鑄鐵玻璃模具單箱無冒口鑄造工藝研究
2015-11-04 05:49:29方朝輝蘇秋君姚興田
中國鑄造裝備與技術 2015年1期
關鍵詞:工藝
方朝輝,蘇秋君,姚興田
(1.常熟建華模具科技股份有限公司,江蘇常熟 215559;2.南通大學,江蘇南通 226019)
鑄鐵玻璃模具單箱無冒口鑄造工藝研究
方朝輝1,蘇秋君1,姚興田2
(1.常熟建華模具科技股份有限公司,江蘇常熟 215559;2.南通大學,江蘇南通 226019)
針對傳統玻璃模具毛坯生產過程中采用的上下箱濕型砂鑄造工藝方法存在的缺陷,提出單箱無冒口鑄造新工藝,可有效地解決玻璃模具毛坯內腔與外圓間的偏芯以及縮孔縮松、跑火等現象,同時回爐料少,可明顯提高鐵液利用率。經企業生產實踐證明,該工藝省工、省時、省料,取得了較好的經濟效益。
玻璃模具;鑄鐵毛坯;單箱無冒口鑄造工藝
日常生活中各種日用玻璃制品隨處可見,從最常見的酒及飲料灌裝用瓶、醫藥保健用瓶、化妝品用瓶到造型各異的酒具、盤碗等玻璃器皿,其造型越來越復雜,越來越多樣化。玻璃模具是日用玻璃制品的主要成型工具,其制造過程直接決定著日用玻璃制品的質量。由于鑄鐵具有優良的鑄造性能、易加工性,最重要的是具有熱而不粘的性能被廣泛用于制作玻璃模具,未來鑄鐵仍將作為制作玻璃模具的主要材質[1-3]。玻璃模具的毛坯鑄造工藝是玻璃模具生產的關鍵工藝之一。傳統玻璃模具的毛坯鑄造主要采用上下箱合箱濕型砂鑄造工藝,這種工藝容易出現偏芯、縮孔縮松、跑火等現象,同時易產生大量回爐料。為此,本文針對傳統玻璃模具毛坯鑄造方法進行改進,提出了玻璃模具毛坯單箱無冒口鑄造工藝,取得了良好的效果。
1 玻璃模具結構對其鑄造工藝的要求
圖1所示為啤酒瓶的玻璃模具成型模實物圖片。日用玻璃制品的成型生產節拍很快,玻璃模具的內腔需頻繁交替與1 100 ℃左右的高溫玻璃熔體接觸,同時要加速玻璃熔體的成型速度,必須加速對玻璃熔體的冷卻,并盡快將模具內腔中的熱量散發出去,可見玻璃模具的內腔及外圍承受著不同的工況,整個模具往往工作于驟冷驟熱狀態。因此,理想的玻璃模具結構應該是從內腔到外圍為從致密到疏松均勻過渡的梯度結構,同時模具壁厚須均勻一致[4]。為此,玻璃模具毛坯的鑄造工藝必須保證有利于上述模具組織結構的形成,行業內通常要求在鑄造過程中采用砂型內腔放置激冷鐵芯的措施來實現[5]。

圖1 啤酒瓶的玻璃模具成型模
2 傳統上下箱濕型砂鑄造工藝的缺陷分析
目前玻璃模具行業普遍使用的毛坯鑄造工藝是上下箱濕型砂鑄造工藝,如圖2所示。其中,上箱由鑄件型腔、澆口、內澆道、濾網和冒口組合而成,而下箱則放置激冷鐵心。這種鑄造工藝在玻璃模具行業雖沿用已久,但是存在著如下缺陷:
(1)上下箱長期在清砂環節中受撞擊而導致在合箱環節存在較大定位誤差,同時因鐵液從兩個內澆道進入時會對下箱的激冷鐵心和型砂造成較大沖擊,從而在一定程度上使玻璃模具毛坯的內腔和外圓產生偏芯現象,即內腔和外圓的同心度出現偏差,導致模具厚薄不均,造成次品乃至報廢。
(2)該工藝的冒口起到補縮和調節溫度場的雙重作用,因此冒口的大小和擺放的位置對模具毛坯的質量有著較大的影響。往往需要工藝人員根據模具的實際情況進行人工調節,這樣容易導致模具內澆道和模具的外圓部位出現縮孔、縮松等缺陷。
(3)上下箱鑄造工藝是分別對上箱和下箱進行造型,然后上下箱合型固定,再從澆口引入鐵液,這樣上下箱之間難以避免地會存在縫隙,增加了跑火現象的產生,即鐵液從上下箱的合縫間隙中溢出,造成鐵液浪費嚴重,同時危險性大。
