國內鑄造快速成型技術與應用
2015-11-01 09:04:22臧加倫孫玉成黎智勇
中國鑄造裝備與技術 2015年4期
關鍵詞:設備
臧加倫,孫玉成,李 闖,黎智勇
(1. 濰柴動力股份有限公司,山東濰坊 261061;2. 佛山峰華卓立制造技術有限公司, 廣東佛山 528225)
國內鑄造快速成型技術與應用
臧加倫1,孫玉成1,李 闖1,黎智勇2
(1. 濰柴動力股份有限公司,山東濰坊 261061;2. 佛山峰華卓立制造技術有限公司,廣東佛山 528225)
論述了目前國內鑄造快速成型技術,對增材/減材快速成型制造工藝做了探討。經過多年的發展,快速成型技術從設備功能到材料應用已具備產品樣件的制造能力;國家機械科學研究總院、北京隆源、佛山峰華卓立等公司,均已面向市場提供快速成型服務,并在企業、科研院所推廣應用。
快速成型,增材制造,減材制造,工藝
1 鑄造快速成型技術與傳統工藝的比較
復雜鑄件的鑄造采用傳統有模鑄造的方式。首先根據鑄件的CAD模型設計砂芯和外模模具,通過手工、機械加工等方式制造木模、塑料模和金屬模等模具。使用芯盒模具制作砂芯,使用外模制作砂型;組合砂芯、下芯后合箱澆注鑄件。工藝設計需預留工藝補正量,組裝砂芯的方式造成鑄件存在人為影響的尺寸偏差。多環節的開發過程周期長,模具投入成本高。
快速成型是數字化無模鑄造技術,使用精密成型設備和計算機軟件控制,實現增材/減材成型,是一種全新的鑄件快速制造方法。快速成型不需要木模及模具,縮短了鑄造毛坯開發流程和周期,特別適合于復雜鑄件的少量的快速制造,實現了傳統鑄造行業的數字化制造。
2 鑄造快速成型技術
2.1增材制造
增材制造即3D打印(3D?Printing),是通過數字化增加材料的方式實現零件的制造。
2.1.1選擇性激光燒結(SLS)
選擇性激光燒結(SLS)是一種將粉末材料通過激光直接燒結成各種實體形狀的增材成型技術。該技術普遍用于燒結蠟粉、PS、尼龍粉、金屬粉、覆膜砂等。成型時先在工作臺上鋪上一層粉末材料,激光束在計算機的控制下,按照截面輪廓的信息,對零件實心部分所在的粉末進行燒結。一層完成后,工作臺下降一個層厚,再進行下一層的鋪粉燒結。不斷循環,最終形成三維產品。
選擇性激光燒結使用覆膜砂可以快速制作鑄造用的砂型/芯。覆膜砂表面被酚醛樹脂等添加材料包覆著,在激光燒結快速成型時,通過激光加熱酚醛樹脂使其受熱熔化后冷卻固化,使覆膜砂粘接形成砂型/芯。用激光燒結覆膜砂制作砂型/芯的工藝過程如下:零件三維造型及數據輸入設備—篩砂—鋪砂—燒結成型—取件—清砂—預固化—固化處理—砂型/芯修整。
