20Cr2Ni4A材料齒輪熱處理工藝改進
2015-10-31 02:47:00邱永紅莫義明
金屬加工(熱加工) 2015年7期
關鍵詞:工藝
■邱永紅,莫義明
20Cr2Ni4A材料齒輪熱處理工藝改進
■邱永紅,莫義明
材料為20Cr2Ni4A的齒輪要求滲碳、淬火處理,表面硬度58~62HRC,心部硬度33~45HRC,有效硬化層深1.6~2.2mm。根據以往的淬火工藝一次淬火與二次淬火表面硬度均難穩定達到工藝要求,通過多次淬火工藝試驗改進淬火末冷卻方式,目前已能通過一次淬火穩定保證產品表面硬度,產品其他各項滲碳淬火質量指標也均滿足要求。
20Cr2Ni4A鋼Cr、Ni含量特別高,淬透性好,具有良好的綜合力學性能,一般用于制造重要零件,如重載、大模數齒輪。齒輪示意如圖1所示。技術要求:齒輪材料為20Cr2Ni4A,應符合GB3077《合金結構鋼》的要求;滲碳層深1.6~2.2mm;表面硬度58~62HRC,心部硬度34~45HRC;金相組織符合國家與行業相關標準。
1. 傳統的滲碳淬火工藝
齒輪坯料為鍛坯,用該種鋼制造齒輪,我公司以往采用傳統的熱處理工藝有一次淬火與二次淬火兩種。
(1)一次淬火工藝 預備熱處理采用粗車后調質(調質工藝淬火溫度提高)+退火處理。退火的目的主要是考慮機加工。滲碳淬火工藝路線:滲碳+緩冷+高溫回火+淬火+二次低溫回火,具體滲碳淬火工藝曲線,圖2為滲碳工序,圖3為淬火工序。
(2)二次淬火工藝 預備熱處理采用粗車后正火+退火處理。滲碳淬火工藝路線:滲碳+降溫淬火+高溫回火+淬火+二次低溫回火,圖4為滲碳工藝,圖5為淬火工藝。
(3)存在問題 一次淬火工藝后產品硬度55~58HRC,約5 0%產品需冷凍處理;二次淬火工藝產品淬火后硬度53~56HRC,均需冷處理。淬火后冷處理,雖硬度能滿足技術要求,但冷處理過程中殘留奧氏體瞬間轉換成馬氏體,脆性比較大,易產生裂紋,風險較大,淬火后必須做強化噴丸處理,成本較高。同時,目前有些用戶該種材料齒輪明確要求淬火后不允許冷處理。為了解決該問題,我們通過反復試驗,最終通過采取一次淬火工藝改變淬火末冷卻方式解決了這一難題。

