Cr鋼齒輪淬火畸變分析及其校正方法
2015-10-31 02:47:02蘇以人
金屬加工(熱加工) 2015年7期
關(guān)鍵詞:工藝
■蘇以人
Cr鋼齒輪淬火畸變分析及其校正方法
■蘇以人

影響Cr鋼汽車齒輪滲碳熱處理畸變的主要因素有:齒輪設(shè)計(jì)、鋼材、鍛造輥軋、正火(退火)、機(jī)加工、滲碳、淬火、回火等。采用感應(yīng)加熱、鐓鍛機(jī)成形、專用齒輪機(jī)床、刀具、齒輪滲碳淬火回火生產(chǎn)線,選用端淬曲線帶窄的H鋼,等溫正火處理等措施。
一、齒輪滲碳淬火畸變的感應(yīng)加熱校正法
中間輸出齒輪是ZL40/50輪式裝載機(jī)的重要零件,如圖1a所示,工件材料為20CrMnTi鋼。熱處理采用滲碳淬火,工件齒部硬度為56~62HRC。淬火后工件畸變分兩種,一種是齒輪出現(xiàn)圓度超差和平面翹曲,另一種是齒向超差。
曾采用預(yù)留法將凹部補(bǔ)平,如圖1b所示,或用磨齒法修正,但均造成材料或設(shè)備利用率低,投資大,預(yù)留部分淬火后加工困難,且工藝復(fù)雜。
生產(chǎn)中采用壓淬,解決工件產(chǎn)生的圓度超差和平面翹曲畸變問(wèn)題。但發(fā)現(xiàn)采用壓淬法,齒輪徑向應(yīng)力產(chǎn)生的畸變?nèi)匀淮嬖冢瑢?dǎo)致齒輪每批約30%出現(xiàn)齒向超差畸變。齒輪產(chǎn)生錐形張開(kāi)畸變,是由于齒輪齒部上下厚薄差異造成的。
為此,制作了帶導(dǎo)磁體的內(nèi)孔感應(yīng)器,如圖2a所示。對(duì)齒部上端內(nèi)側(cè)高頻感應(yīng)加熱,使工件上端產(chǎn)生與淬火變形應(yīng)力相反的應(yīng)力,將齒部往內(nèi)拉,使齒部變形減小。該措施依據(jù)畸變量大小,采用不同加熱時(shí)間校正工件變形,其工藝規(guī)范及試驗(yàn)結(jié)果如表1所示。此外,生產(chǎn)中對(duì)于局部齒較小畸變的齒輪可采用導(dǎo)磁體偏置方式,如圖2b所示。使工件熱應(yīng)力分布與畸變相匹配,達(dá)到校正變形的最佳效果。