選擇性激光燒結普遍用于有色合金等精密鑄造。用蠟粉為原料,直接制造精鑄用的蠟模,再用傳統的精鑄工藝,進行涂殼、脫蠟、焙燒等,得到鑄造型殼。
選擇性激光燒結制作的樹脂模型可以代替木模及金屬模,縮短制模時間,成本低于金屬模,強度和尺寸穩定性優于木模;特別是難以加工、需要多種組合的木模用快速成型的優點就更為突出。對內燃機開發典型的例子是可以直接制作氣道吹風用的樹脂芯盒,制作周期短、修整方便。
國內能夠擁有該項技術的產業化的公司主要有北京隆源自動化成型系統有限公司、武漢濱湖機電技術產業有限公司、北京北方恒利科技發展有限公司等。北京隆源成立于1994年,國內最早的SLS成型機開發企業,2008年開始開發樹脂砂燒結。該公司擁有120多家設備用戶,主要用戶是大學、科研院所、航空航天和儀器儀表等精密制造企業,內燃機企業包括玉柴和一汽。北京北方恒利科技發展有限公司是由中國兵器科學研究院、中國兵器新技術推廣所共同投資創辦的高新技術企業,從20世紀90年代中期開始對?SLS技術進行研究,2000年開發了第一臺國產化的?SLS快速成型設備并進行了產業轉化,擁有40多家設備用戶。圖1是北京隆源的設備圖示。國內選擇性激光燒結設備廠家與規格見表1。

圖1 北京隆源的SLS快速成型設備
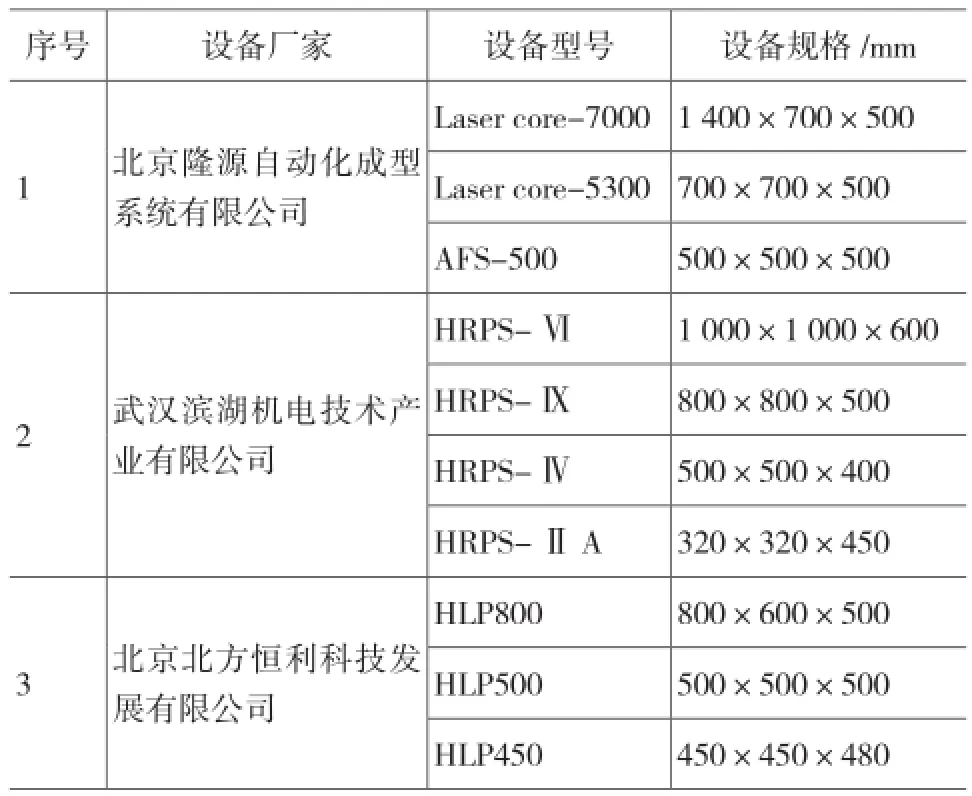
表1 國內選擇性激光燒結設備廠家與規格
2.1.2PCM無模鑄型快速制造
PCM(Patternless?Casting?Manufacturing)無模鑄型快速制造技術是一種針對砂型/芯的快速成型技術,所使用的材料為符合要求的鑄造普通硅砂、冷芯盒樹脂和固化劑。該技術將CAD計算機三維設計、快速成形技術的離散/堆積成形原理與樹脂砂造型工藝有機結合,根據三維模型直接制造出結構或表面復雜的鑄型,特別適合單件或少量的形狀復雜的大中型鑄件毛坯的開發。目前,擁有該技術的公司為佛山市峰華卓立制造技術有限公司。2002年佛山市引入清華大學快速成型項目,2004年PCM技術逐漸成熟并向周邊企業提供快速成型服務,2007年PCM技術進入對外服務的量多化時期,2010年開始對外推廣其PCM設備與技術。
PCM無模鑄型快速制造技術制作砂型/芯的成型過程與選擇性激光燒結(SLS)類似,不同的是PCM設備使用噴樹脂的方式使混有固化劑的型砂固化。設備鋪砂機構鋪砂后,樹脂噴嘴根據三維切片軟件輸出的路徑噴灑樹脂。一個截面噴灑完成后,鋪砂機構運動過程中用紅外加熱方式加速樹脂固化,回程過程中完成再次鋪砂。不斷循環,最終形成三維砂型/芯。圖2是峰華卓立的設備圖示。
