華鑄CAE軟件在鑄件澆注工藝優化上的應用
2015-10-31 02:47:08郭兆東倪桂蘭司端成
金屬加工(熱加工) 2015年7期
關鍵詞:工藝
■郭兆東, 倪桂蘭, 司端成
華鑄CAE軟件在鑄件澆注工藝優化上的應用
■郭兆東, 倪桂蘭, 司端成

導柱在機械壓力機中是配合導套一起使用的,帶動滑塊做平行于立柱導軌作直線運動的部件,是機械壓力機重要的工作機構,如圖1所示。該產品對內在質量有很高的要求,一般采用球墨鑄鐵生產,加工后內外表面不得有縮孔、縮松、氣孔、夾渣等鑄造缺陷,否則在傳動過程中易產生斷裂、漏油等問題,影響后續工作的進行,進而影響壓力機質量。該鑄件為我公司重點關注件,由于對內在質量要求較高,不易產成,廢品率較高。為提高鑄件質量,縮短生產周期,我們將華鑄CAE數值模擬技術應用到產品的工藝設計中去,選擇出了最佳澆注工藝。
1. 雨淋式工藝模擬分析
金屬液從鑄件頂部的許多小孔漏入型腔的澆注系統稱為雨淋式澆注系統。該系統撇渣良好,與一般頂注相比,對型腔的沖擊較小;雨淋孔分布均勻且大小適當,可保證鑄件內外表面質量,四周溫度均勻。導柱外輪廓尺寸為φ300mm×1300mm,最大壁厚為140mm,其余壁厚為70mm。我公司曾嘗試選用該澆注系統進行導柱的生產,倒置立式分型,呋喃樹脂砂造型及制芯,頂部選用兩個φ50mm出氣道,鑄型底部及型壁鋪石墨冷鐵,在澆道、冒口及型腔噴涂石墨基涂料,鐵液初始澆注溫度定為1450℃,鑄型的初始溫度為20℃。
采用華鑄CAE模擬軟件分析某一時刻鑄件的凝固過程如圖2所示,發現在鑄件頂部、底部等最后凝固的部位均出現縮孔和縮松缺陷。
分析得知,這是因為選用的出氣道不能完全滿足鑄件補縮所需的鐵液,且由于所選澆注系統使得小股鐵液不斷地沖擊金屬液面,使得凝固過程變得緩慢。底部厚大部位由于補縮通道被截斷,不能得到有效補縮,最終導致縮孔、縮松的產生,這一現象和實際生產中所產成的鑄件缺陷完全吻合,從而印證了華鑄CAE軟件的模擬效果。球墨鑄鐵是糊狀凝固方式,故在鑄造工藝上應采用冒口對球墨鑄鐵件的熱節共晶凝固前期進行液態補縮,后期的共晶膨脹通過冒口頸的凝固及鑄型型壁硬度,可以適當地使鑄件致密,本工藝沒有實現這一效果,從而導致廢品的出現。
2. 階梯式工藝模擬分析
在鑄件的幾個高度面上都設有內澆道的澆注系統稱為階梯式澆注系統。該系統金屬液注入型腔自下而上分層順序進行,直澆道不能封閉;內澆道分層分散,金屬液對型底的沖擊力小,充型平穩,鑄件上部可獲得溫度較高的金屬液,有利于補縮,又不致造成鑄型嚴重的局部過熱現象,兼有頂部注入和底部注入的優點,但造型復雜,金屬液消耗較多。