ZL40/50輪式裝載機(jī)后橋從動(dòng)弧齒錐齒輪如圖3a所示。生產(chǎn)中發(fā)現(xiàn),壓床淬火后,少量齒輪在φ210mm孔處出現(xiàn)圓度超差。故制作局部帶導(dǎo)磁體的內(nèi)孔感應(yīng)器(見(jiàn)圖3b),將導(dǎo)磁體對(duì)準(zhǔn)內(nèi)孔短軸進(jìn)行高頻感應(yīng)加熱,根據(jù)畸變大小確定加熱時(shí)間,使工件的圓度迅速恢復(fù)正常。
二、弧齒錐齒輪滲碳淬火畸變分析

圖1

表1 齒輪高頻加熱應(yīng)力校正參數(shù)
弧齒錐齒輪是銑床傳動(dòng)機(jī)構(gòu)的重要零件,工件材料為20Cr鋼,其結(jié)構(gòu)如圖4所示。弧齒錐齒輪加工工序?yàn)椋合铝稀周嚒稹嚒婟X→拉槽→滲碳淬火→磨內(nèi)孔→研齒。齒輪模數(shù)為3.63mm,齒數(shù)為15,精度為7級(jí);熱處理要求:滲碳層深度為0.5~0.7mm,表面硬度為59~63HRC,心部硬度為35~45HRC;由于結(jié)構(gòu)設(shè)計(jì)要求及加工條件限制,該齒輪加工精度要求高,齒圈徑向圓跳動(dòng)≤0.04mm,周節(jié)累計(jì)誤差≤0.032mm。
齒輪原熱處理工藝如圖5所示。生產(chǎn)中發(fā)現(xiàn),不少齒輪熱處理后齒形畸變大,出現(xiàn)齒輪接觸精度低,噪聲大,無(wú)法滿足高精度技術(shù)要求。
齒輪畸變是滲碳淬火中組織應(yīng)力與熱應(yīng)力作用的結(jié)果,滲碳淬火件僅在表層發(fā)生馬氏體轉(zhuǎn)變,故組織應(yīng)力較小,畸變主要取決于工件熱應(yīng)力大小。造成齒輪畸變的主要因素有:
(1)滲碳溫度過(guò)高,使碳化物聚集長(zhǎng)大,晶粒粗大,工件畸變加大。
(2)淬火溫度過(guò)高,使工件塑變抗力下降,內(nèi)應(yīng)力增大,畸變?cè)龃蟆?/p>