目前,峰華卓立公司與濰柴、濟柴、玉柴、楊柴、一汽、東風汽車、廣汽、華晨汽車等企業有合作關系,該公司為上述企業提供快速成型技術服務,提供研發階段功能樣件的開發,包括機體、缸蓋、進排氣歧管、連接彎管、飛輪殼、氣缸蓋罩、節溫器等。峰華卓立公司PCM設備規格見表2。

圖2 峰華卓立的PCM快速成型設備
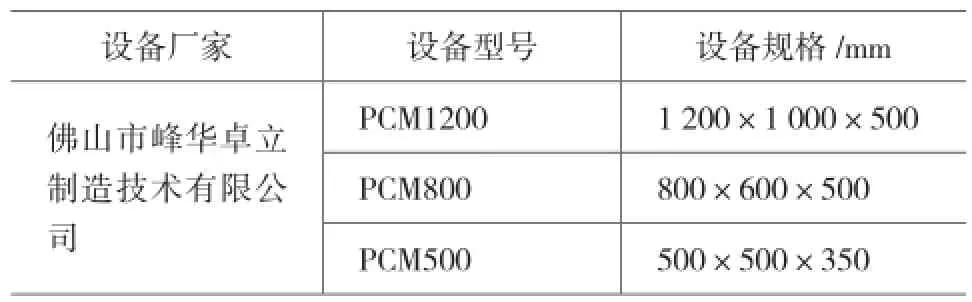
表2 峰華卓立公司PCM設備規格
2.1.3選擇性激光燒結(SLS)與PCM無模鑄型快速制造的比較
選擇性激光燒結(SLS)與PCM無模鑄型快速制造在工作原理、成型材料、成型速度等方面存在不同。兩種成型工藝的比較見表3。
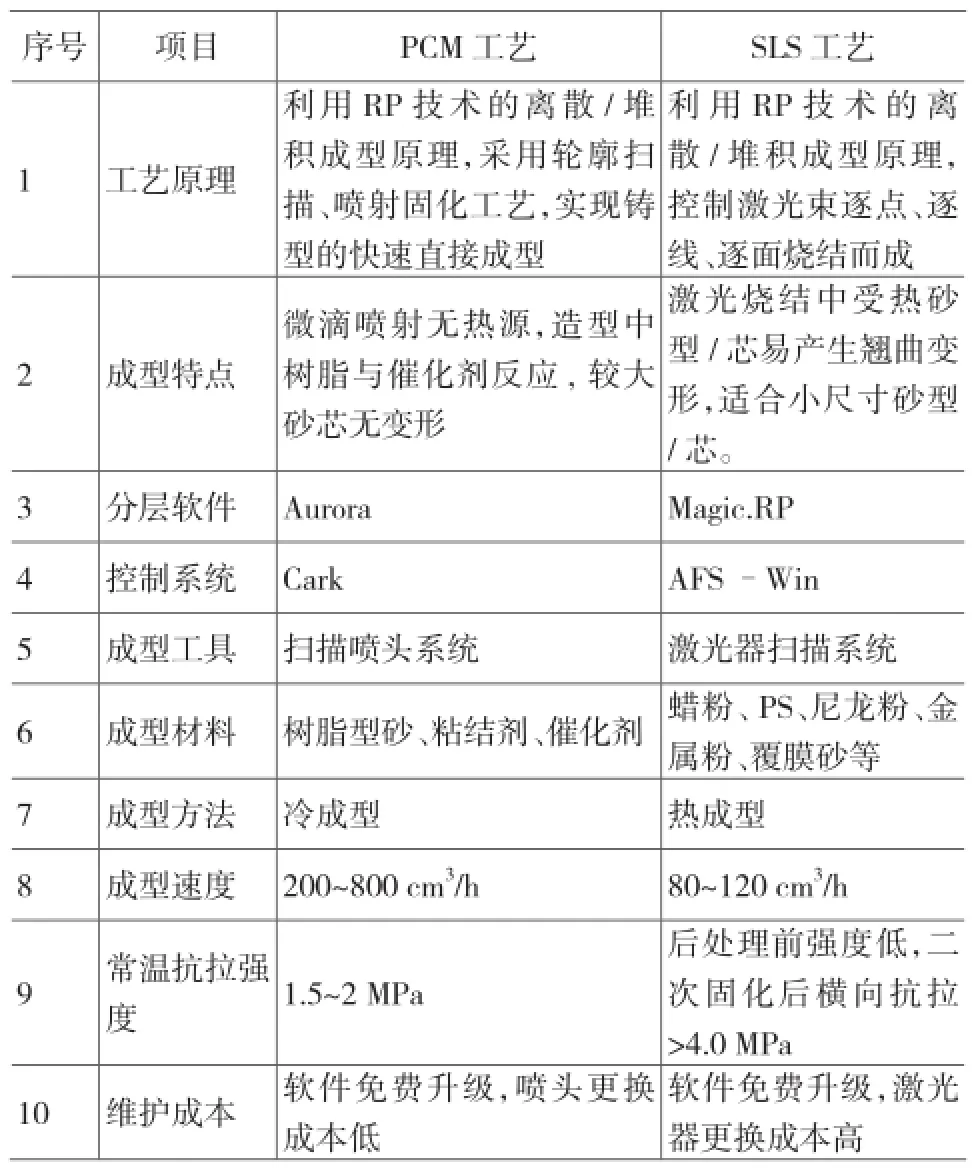
表3 PCM與SLS成型工藝的比較
2.2減材制造
減材制造技術類似于加工中心對金屬件的加工原理,不同的是在數字化成形材料、刀具、軟件、工藝和設備等方面有所創新。減材制造在鑄造應用方面使用的材料是鑄造用硅砂,使用樹脂固化成砂塊后用于加工成砂型/芯;設備三軸聯動,使用專用刀具在干式條件下實現長時間的對砂型的加工;設備能夠接受由CAM軟件(Powermill,?Pro/E,Ug等)生成的標準G代碼驅動設備進行加工,實現零件的快速制造。國內擁有減材制造快速成型技術的公司是國家機械科學研究總院。
機械科學研究總院在中國航天三院、中航工業哈爾濱東安發動機、一汽鑄造、中國一拖、廣西玉柴等80多家單位進行減材制造快速成型技術推廣應用,在北京、吉林、江蘇、河南、山東等地建立8個應用示范基地,被廣泛應用到發動機缸體缸蓋、液壓泵閥等復雜零部件的開發。玉柴在快速成型技術方面投入較大的人力和資本,使用了多臺機械科學研究總院的設備,其大型的快速成型設備用于中大型船機機體的鑄件開發。圖3是機械科學研究總院的設備圖示。機械科學研究總院的設備規格見表4。

圖3 機械科學研究總院的減材制造快速成型設備

表4 機械科學研究總院的設備規格
3 快速成型技術的應用
國外FORD、GM和BMW等公司已普遍使用快速成型技術用于新產品的開發。近年來,國內快速成型技術也逐步投入應用。國家機械科學研究總院、北京隆源、佛山峰華卓立、武漢濱湖、北京北方恒利等公司,均已面向企業、科研院所等提供快速成型服務,并向社會推廣快速成型成套設備與技術。
