重型載貨汽車前軸鍛件熱處理工藝仿真分析
2015-10-31 02:47:03武絡(luò)宮顯宇韓海河王文清尚利平胡小剛
金屬加工(熱加工) 2015年7期
■武絡(luò),宮顯宇,韓海河,王文清,尚利平,胡小剛
重型載貨汽車前軸鍛件熱處理工藝仿真分析
■武絡(luò),宮顯宇,韓海河,王文清,尚利平,胡小剛
前軸鍛件為重型載貨汽車核心零部件之一,因其位置的特殊性,對性能要求很高。通過運用熱處理工藝仿真,不斷優(yōu)化和改進(jìn)工藝方案,縮短工藝準(zhǔn)備周期,提高產(chǎn)品合格率。
陜汽重型載貨汽車前軸鍛件為我公司核心產(chǎn)品之一。因前軸為重型載貨汽車的核心部件,故對其性能要求很高(σb為924~1090MPa),該要求對熱處理工藝要求也較為嚴(yán)格。通過運用熱處理工藝仿真,在一定程度上模擬現(xiàn)實生產(chǎn)環(huán)境,提前預(yù)測產(chǎn)品在生產(chǎn)中遇到的問題,大大降低了產(chǎn)品在熱處理過程中出現(xiàn)不合格品的概率。
1. 熱處理工藝方案分析
(1)工藝流程 如圖1所示,0420前軸鍛件工藝流程:下料→鍛造→熱處理→清理→無損檢測→檢驗。
(2)技術(shù)要求 材料牌號為鋼42CrMo,硬度要求為283~333HBW (d=3.6~3.35mm)。
(3)熱處理工藝參數(shù) 淬火階段:保溫溫度為(850±10)℃;保溫時間150min;淬火冷卻介質(zhì)為PAG 3%~5% (≤60℃)或水(40~70℃)。回火階段:保溫溫度(600±20)℃;保溫時間180min;冷卻介質(zhì)為水。
(4)其他因素 由于回火對工件的變形影響不大,本次模擬不考慮。前軸鍛件熱處理工序變形主要為彎曲變形和扭曲變形。
2. 熱處理有限元分析

圖1 前軸熱處理工序設(shè)備
(1)分析方案 模擬軟件利用法國FRAMASOFT+ESI公司開發(fā)的有限元軟件SYSWELD,模擬分析鍛件在熱處理過程中的相變、工件變形及應(yīng)力應(yīng)變特征。前軸實體如圖2所示。
由于前軸的外形特點,熱處理生產(chǎn)采用推桿爐,爐內(nèi)可容納16個料盤,推料周期為10min;熱處理過程中,將前軸平放于料架上加熱,冷卻入水時用淬火托架將前軸托起一起入水。這樣在軸向或徑向上的淬火應(yīng)力會導(dǎo)致變形扭曲較大。本次模擬采用兩種淬火方式,一種為平放式(實際生產(chǎn)所采用的方式),另一種為垂直懸掛式(擬工藝優(yōu)化后所采用的淬火方式)。
根據(jù)熱處理工藝設(shè)計的入水方式分別為水平入水和垂直入水。由于前軸為對稱工件,模擬過程為了減少計算量,縮短計算時間,對模型進(jìn)行一定程度上的簡化。據(jù)水平入水方式的特點,只需對整個前軸工件的1/4進(jìn)行模擬分析(見圖3、圖4);據(jù)垂直入水方式的特點分析,只需對整個前軸工件的1/2進(jìn)行模擬分析(見圖5、圖6)。
(2)網(wǎng)格劃分 模擬過程中選用全三角網(wǎng)格,對于1/4模型的2D單元數(shù)達(dá)到8800個,3D單元數(shù)達(dá)到48824個(見圖7)。
1/2實體的網(wǎng)格劃分:3D網(wǎng)格為93904,2D網(wǎng)格為17316(見圖8)。
由于SYSWELD軟件的材料庫中沒有42CrMo鋼的信息,模擬選擇與該材料近似的材料42CrMo4鋼進(jìn)行代替。
(3)模擬參數(shù)設(shè)置 模擬過程設(shè)置三組工藝參數(shù),分別為保溫溫度、保溫時間、淬火冷卻介質(zhì)。由于在長期的生產(chǎn)實踐中,保溫時間和淬火冷卻介質(zhì)在附表所列參數(shù)單一變量原則下對工件的影響較小,故本次產(chǎn)品模擬僅對不同入水方式和不同入水方式下的保溫溫度進(jìn)行模擬分析,將各模擬結(jié)果進(jìn)行對比分析,選出最為合理的一組參數(shù)作為指導(dǎo)實際生產(chǎn)的參考。
(4)模擬結(jié)果分析 模擬分析工件在+X、+Y及-Z方向上的變形特點,其綜合表現(xiàn)為工件在實際熱處理生產(chǎn)中的翹曲、扭曲等變形特點。

