鑄鋼件造型涂料及其涂敷方式的選擇分析
2015-11-04 05:49:33閆新飛謝厚霓扈廣麒
中國鑄造裝備與技術(shù) 2015年1期
閆新飛,謝厚霓,扈廣麒
(寧夏共享鑄鋼有限公司,寧夏銀川 750021)
鑄鋼件造型涂料及其涂敷方式的選擇分析
閆新飛,謝厚霓,扈廣麒
(寧夏共享鑄鋼有限公司,寧夏銀川 750021)
涂料是鑄造企業(yè)最主要的造型材料之一,選擇優(yōu)質(zhì)的涂料和有效的涂敷方式,將直接影響鑄件的質(zhì)量、生產(chǎn)效率和成本。通過對涂料的作用、性能、配制以及刷涂和噴涂這兩種施涂方法的驗證對比,為鑄鋼件造型選擇合適的涂料及涂敷方式提供參考。
造型;涂料;涂敷方式
目前,在很多大中型鑄件生產(chǎn)廠家中,鑄件表面的粘砂、夾砂、氣孔缺陷和尺寸問題是造型過程中容易對后序造成影響的最大質(zhì)量問題,嚴(yán)重制約了后序的生產(chǎn)效率,增加了生產(chǎn)成本,因此提高產(chǎn)品質(zhì)量特別是鑄件表面質(zhì)量變得十分重要。造型過程中使用的涂料主要是以鋯英粉為主料的水基涂料,本文以某鑄造工廠造型工序為例,對鑄鋼件鑄型涂料及其涂敷方式的選擇進(jìn)行分析。
1 涂料簡介
1.1涂料的作用
涂敷在型(芯)表面,以改善其表面的耐火性、化學(xué)穩(wěn)定性、抗金屬沖刷性和抗粘砂性的輔助材料通稱為涂料。其作用主要有:
(1)降低鑄件表面的粗糙度;
(2)防止或者減少鑄件的粘砂缺陷。涂層封閉了型(芯)表面的孔隙,提供了一層耐火性和熱化學(xué)穩(wěn)定性的屏障,從而防止機(jī)械粘砂和化學(xué)粘砂的發(fā)生;
(3)防止或減少鑄件砂眼和夾砂缺陷。涂料明顯提高型(芯)表面強(qiáng)度,改善型(芯)抵抗高速、高溫金屬液沖刷的能力,減少金屬液對型砂的熱輻射,從而防止或者減少鑄件砂眼和夾砂等缺陷;
(4)防止或者減緩樹脂在高溫下熱解產(chǎn)物對鑄
件表面的不良影響。由于涂料的屏蔽作用,防止了樹脂砂造成的氮?dú)饪缀筒讳P鋼鑄件的滲碳等造成鑄件表面的異常;
(5)使鑄件表面合金化和晶粒細(xì)化。在涂料中添加某些金屬粉末或者金屬氧化物的粉末可導(dǎo)致金屬表面合金化,在涂料中添加稀土合金粉和硼鐵粉可使鑄件表面組織細(xì)化,從而提高鑄件的使用性能和使用壽命;
(6)從生產(chǎn)方面考慮,使用涂料可以提高鑄件的落砂和清整效率。
1.2涂料的主要性能
(1)密度、固體分含量和懸浮性等物理性能;(2)刷涂性、流平性和滲透性等工藝性能;(3)耐磨性、涂層烘干抗裂性和高溫抗裂性、發(fā)氣性和抗粘砂性等工作性能。
造型過程使用的水基涂料主要有剛玉粉涂料(以下簡稱涂料A)和鋯英粉涂料(以下簡稱涂料B)兩種,主要性能對比如表1所示。
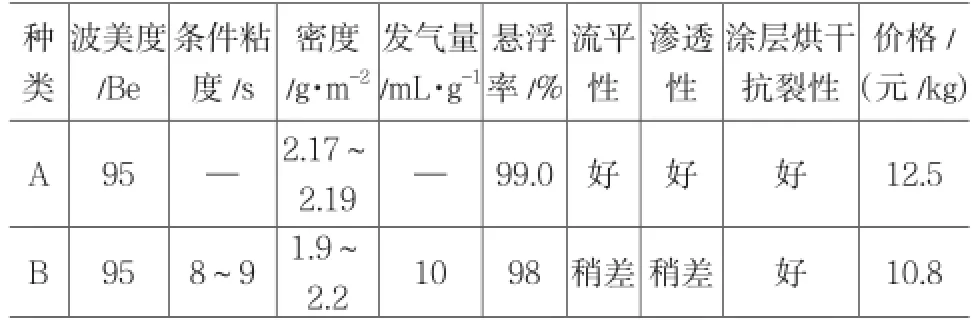
表1 兩種涂料的主要性能對比情況