(3)淬火冷卻介質(zhì)溫度低,造成工件各部位冷卻不均勻,淬火應(yīng)力大,工件淬火后畸變量增大。
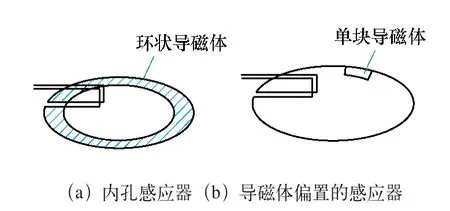
圖2
根據(jù)以上分析,試驗(yàn)提出齒輪滲碳淬火改進(jìn)工藝,如圖6所示,改進(jìn)工藝試驗(yàn)結(jié)果見(jiàn)表2和表3。采用改進(jìn)工藝措施后,齒輪經(jīng)滲碳淬火各項(xiàng)性能優(yōu)良,均達(dá)到技術(shù)要求指標(biāo)。同時(shí),齒輪滲碳淬火畸變減小,齒輪接觸精度提高,生產(chǎn)中噪聲明顯下降,達(dá)到了技術(shù)要求和生產(chǎn)運(yùn)行需求,提高了齒輪的使用壽命。
三、雙聯(lián)齒輪和錐齒輪熱處理畸變分析
1. 高頻感應(yīng)淬火齒輪
雙聯(lián)齒輪和行星錐齒輪表面強(qiáng)化采用高頻感應(yīng)淬火處理,工件材料為40Cr鋼,其結(jié)構(gòu)簡(jiǎn)圖如圖7所示。高頻感應(yīng)淬火硬度要求為45~55HRC,硬化層深為2.5~3.5mm,采用0.5%(質(zhì)量分?jǐn)?shù))聚乙烯醇淬火冷卻介質(zhì)。生產(chǎn)中發(fā)現(xiàn),齒輪畸變和零件形狀尺寸因素密切相關(guān),往往由于零件形狀復(fù)雜、厚薄不均或形狀特殊等造成高頻感應(yīng)淬火后變形超差失效,甚至造成廢品。

圖3
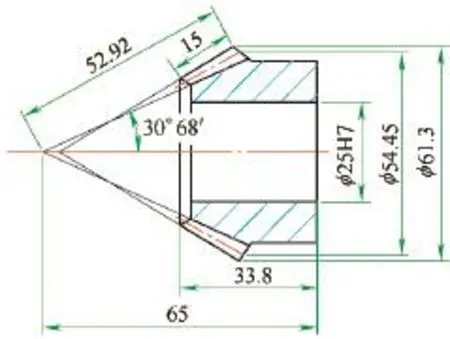
圖4 齒輪結(jié)構(gòu)示意

圖5 齒輪滲碳淬火工藝

圖6 齒輪滲碳淬火改進(jìn)工藝

表2 齒輪滲碳淬火后的金相組織
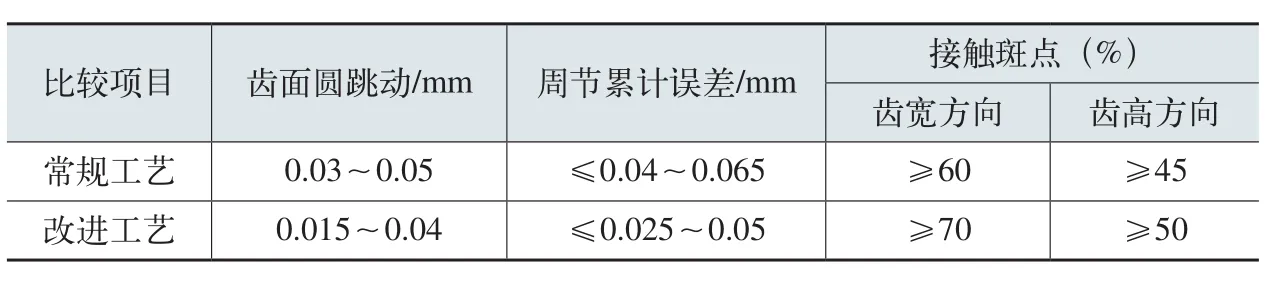