內燃機行業如濰柴、玉柴、一汽、洛拖等企業,率先采用快速成型技術應用于新產品和個性化產品的開發。
3.1設備的選用
機械科學研究總院江蘇分院(常州)、佛山市峰華卓立公司、北京隆源等公司對外快速成型的制造工藝,都是采用增材制造和減材制造相結合的快速成型工藝。增材制造用于復雜、薄弱砂芯的制作,減材制造用于表面規則、形狀強壯的砂芯和厚大外模的制作。佛山市峰華卓立公司使用自制的增材(PCM)和減材設備,機械科學研究總院江蘇分院(常州)使用自制的CAMTC-SMM減材設備和北京隆源公司的Laser?Core-?5300激光燒結設備,北京隆源公司使用自制的AFS激光燒結設備和機械科學研究總院的CAMTC-SMM減材設備。
玉柴采用多臺機械科學研究總院的CAMTCSMM設備、及北京隆源公司的AFS激光燒結設備和武漢濱湖的HRPS-V型激光燒結設備,用于快速成型鑄件的開發。
3.2 快速成型工藝
3.2.1減材制造
使用普通的冷芯盒用擦洗砂和樹脂砂工藝可以制作減材制造需要的砂塊,砂子粒度140/70目。
使用減材加工設備對這些砂塊加工制作砂型/芯;設備使用專用的刀具,使用壽命超過2?000?h以上。需要操作人員對加工的砂型/芯進行編程、選擇刀具規格、設置進刀量刀具路徑等。加工過程中設備的除塵單元收集浮塵,廢砂收集機構收集廢砂。
人工或使用叉車將加工完成的砂型/芯移出加工設備工作臺。使用減材制造獲得的砂型/芯如圖4所示。

圖4 使用減材制造獲得的砂型/芯
3.2.2增材制造
(1)選擇性激光燒結(SLS)
三維設計模型需要設計砂芯輔助支撐,方便砂芯清理和防止二次固化砂芯的變形;砂芯厚大位置需要設計成減重結構來減少燒結時間,使用加強筋加強砂芯的強度并防止變形。
使用粒度140/70目覆膜砂,需要從專業覆膜砂生產廠采購,使用該覆膜砂快速成型的砂芯應具備普通熱芯盒砂芯的抗拉和抗彎強度,同時發氣量不大于15?mL/g。
操作人員依據使用的覆膜砂的性能、砂芯的結構設置預熱溫度、切片厚度、掃描線寬、掃描速度、激光功率等參數,以最終控制砂芯的初強度和精度。設備工作期間可以無人職守。
激光燒結砂芯完成后,需要進行砂芯的后處理:①取件清砂;②表面預固化:用噴燈噴燒砂型表面;③烘烤固化:需要使用直徑1~2?mm的玻璃珠填埋砂芯后烘烤固化,溫度180~200?℃,時間5~16?h;④修整:用工具將輔助結構去除并將斷面修整好。
使用激光燒結(SLS)制造獲得的砂型/芯如圖5所示。

圖5 使用激光燒結(SLS)制造獲得的砂型/芯
(2)PCM快速成型