圖1 機械壓力機傳動機構

圖2 雨淋式工藝模擬效果
經過我公司工藝人員進行工藝調整,根據熱節圓法和模數法確定直徑80m m、高度為220m的兩個明冒口補縮。直澆道選取φ60mm,橫澆道選取45/50mm×40mm,φ35mm分直澆道2道及φ30mm內澆道6道。采用同上的澆注溫度及初始鑄型溫度。鑄型底部及型壁鋪240mm×120mm×60mm石墨冷鐵若干,在澆道、冒口及鑄件型腔等處噴涂石墨基涂料。
我們知道,鑄件的缺陷主要是縮孔和縮松,而這些缺陷大都是在鑄件凝固過程中形成的,顯微縮松容易發生在鑄鐵最后凝固區域,簡稱LTF(Last to Freeze)區域。華鑄CAE軟件模擬某一時刻導柱的定量縮孔如圖3所示,可見鑄件的最后凝固部位是在其頂部和底部厚大部位。隨著凝固過程的進行,鑄件頂部能夠從所設置的冒口處得到有效補縮,故形成縮孔、縮松的幾率較小;鑄件底部雖然和冒口距離較遠,但由于設計的冒口尺寸及位置恰當,底部厚大部位也得到了有效補縮,利用CAE自帶的縮孔、縮松判據,可以直觀地看到只在鑄件的中部小范圍出現幾處縮松缺陷,所生產的實體件與模擬效果基本相符。
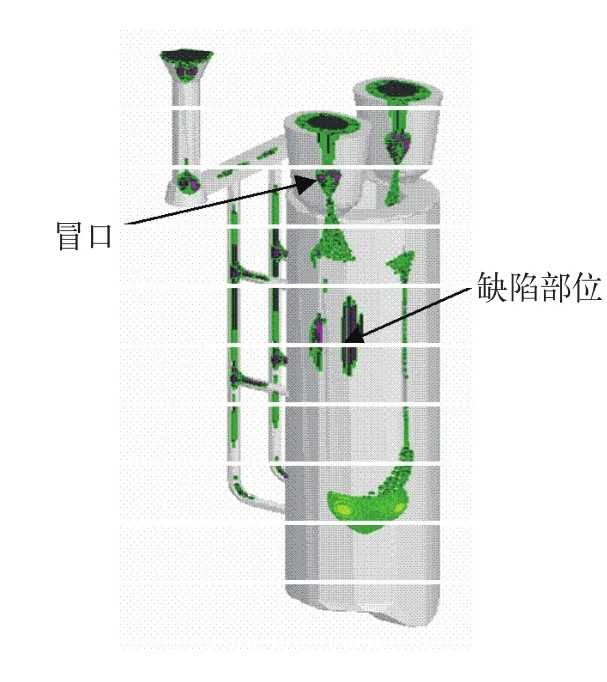
圖3 階梯式工藝模擬效果
3. 結語
華鑄CAE工藝分析軟件能準確、形象地描述鑄造凝固過程,預測凝固缺陷,從而為判斷工藝方案的可行性提供科學依據,達到快速高效的目的。針對我公司導柱生產并通過兩種不同生產工藝的對比發現:采用階梯式澆注工藝所生產的導柱中縮孔、縮松、氣孔等缺陷較少,并可通過加大加工余量的方式予以降低,該工藝生產的鑄件廢品率較低。經理化中心檢測符合機械壓力機生產力學性能要求,該工藝更適合導柱的生產。而雨淋式澆注系統操作復雜,生產的鑄件雖然外觀質量好于階梯式系統,但經過機械加工后發現內在縮松、蜂窩式氣孔分布在整個鑄件端部及根部而無法使用,造成廢品。階梯式澆注工藝既簡化了操作又滿足了壓力機產品對鑄件的質量要求。
[1] 陳漱秋,等.砂型鑄造工藝及工裝設計[M].北京:北京工業出版社,1979:79-80.
[2] 周建新,劉瑞祥,陳立亮,等.華鑄CAE軟件在生產中的應用[J].機械工人,2001,(8):11-13.
[3] 馬敏團,郝偉. CAE分析技術在鑄造生產中的應用[C]. 2005全國計算機輔助工程(CAE)技術與應用高級研討會,北京, 2005:28-32.
[4] 張文和,丁俊,聶富榮.球鐵鑄件縮孔縮松的成因與防止[J].鑄造工程師,2009(11):66-67.
郭兆東、倪桂蘭、司端成,齊齊哈爾第二機床(集團)有限責任公司工藝室。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52