比較項(xiàng)目齒面圓跳動(dòng)/mm周節(jié)累計(jì)誤差/mm接觸斑點(diǎn)(%)齒寬方向齒高方向常規(guī)工藝0.03~0.05≤0.04~0.065≥60≥45改進(jìn)工藝0.015~0.04≤0.025~0.05≥70≥50
對(duì)40Cr鋼高頻感應(yīng)淬火齒輪變形特點(diǎn)和規(guī)律進(jìn)行了檢驗(yàn)分析和生產(chǎn)試驗(yàn)。其尺寸變化見(jiàn)表4、表5。齒輪經(jīng)高頻感應(yīng)淬火處理,由于高頻感應(yīng)加熱速度快、時(shí)間短,并且組織轉(zhuǎn)變僅發(fā)生于表層,因而畸變量較小。一般情況下,公法線長(zhǎng)度變化微小,呈縮小趨勢(shì),內(nèi)孔尺寸也呈收縮變形。
2. 滲碳淬火齒輪
滲碳淬火齒輪的典型工件形狀如圖8所示,工件材料為20CrMnTi鋼,滲碳溫度為920℃,滲碳后降至870℃淬火加熱后淬入油中,回火工藝為180℃×120min,滲碳層深度為0.8~1.2mm,表層碳質(zhì)量分?jǐn)?shù)為0.95%~1.0%,表面硬度為58~62HRC。
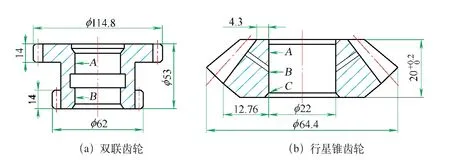
圖7 高頻感應(yīng)淬火齒輪結(jié)構(gòu)示意
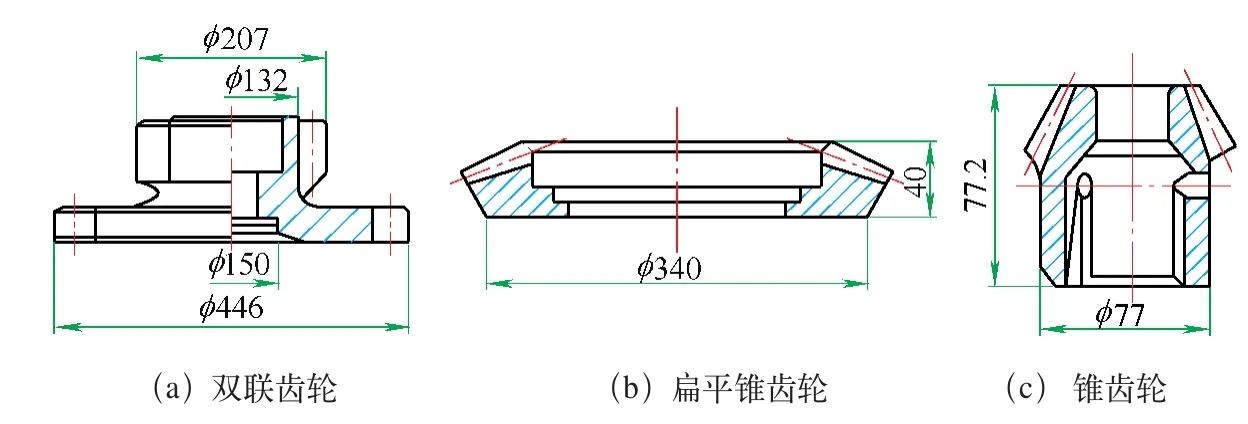
圖8 滲碳淬火齒輪幾何形狀

表4 高頻感應(yīng)淬火雙聯(lián)齒輪幾何尺寸變化

表5 高頻感應(yīng)淬火行星錐齒輪內(nèi)孔直徑的尺寸變化
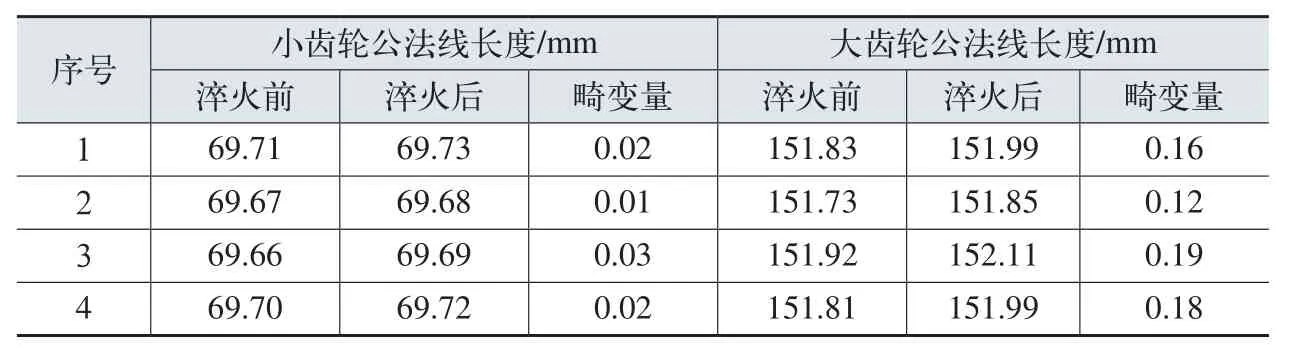
表6 雙聯(lián)齒輪滲碳淬火后公法線變化
雙聯(lián)齒輪滲碳淬火后公法線畸變情況見(jiàn)表6。20CrMnTi鋼齒輪滲碳淬火后,公法線長(zhǎng)度變化呈微小脹大,為0.01~0.02mm;但對(duì)大齒輪,如雙聯(lián)齒輪下齒滲碳淬火后,公法線脹大量可達(dá)0.12~0.19mm。從表6可以看出,齒輪畸變量和模數(shù)有關(guān),但影響最大的因素是齒輪形狀和截面尺寸。