(4)由于這種鑄造工藝需設置足夠大的補縮冒口來確保足夠的鐵液供給,因此鐵液的利用率較低,通常在60%~75%之間,容易導致回爐料較多。
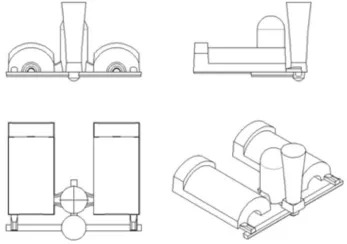
圖2 上下箱合箱濕型砂鑄造工藝
3 單箱無冒口鑄造工藝設計
3.1單箱無冒口鑄造工藝過程
單箱無冒口鑄造工藝過程如圖3所示。①將型框罩置于制作好的木模底板(圖3.a)上;②向型框容腔內填入煤粉砂壓實(圖3.b);③將填入煤粉砂的型框抬起后翻轉180°,取出木模,得到鑄型(圖3.c);④將過濾網放入過濾網腔中,將激冷鐵心放置到瓶模腔上(圖3.d);⑤將熔融的鐵液從澆口引入型腔,待鐵液液面達到與澆口平面一致水平高度時停止澆鑄;⑥待鐵液冷卻后,撤去激冷鐵心、型框,清除煤粉砂,得到玻璃模具鑄件毛坯(圖3.e)。
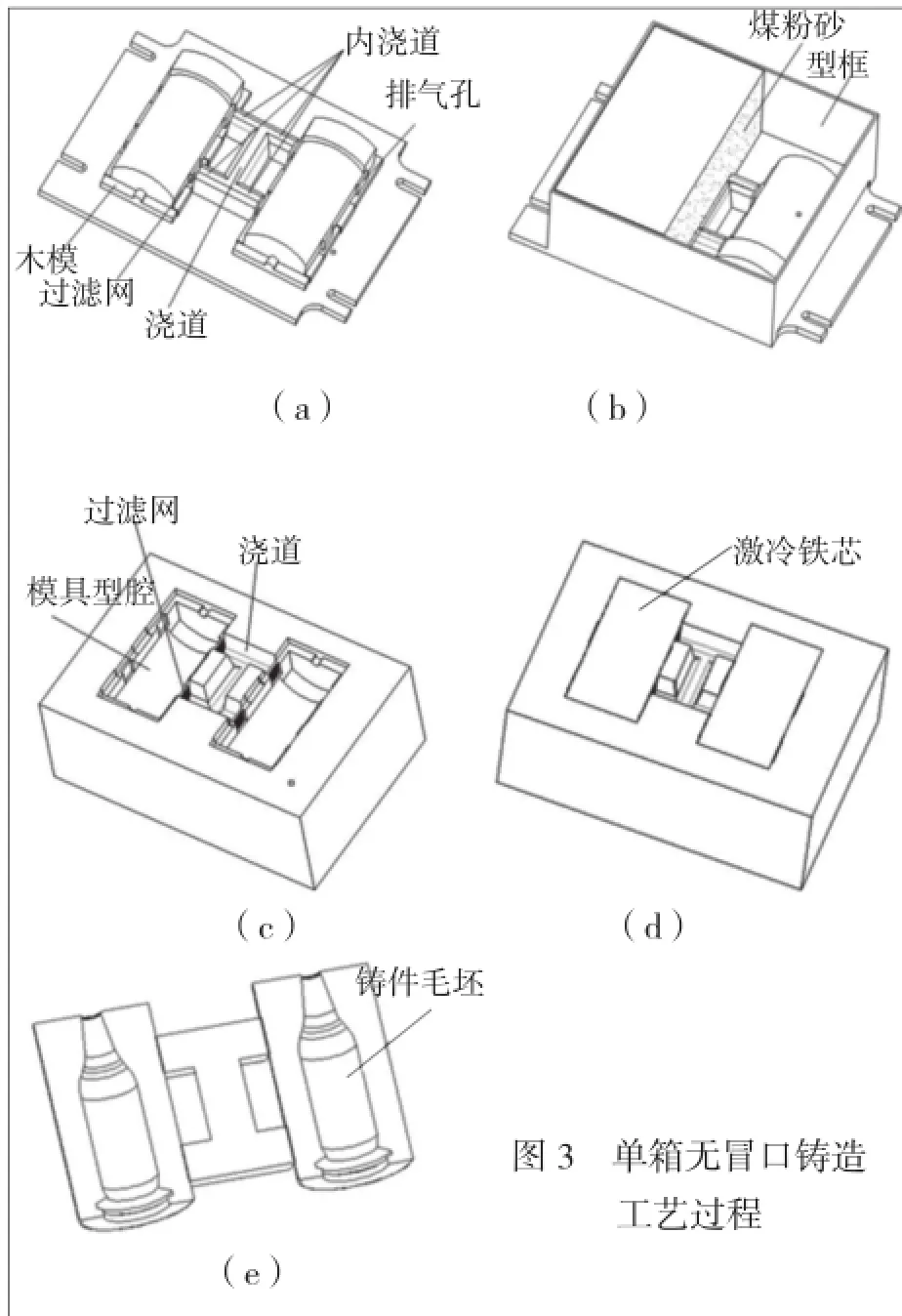
圖3 單箱無冒口鑄造工藝過程
3.2單箱無冒口鑄造工藝技術要點
(1)內澆道宜采用分散多道設計,最好設計2排4個內澆道,這樣可以避免內澆道處由于鐵液集中引入而導致內澆道處產生縮孔或者晶粒粗大。
(2)澆鑄系統側邊需設計排氣孔,以保證順暢排氣。
(3)激冷鐵心在使用之前需要進行干燥處理。實踐證明:未經干燥的激冷鐵心使用過程中容易使鑄件產生缺陷。
(4)澆鑄系統不宜采用型內孕育,在爐前孕育的時候需控制好硅含量。
(5)澆鑄過程中要注意快澆,速度平緩。
3.3改進效果分析
單箱無冒口鑄造工藝與傳統的上下箱濕型砂鑄造工藝相比,具有如下顯著效果:
(1)激冷鐵心采用倒扣的方式固定于已造型好的模具型腔上,澆鑄過程中模具外圓部位先成型,鐵液從下至上緩慢上升至激冷鐵心處,整個過程鐵液對激冷鐵心的沖擊作用小,偏芯問題可以得到很好解決。
(2)由于澆鑄系統無冒口,而且澆道的體積比傳統的上下箱鑄造方式小得多,因此整個鑄型的冷卻速度明顯加快,整個鑄件的過冷度較大,有利于D型石墨的形成,而D型石墨目前是業界公認的一種較好的玻璃模具組織。
(3)鑄件毛坯的外形和內腔都快速地接觸到鑄型和激冷鐵心,外層冷卻后形成的外殼讓后續的石墨化膨脹在有限的空間內進行,這樣提高了模具材料的致密度。
(4)鐵液利用率高,經過計算,單箱無冒口鑄造工藝的工藝出品率可以達到85%~90%。
(5)傳統上下箱鑄造工藝,每箱都需要配置一個激冷鐵心;而采用單箱無冒口鑄造工藝,由于冷卻速度明顯加快,開箱時間可以縮短,因此每澆完5箱后可將前5箱的激冷鐵心取出重復使用,這樣可提高激冷鐵心的利用率。
(6)單箱無冒口鑄造可明顯減少型砂的用量,減輕勞動工人強度。
4 結語
采用單箱無冒口鑄造工藝生產玻璃模具毛坯,有效地解決了玻璃模具毛坯的內腔與外圓之間的偏芯問題,同時避免了縮孔縮松、跑火等現象的發生。且玻璃模具毛坯的各項檢測指標(包括金相、硬度、尺寸等)均能達到預期要求。經企業實踐應用證明,該新工藝產生的回爐料較少,可明顯提高鐵液利用率及工藝出品率,同時省工、省時、省料,經濟效益較顯著。
[1] 岳旭東,佘光達,吳春京,等.合金鑄鐵玻璃模具的研究現狀[J].材料導報,2004,18(12):34-36,40.
[2] 劉晴,邵文寶,吳春京.玻璃模具材料選擇的研究進展[J].鑄造技術,2005,26(6):551-553.