綜合以上參數(shù),涂料A各方面略優(yōu)于涂料B,建議造型過程中大量的使用涂料A,主要用于型(芯)關(guān)鍵部位的涂敷。考慮到價格因素,以涂料B為輔,用于鑄件大面等不易粘砂部位型(芯)的噴涂和應(yīng)急處理。
1.3涂料的配置
(1)波美度要求:目前造型工廠購買的水基涂料波美度為95 Be左右,因此涂料需要稀釋,稀釋時使用自來水即可滿足要求。按照涂料和水體積比8∶1稀釋攪拌后波美度為85~90 Be,以7∶1配置后波美度為80~85 Be。實(shí)踐證明最佳噴涂波美度為85~90 Be,最佳刷涂波美度為80~85 Be。
(2)涂料的攪拌:配置好的涂料如果長時間靜止放置,涂料中的固體耐火顆粒會沉淀。試驗表明,每隔20 min攪拌涂料10 min以上能滿足工廠對涂料使用工藝的要求。
2 涂敷方式選擇與分析
2.1涂敷方式
涂料的涂敷方式主要有刷涂、噴涂和浸涂。噴涂可以用于大中型砂芯和砂型的涂敷,既可以用于單件生產(chǎn),又適合批量生產(chǎn);刷涂用于大中小型砂型和砂芯的涂敷,僅適合于單件生產(chǎn)。根據(jù)造型工廠多人手工操作、大型砂型(芯)和非批量生產(chǎn)的生產(chǎn)特點(diǎn),選擇噴涂和刷涂結(jié)合的方式;對于大中型砂型(芯),需采用噴涂的方式;對于小型(芯),采用刷涂的方式;對于球鐵件,由于要用到醇基涂料,采用刷涂的方式。特殊要求的地方,如死角、筋板、拉筋、臍子、凹槽等區(qū)域,可采用刷涂的方式[1]。
2.2涂敷對比分析
表2為兩種涂敷方式在工作效率、成本、設(shè)備、涂層厚度、涂層均勻性,涂層光潔度、鑄件表面質(zhì)量、環(huán)保和污染以及對涂料的性能要求等方面的對比分析結(jié)果。
圖1為噴、刷涂層厚度對比,兩遍噴涂后的厚度達(dá)到0.89~1.0 mm,三遍刷涂后涂層的厚度為0.50~0.60 mm;圖2為噴、刷涂敷方式的涂層均勻性對比,噴涂的涂層均勻性較好;圖3噴、刷涂敷的表面光潔度對比,噴涂光潔度明顯優(yōu)于刷涂;圖4噴、刷涂敷鑄件拋丸后的表面粗造度對比,噴涂鑄件拋丸后的表面粗造度為Ra6.3,刷涂鑄件拋丸后的表面粗造度為Ra12.5。

表2 噴、刷涂兩種涂敷方式的對比分析
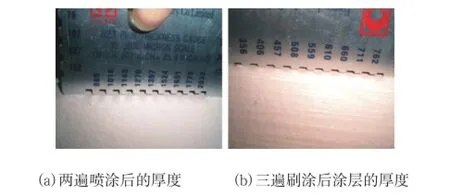
圖1 噴、刷涂層厚度對比

圖2 噴、刷涂層均勻性對比
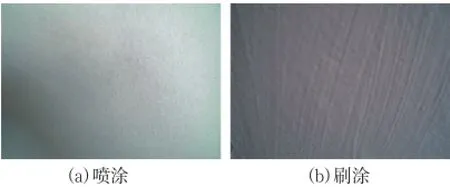
圖3 噴、刷表面光潔度對比
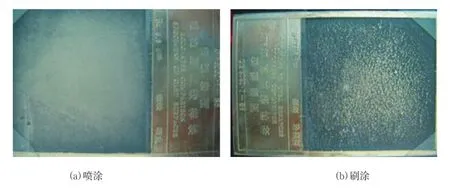
圖4 噴、刷鑄件拋丸后的表面粗造度對比
綜上所述,刷涂簡易靈活,可以用于小件的涂敷和噴涂難以實(shí)施的死角、筋板、拉筋、臍子、凹槽等區(qū)域。
優(yōu)點(diǎn):涂料與型、芯的結(jié)合能力較強(qiáng),環(huán)境污染小,對設(shè)備要求低;