錐齒輪和扁平錐齒輪滲碳淬火后畸變(內(nèi)孔徑尺寸)情況見(jiàn)表7。扁平錐齒輪內(nèi)孔滲碳淬火后出現(xiàn)脹大畸變,采用一般方式淬火或淬火壓床淬火規(guī)律相同。這是由于扁平齒輪高度方向相對(duì)尺寸很小,淬火冷卻中以產(chǎn)生的殘留應(yīng)力為主,出現(xiàn)工件沿最大線度方向伸長(zhǎng)。而高度與直徑相當(dāng)?shù)凝X輪,內(nèi)孔畸變層收縮變形,縮小量約為0.10mm以內(nèi),對(duì)于齒輪加工設(shè)計(jì)來(lái)說(shuō),應(yīng)當(dāng)在機(jī)加工余量中考慮此點(diǎn)。
對(duì)于滲碳淬火處理的齒輪,在滿足齒輪力學(xué)性能和耐磨性能等的前提下,可通過(guò)以下措施減少齒輪熱處理畸變。
(1)適當(dāng)降低滲碳加熱溫度,適當(dāng)降低淬火加熱溫度。
(2)提高淬火冷卻介質(zhì)溫度,如采用120℃左右熱油淬火或有機(jī)溶液合成淬火冷卻介質(zhì)淬火等。
四、汽車齒輪畸變分析
齒輪是汽車傳動(dòng)機(jī)構(gòu)的重要零件,常采用2 0 C r、18CrNiMo、20CrMnTi鋼滲碳淬火強(qiáng)化處理。齒輪運(yùn)行中要求具有抗塑變應(yīng)力、抗表面接觸疲勞和抗彎曲疲勞的性能和抗力;同時(shí),要求齒輪形狀及尺寸精度和穩(wěn)定性高。
齒輪精度直接影響傳動(dòng)精度、傳動(dòng)平穩(wěn)性和噪聲大小。齒輪熱處理畸變是使齒輪精度下降的主要原因,生產(chǎn)中時(shí)常出現(xiàn)齒輪畸變過(guò)大超標(biāo)不合格工件,甚至造成齒輪成品報(bào)廢。為此,對(duì)齒輪畸變影響因素及正火處理作用進(jìn)行了分析和試驗(yàn)比較,并提出齒輪微小畸變的正火工藝,可應(yīng)用于齒輪熱處理生產(chǎn)中。
