性的高模量車身用膠。
1 點焊結構膠分類
點焊結構膠按照其在車身上的應用與其本身特性可分為3類:韌性結構膠、準韌性結構膠和普通或標準結構膠,其性能見表1。
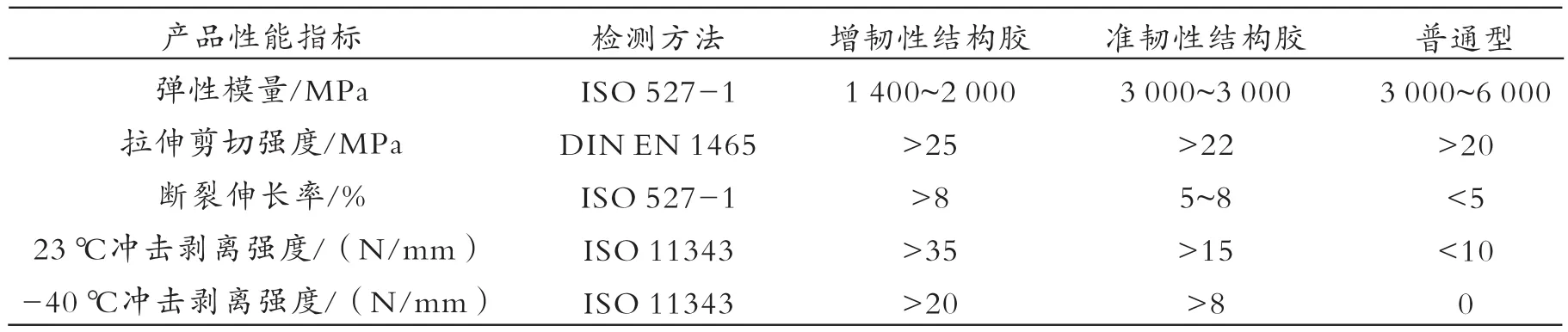
表1 3類結構膠的特性Tab.1 Characteristics of three kinds of structural adhesives
點焊密封膠基本組成為:基材、增塑劑、碳酸鈣、固化劑、阻然劑、導電助劑和無機填料, 根據不同需要可加入老化劑等各種填充劑。
2 點焊密封膠使用部位及作用
點焊結構膠在車身上的主要應用區域見圖1所示。主要應用條件為:(1)車身上受空間局限、無法進行點焊施工的鋼板焊縫區域,可以用點焊結構膠粘接取代焊接,這些區域一般包括:a.地板、中通道加強板的連接,b.發動機艙和縱梁翻邊處的搭接,c.側圍和車身邊梁的連接,d.車門總成、發動機罩總成的連接;(2)局部增加連接強度,提高車身動剛度;(3)為提高車身剛度提升車身NVH性能,增加涂膠部位;(4)相同或不同材料之間無法使用焊接和機械連接,使用點焊結構膠粘接替代,如鋁和鎂等材料之間的連接。
運用DOE方法選擇最有效的涂膠位置,一般涂膠位置及用量見表2。

表2 涂膠位置及用量Tab.2 Glueing sites and consumption
3 點焊結構膠使用工藝
點焊結構膠用于裝焊工序,是在沖壓件焊接前涂布于零件焊接搭接邊上。點焊結構膠施工剖面圖見圖2。