缺點(diǎn):涂層厚度達(dá)不到要求,厚度不均勻,表面光潔度差,鑄件表面質(zhì)量差,生產(chǎn)效率低。
噴涂使用范圍大,適用于大中型的型(芯)涂敷。
優(yōu)點(diǎn):表面光潔、無刷痕、無流淌痕,厚度能達(dá)到要求且均勻,鑄件表面質(zhì)量好;
缺點(diǎn):對設(shè)備要求高,容易造成成本浪費(fèi),環(huán)境污染嚴(yán)重。
3 結(jié)論
涂料是鑄造工廠最重要的輔助材料之一,在砂型(芯)的表面使用涂料,可以改善表面的耐火性、化學(xué)穩(wěn)定性、抗金屬沖刷性、抗粘砂性和抗粘型性,提高鑄件的表面質(zhì)量,提高生產(chǎn)效率,降低生產(chǎn)成本。結(jié)合兩者的優(yōu)缺點(diǎn),建議大中型鑄件生產(chǎn)廠家以涂料A為主,用于關(guān)鍵的型、芯的涂敷;以涂料B為輔,用于鑄件大面等不易粘砂部位型(芯)的噴涂和應(yīng)急處理。同時,以噴涂為主,刷涂為輔助,并注意涂敷操作時員工的健康防護(hù),勞保用品的佩戴。
[1] 黃天佑.鑄造手冊(第二版)[M].機(jī)械工業(yè)出版社,2002.5.
[2] 張醫(yī)軍 .對樹脂砂型(芯)所用涂料性能和施涂工藝的認(rèn)識[J].中國鑄造裝備與技術(shù),1997(3).
[3] 張啟富,戴緒綺,李遠(yuǎn)才.水基鋯英粉流涂涂料及其工藝性能的研究[J].中國鑄造裝備與技術(shù),1995(5).
An Analysis of Choice of Coatings and Corresponding Spreading Mode of Mold for Heavy Steel Casting
YAN Xinfei, XIE HouNi, HU GuangQi
(Kocel Steel Foundry Co.Ltd., Yinchuan 750021,Ningxia,China)
It has been focused on the function, performance and preparation of the coatings as well as a contrast between testing and verifying two applied modes of brushing and spraying to provide some reference to choice of coating and corresponding spreading method for mold of steel casting.
Molding; Coating; Coating spreading
TP278;
A;
1006-9658(2015)01-0054-03
10.3969/j.issn.1006—9658.2015.01.016
2014-08-07
稿件編號:1408-632
閆新飛(1980—)男,工程師,從事鑄造工藝及技術(shù)研究.