[3] YUE Xu-dong, WU Chun-jing, SHEN Ding-zhao, et al. Improvement of Glass Mould Materials[J].Journal of Iron and Steel Research(International),2005,12(5):24-27,51.
[4] 楊明,黃新民,吳玉程,等.微合金梯度石墨鑄鐵玻璃模具材料研究[J].金屬功能材料,2011,18(3):50-54.
[5] 曹勝利.多元合金化D型石墨鑄鐵玻璃模具的研究[D].合肥工業大學,2009.
[6] 汪興娟,何順榮,李偉 ,等.球鐵箱蓋件的無冒口鑄造工藝設計及數值模擬[J].中國鑄造裝備與技術,2014(3).
Research on Single Box Casting with Head-Free Casting Technology for Cast Iron Glass Mould
FANG ZhaoHui1, SU QiuJun1, YAO XingTian2
(1. Changshu Jianhua Mould Technology Co.Ltd., Changshu 215559, Jiangsu, China;2. Nantong University, Nantong 226019, Jiangsu, China)
Aiming at the shortages of the traditional production technology of upper-lower box casting with green sand for glass mold, a new one of single box with head-free casting technology has been proposed, which has effectively solved the problems on the castings such as cavity off-center, shrinkage, leak-out and so on while with less foundry returns and signifi cantly improved utilization rate of molten iron at the same time, proved to be a technology by real enterprise production with saved labor, time and materials and increased economic benefi t to a large extent.
Glass mould; Cast iron blank; Single box with head-free casting technology
TG242.1;
A;
1006-9658(2015)01-0018-03
10.3969/j.issn.1006—9658.2015.01.005
江蘇省產學研聯合創新資金前瞻性研究項目(BY2013042-05)
2014-10-09
稿件編號:1410-675
方朝輝(1984—),男,從事玻璃模具的設計與制造;通訊作者:姚興田(1965—),男,碩士,教授,從事機電一體化裝備及測控技術的研究.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