分析認(rèn)為,均勻分布的珠光體+鐵素體組織,其強(qiáng)度較低且有較大脆性及很小的殘余應(yīng)力,可得到微小無(wú)規(guī)則畸變的正火齒輪。故正火加熱溫度應(yīng)較高,可取Ac3+(80~150)℃;奧氏體晶粒較大,脆性較大,冷卻方式可采用兩段式或等溫控制冷卻,使珠光體+鐵素體轉(zhuǎn)變?cè)诤苄囟确秶虻葴叵逻M(jìn)行,如圖9所示。為提高齒輪坯件的可加工性,減少熱處理畸變量,國(guó)外有些公司對(duì)汽車齒輪正火有專項(xiàng)技術(shù)要求規(guī)定(見(jiàn)表8),其工藝采用等溫正火或鍛造余熱等溫正火。
另外,鋼材化學(xué)成分及淬透性對(duì)齒輪性能、組織和畸變大小頗有影響。對(duì)齒輪原材料成分偏析和帶狀組織要嚴(yán)格限制,在齒輪鍛后正火生產(chǎn)中,不允許有貝氏體組織存在。
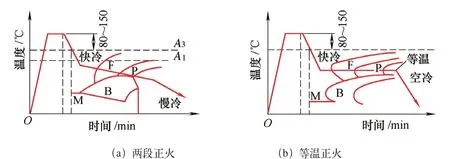
圖9 滲碳齒輪鍛坯正火工藝

表7 齒輪滲碳淬火后內(nèi)孔直徑變化
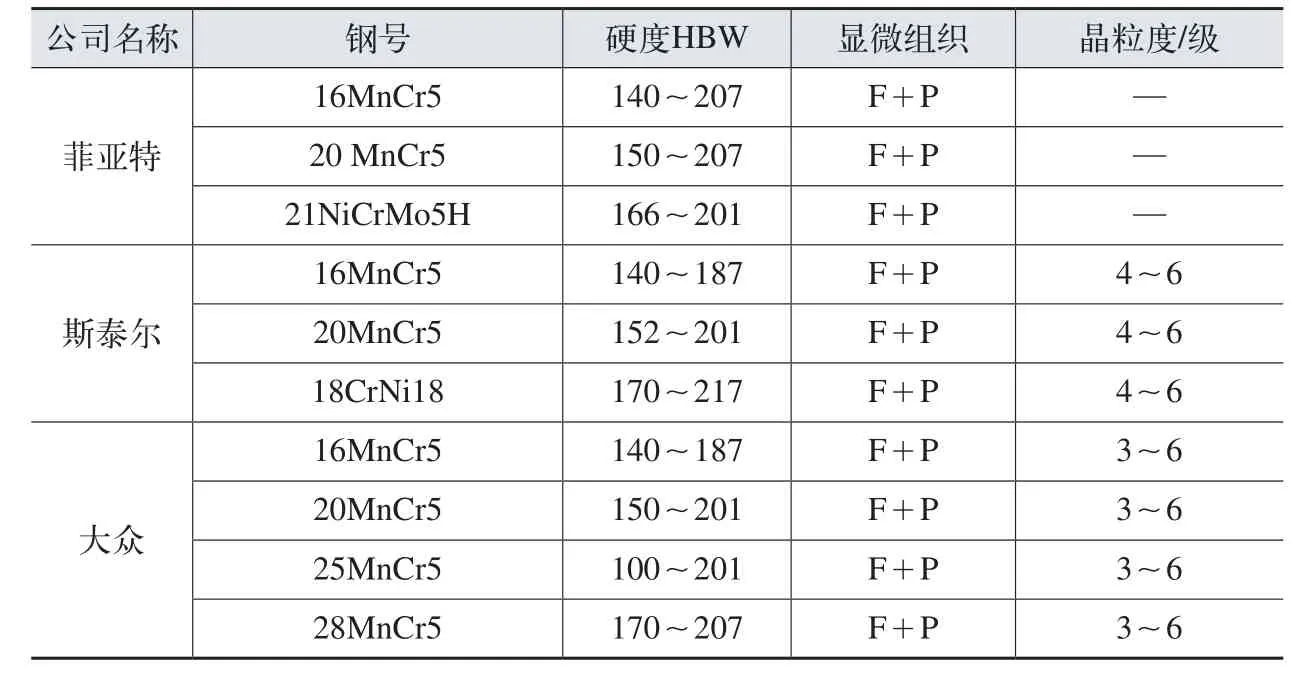
表8 國(guó)外3家汽車公司的滲碳齒輪坯等溫正火的技術(shù)要求
汽車滲碳齒輪除采用端淬曲線帶窄的H鋼使其變形微小外,從工藝上采用等溫正火處理也是一條良策。依據(jù)齒輪鋼種及淬透性,采用合適的正火工藝參數(shù),讓存在差異的坯件獲得優(yōu)良的顯微組織和硬度,以使齒輪的畸變量最小。
綜上所述,可以得知,滲碳齒輪為獲得畸變最小且畸變規(guī)律穩(wěn)定的坯件,正火組織應(yīng)是晶粒較粗大(3~5級(jí))的珠光體+鐵素體組織,并有適中的硬度,為160~180HBW。生產(chǎn)中采用嚴(yán)格控制冷卻的等溫正火或鍛造余熱等溫正火,可使齒輪獲得有規(guī)律微小變形的良好效果。
蘇以人,武漢職業(yè)技術(shù)學(xué)院機(jī)電學(xué)院,工程師,高級(jí)講師。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52