使用冷芯盒用擦洗砂,砂子粒度140/70目。需要使用峰華卓立公司訂制的固化劑和樹脂,使用該粘結材料快速成型的砂芯應具備普通冷芯盒砂芯的抗拉和抗彎強度,同時發氣量不大于15~20?mL/g。
操作人員進行三維模型切片,噴頭掃描路徑自動生成。設備工作期間可以無人職守。
砂芯成型后,手工清理砂芯周圍散砂,人工或使用叉車將砂芯取出工作臺。散落砂人工收集后集中處理。
人工使用刮板和毛刷對砂型/芯表面散砂進行清理。清理后的砂芯待用,不需要SLS增材制造獲得砂芯的復雜的后處理工藝。使用PCM制造獲得的缸蓋水套砂芯如圖6所示。

圖6 使用PCM制造獲得的缸蓋水套砂芯
3.2.3砂芯檢查及組芯
(1)砂芯檢查
通過減材制造和增材制造獲得的砂型/芯,使用前或必要時,需要使用便攜式三維光學測量系統進行現場的非接觸快速檢查。檢查項目包括:砂型/芯內腔或表面制造精度、SLS增材制造獲得的砂芯的變形量。通過快速檢查比對砂型/芯數據和三維模型的差異,以確認砂型/芯是否符合產品和工藝的要求。
(2)組芯
砂型/芯使用前,預組檢查尺寸是否合適,不合適的表面進行人工修復。檢查好的砂芯手工上涂料,進烘干窯烘干。
中小型鑄件的芯組可以在檢查或組芯平臺上對砂型/芯進行組裝,組裝完成后人工轉運至車間澆注區;大型鑄件的芯組可以直接在車間澆注區的地面上組裝。圖7是正在組裝的芯組;圖8是使用快速成型技術制造的鑄件。

圖7 組裝中的芯組

圖8 使用快速成型技術制造的鑄件
4 結語
國內鑄造快速成型技術經過多年的發展,從設備功能到材料應用已具備產品樣件的制造能力,近年來逐漸投入市場應用并得到認可,加快了國內柴油機、汽車行業新產品推向市場的周期。
(1)增材制造,特別是SLS激光燒結技術,適應于復雜砂芯的制作;使用寶珠砂類的造型材料可以制造航空航天用內腔復雜的液壓件。
(2)減材制造,類似于數控加工中心切削工件,使用普通的樹脂砂砂塊,適合于表面規則、結構強壯的砂芯和厚大外模的制作。
(3)增材制造和減材制造結合應用,可以相對滿足砂型/芯的快速成型工藝,制造結構復雜的大中型鑄件。
(4)與國外技術相比,如德國Voxeljet大型砂型3D打印機,國內快速成型技術在制造效率和設備功能等方面仍有很大差距。
[1] 李瑞霞,熊曉紅.激光選區粉末燒結快速成形技術在精密鑄造中的應用[J].中國鑄造裝備與技術,2005(2):46-48.
[2] 董選普,黃乃瑜,樊自田,等.快速成型技術及其在鑄造中的應用[J].中國鑄造裝備與技術,2002(5):25-27.