圖2 前軸實體

圖3 水平入水方式的入水點

圖4 前軸1/4實體(水平入水)

圖5 垂直入水方式的入水點

參數(shù)設(shè)置表

圖6 前軸1/2實體(垂直入水)

圖7 前軸1/4實體網(wǎng)格劃分

圖8 前軸1/2實體網(wǎng)格劃分
圖9為工件在不同的入水方式下,不同加熱溫度淬火后+X方向上的變形特點。從圖中可以看出,水平入水方式下,工件在兩端的變形呈相反態(tài)勢,且變形量基本相當(dāng)。860℃的最大變形量為8.18586mm,850℃的最大變形量為7.14752mm,840℃的最大變形量為7.12368mm;而對于垂直入水方式下的模擬結(jié)果顯示,工件在開始入水端處的變形量最大,最后入水端的變形量最小,基本接近無變形狀態(tài)。隨溫度的升高,淬火后的變形量有增大的趨勢,860℃的最大變形量為14.53817mm,850℃的最大變形量為14.26377mm,840℃的最大變形量為14.19004mm。
圖10為工件在不同的入水方式下,不同加熱溫度淬火后+Y方向上的變形特點。從圖中可以看出,水平入水方式與垂直入水方式下,工件在+Y方向上的變形量相差不大,水平入水方式下的+Y變形兩端對稱,垂直入水方式下的+Y變形,開始入水端的變形量較大 。

圖9 工件不同入水方式不同溫度下+X方向的變形情況
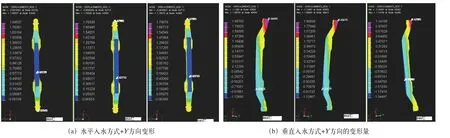
圖10 工件不同入水方式不同溫度下+Y方向的變形情況
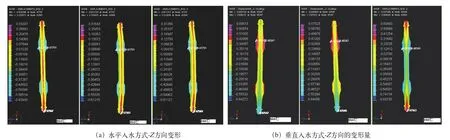
圖11 工件不同入水方式不同溫度下-Z方向的變形情況
圖11為工件在不同的入水方式下,不同加熱溫度淬火后-Z方向上的變形特點。從圖中可以看出,水平入水方式與垂直入水方式下,工件在-Z方向上的變形量有所異同,水平入水方式下的-Z變形兩端對稱,垂直入水方式下的-Z變形,接近入水端的變形量。
3. 擬采用的優(yōu)化工藝及達(dá)到的效果
經(jīng)過兩種入水方式的對比,擬采用的垂直入水方式的模擬結(jié)果顯示出的總的變形規(guī)律較水平入水方式的變形相對較小,垂直方式的變形主要集中在先入水端,最后入水的端面基本無變形,這就使熱處理后的校正工序相對簡化,即以最后入水端為基準(zhǔn),將前軸放于檢測夾具上測出前軸的變形量后用壓力機校正前軸。而以水平方式入水的模擬結(jié)果,兩端的變形方向相反,校正起來相對復(fù)雜。為達(dá)到較高的產(chǎn)品合格率,以及為校正工序減少較為冗繁的工作,擬采用前軸出爐后垂直懸掛式入水的方式進(jìn)行淬火。
4. 結(jié)語
SYSWELD軟件模擬后,可以預(yù)測工件在熱處理過程中的變形特點、相組成、應(yīng)力應(yīng)變等特征。經(jīng)過若干組工藝參數(shù)下的模擬結(jié)果對比分析,選出對產(chǎn)品性能最有利,對檢測工件變形最簡便,對后續(xù)校正工序操作最簡單的一組工藝參數(shù)作為指導(dǎo)實際生產(chǎn)的參考,從而實現(xiàn)工藝優(yōu)化。
對于前軸產(chǎn)品而言,由于其形狀特點,為了控制其在水平方向的翹曲及扭轉(zhuǎn)的嚴(yán)重性,選擇垂直懸掛式淬火方式可使其水平方向的受力有所減小,而軸向上的受力較水平方向受力簡單,容易控制。
武絡(luò)、宮顯宇、韓海河、王文清、尚利平、胡小剛,內(nèi)蒙古一機集團富成鍛造有限責(zé)任公司。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03