圖1 應用部位Fig.1 Application sites

圖2 斷面結構Fig.2 Cross section structure
3.1 點焊結構膠性能要求
點焊結構膠施工需確定相關因素,具體包括:
(1)適宜的應用環境,包括使用溫度、氣候條件、最大的載荷和載荷比、材料承受應力的方式,以及動態循環載荷、疲勞載荷等。
(2)沖壓件在焊接時,表面一般攜帶有在沖壓制造過程中所使用的拉延油、防銹油等油液,點焊結構膠是在焊接前涂布于沖壓件搭接面,因此要求點焊結構膠在含油鋼板表面有良好的附著性能。
(3)在設計粘接面時,需使點焊結構膠在剝離工況下具有最佳的性能,并在剪切模式下具有一定的強度。一般而言,沿鈑金厚度方向的對接膠接效果不甚理想,而折邊膠接較為理想。
(4)黏度較高的結構膠需要加熱施工,具有很好的粘附力,配合涂膠機器人使用,施工穩定,并節省用膠量和工時,適用于大規模涂膠的部位;黏度較低的結構膠可常溫施工,適合手工涂膠于用膠量較少的位置。而雙組分的結構膠可在總裝車間或汽車修理廠施工,主要用于售后市場[1]。
(5)在車身經過涂裝前處理(冷水、熱水、脫脂液、除銹液、磷化液等)、電泳的沖刷和侵蝕時點焊結構膠應具備良好的耐液性,即在脫脂液、磷化液及電泳液中浸泡無不良反應,不會脫落造成涂裝液體的污染和性能上的改變。
3.2 點焊結構膠施工工藝
點焊結構膠施工工藝有手工涂膠、機器人涂膠2種。手工涂膠通過手動控制涂膠設備實現涂膠過程;機器人自動涂膠設備通過PLC(電控柜)控制機器人的運行軌跡和涂膠量,實現涂膠過程。手工涂膠一般使用的3種涂膠方法對比見表3。

表3 手動3種涂膠方法Tab.3 Three manual glueing methods
桶裝自動送膠系統用于機器人自動涂膠也可用于手動涂膠,見圖3。
涂膠工藝步驟:
(1)基材溫度建議高于15℃,以免脫落。溫度過低,膠線容易隨膠槍的移動而在工件表面被拖動。
(2)焊接前在2焊接零部件焊接搭接邊的涂覆表面移動槍嘴均勻涂布點焊結構膠,涂膠直徑符合設計要求,膠條應平放于焊點的中央處。
(3)涂膠后,需在8 h(1個班次)以內搭接基材并進行點焊,并需在14 d以內進涂裝和熱處理。
(4)涂膠槍嘴的直徑需根據膠接寬度進行調整。車身邊寬度一般為14~16 mm,故建議手動涂膠的槍嘴直徑應為3 mm,操作時膠線直徑為3 mm左右[1]。
(5)膠粘劑包裝打開后,建議在2~4周用完。供膠系統停止工作的時間超過0.5 h,則需關閉加熱裝置或將其設定溫度調整到常溫(約23℃),以防止膠體老化。
(6)換桶時要注意清潔度,避免雜質混入材料之中,導致出膠嘴堵塞。同時注意排氣,以免氣泡影響施工。桶中的材料快用完時,注意及時換膠,以免空打并吸空氣。新設備投入使用前,應對設備進行清洗。膠泵的過濾網需要定期清洗,管道長時間吸附膠粘劑會使內徑變小,排膠量也變小,大約2年需要更換管道。
3.2 點焊結構膠固化
焊接完成后整車經過涂裝工藝,經前處理和電泳工序后進入電泳烘房,點焊結構膠與電泳漆等一起加熱固化,達到粘接強度要求。

圖3 自動送膠系統Fig.3 Automatically tranfering system of adhesive
4 結語
根據白車身的設計要求、焊接工藝性,在車身制造過程中使用點焊結構膠,可以提高車身剛度和強度,降低車重,滿足日益嚴格的安全性、NVH性能及耐久性要求。
[1]任萬里,楊紅新,楊潔,等.新型增韌結構膠在汽車中的應用[J].粘接,2013,34(9)32-35.
Application of spot welding structural adhesives in white body manufacturing
GAO Hai-peng1, HU Zhi-long2, WANG Xiao-ning2
(1.The Vehicle Business Group,Great Wall Motor Co.,Ltd., Baoding,Hebei 071000, China;2.Technological Center of Great Wall Automobile Co., Ltd., Baoding,Hebei 071000, China)
This paper introduced the types, basic properties, service sites and functions, construction process, etc. Of the spot welding adhesives. The experience showed that choosing the appropriate spot welding structure adhesive and correct construction process to guarantee the quality and performance plays an important role in such aspects.
structural adhesive;properties;applications
TQ436+.2
A
1001-5922(2015)07-0085-03
2015-03-20
高海鵬,男,助理工程師。長期從事汽車工藝設計及管理工作。E-mail:vmpinjianke1@gwm.cn。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