The foundry rapid prototyping technology and its application in China
ZANG?JiaLun1,?SUN?YuCheng1,?LI?Chuang1,?LI?ZhiYong2
(1.?Weichai?Power?Co.,?Ltd.,?Weifang?261061,?Shandong,China;?2.?Foshan?Fenghua?Zhuoli?manufacturing?technology?Co.,?Ltd.,?Foshan?528225,Guangdong,China)
The?foundry?rapid?prototyping?(RP)?technology?in?China?is?introduced?and?the?RP?manufacturing?processing?of?additive/subtractive?manufacturing?is?studied.?After?years?of?development,?the?RP?technology?has?the?ability?of?manufacturing?sample?piece?from?device?function?to?material?application.Some?companies,?such?as?China?Academy?of?Machinery?Science?and?Technology,?Beijing?Longyuan?AFS?Co.,?Ltd.,?Foshan?Fenghua?Zhuoli?Co.,?Ltd.,?are?the?suppliers?of?RP?technology?for?the?market?and?promote?the?RP?technology?in?companies?and?research?institutes.
Rapid?prototyping;Additive?manufacturing;Subtractive?manufacturing;?Processing
TG249;
A;
1006-9658(2015)04-0001-05
10.3969/j.issn.1006-9658.2015.04.001
2015-03-01
稿件編號:1503-828
臧加倫(1965—),男,高工,從事柴油機機體缸蓋的鑄造工藝開發工作.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00