圖1
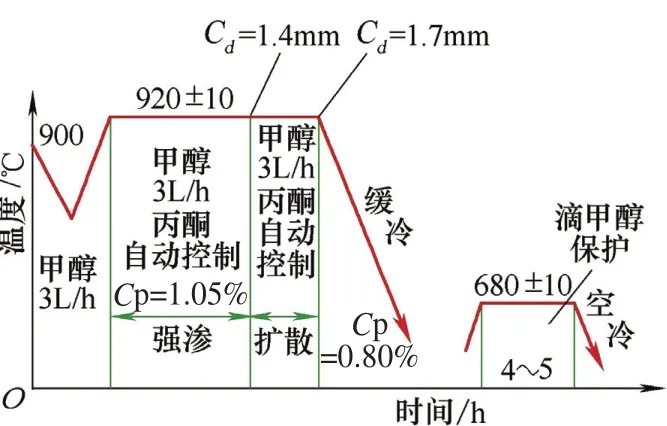
圖2

圖3

圖4
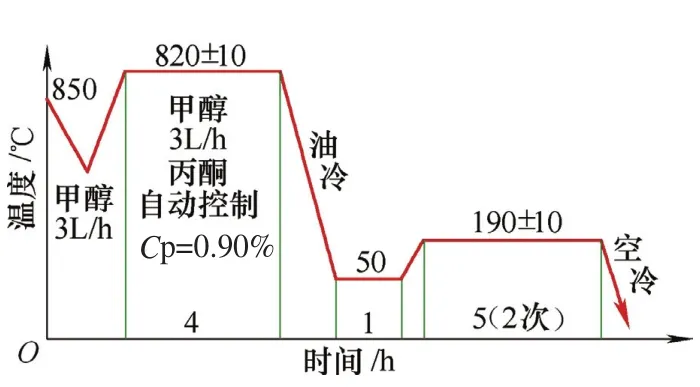
圖5
2. 改進后的熱處理工藝
為了節省成本,我公司針對一次淬火工藝進行了改進。因公司滲碳淬火爐有箱式多功能爐與井式滲碳爐兩種,為了滿足生產需要,我們分別在這兩種滲碳淬火爐中進行了試驗。具體方案如下:
(1)箱式多功能爐淬火改進工藝方案 主要改進點為入油淬火后及時出油,在前室通氮氣加速冷卻。箱式多功能爐屬自動控制設備,淬火后氮氣閥自動關閉,通過我公司的設備改造,實現了淬火后前室通氮氣的功能。具體改進后淬火工藝1曲線如圖6所示。
(2)井式滲碳爐淬火改進工藝方案 主要改進點為入油淬火后及時出油,瀝油5min后水冷20min,具體改進后淬火工藝2曲線如圖7所示。
(3)改進前后的效果 按上述改進前后的四種熱處理工藝方案進行試驗,試驗過程中對隨爐試棒(試棒φ25mm×100mm)及產品本體進行硬度檢測,結果見附表。
試驗結果表明,采用改進后的1、2種方案,齒輪質量較穩定,表面硬度58.3~61.9HRC,心部硬度39~41HRC,滲碳層深2.0mm,馬氏體2級,殘留奧氏體2級,碳化物3級,心部組織2級,心部為板條狀馬氏體+少量鐵素體,變形小,均能滿足技術要求。
3. 工藝分析
20Cr2Ni4A鋼熱處理,需采用特殊的熱處理工藝,即通過高溫回火消除殘留奧氏體,使馬氏體和殘留奧氏體分解為回火索氏體,降低鉻、碳的含量。重新加熱淬火時,由于奧氏體中溶入的鉻、碳等含量減小,穩定性降低,淬火后殘留奧氏體減小,淬火后通氮氣或入水加速冷卻,使淬火后部分殘留奧氏體轉換成馬氏體,從而增加了產品表面硬度。
在滲碳層的深度和碳濃度符合要求后,選擇恰當的淬火溫度,可得到更好的力學性能,提高齒輪的使用壽命。由于20Cr2Ni4A鋼臨界點Ac1和Ac3之間溫度范圍較窄,Ac3為780℃,故可選擇820℃溫度淬火,即可保證表面及心部硬度,同時減小齒輪熱處理變形。

圖6 改進后淬火工藝1

圖7 改進后淬火工藝2
經試驗表明,原一次淬火工藝:淬火進行金相組織檢查發現殘留奧氏體較多,致使表面硬度較低(55~58HRC);原兩次淬火工藝:滲碳后冷卻到850℃直接淬火后,進行金相組織檢查殘留奧氏體仍較多,一般在4~5級,碳化物3~4級,經第二次淬火后金相組織檢查殘留奧氏體一般在4~5級,碳化物2~3級,硬度更低(53~56HRC)。新工藝淬火后,經金相組織檢查發現殘留奧氏體一般在2~3級,碳化物3~4級。因此新工藝淬火后主要是通過減少殘留奧氏體來提高產品硬度。由于我們檢驗分析能力水平有限,是否有其他方面的原因需熱處理專家做進一步分析。齒輪裝機兩年多,運行良好,從未發生質量事故,得到用戶好評,現已批量生產,獲得了滿意的經濟效益和社會效益。

四種滲碳、淬火工藝產品表面硬度 (HRC)
邱永紅、楊利,株洲九洲傳動機械設備有限公司。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52