固著磨料雙面研磨壓力模糊自整定PID控制方法研究
2015-10-29 02:27:48張艷玲
中國機械工程 2015年2期
高 峰 王 媛 李 艷 張艷玲 惠 燁
1.西安理工大學,西安,7100482.陜西秦川精密數控機床工程研究有限公司,西安,710018
固著磨料雙面研磨壓力模糊自整定PID控制方法研究
高峰1王媛1李艷1張艷玲2惠燁1
1.西安理工大學,西安,7100482.陜西秦川精密數控機床工程研究有限公司,西安,710018
以NUMPOWER1060數控系統為主控單元,結合力-位控制和模糊推理的特點,提出了一種模糊自整定PID參數的力-位控制方法。利用高精度扭矩傳感器和力傳感器對Z軸電機輸出扭矩與研磨壓力之間的關系進行了標定,通過檢測Z軸輸出扭矩間接獲得了研磨壓力的大小。根據Z軸進給速度調節因子uv對研磨壓力的影響規律,建立了模糊控制規則集,設計了模糊控制PID算法,保證了研磨壓力的恒定。工件研磨試驗表明該方法提高了工件的表面質量。
研磨壓力;力-位控制;模糊自整定PID控制;表面質量
0 引言
目前,平面研磨機高精密研磨的加工精度已達到微米、亞微米,乃至納米,廣泛用于國防軍工、航空、航天制造業、裝備制造業等領域。在超精密平面研磨過程中,研磨壓力、主軸轉速、進給速度、研磨時間等工藝參數都會影響工件的加工效率及加工表面質量。其中,研磨壓力的穩定性對加工效率、工件表面粗糙度、工件表面劃痕等起重要作用[1-4]。因此,為獲得良好的加工工件表面質量,就必須對研磨壓力進行精確控制。
目前,雙平面研磨機主要采用3種方式(機械式、液壓式和氣壓式)實現壓力控制。機械式是指通過懸掛配重或標準加載砝碼來施壓,這種方式結構簡單,但不便于調壓。液壓式通過調節升降缸來控制施加的壓力,這種方式在一定程度上提高了施壓的靈活性和可控性,但系統響應速度慢。氣壓式壓力控制由控制系統中的調壓閥來調節壓力大小,操作簡單快捷,但壓力波動時的位置難以保證[5-9]。
本文研發的摩擦自轉式雙平面固著磨料數控研磨機在機械式配重加壓的基礎上采用電氣控制,可以靈活、快捷地調整壓力,能夠方便地實現狀態監控、過程分析、在線調節。筆者綜合力-位混合控制和模糊控制的優點,提出了一種研磨壓力模糊自整定PID控制方法。該方法結構簡單、易于實現,具有良好的控制精度,能夠實現對研磨壓力的精確控制,有效提高了加工工件的表面質量。
1 雙平面研磨機床及其工作原理
摩擦自轉式雙平面固著磨料數控研磨機(圖1)的立柱固定在床身上,上研磨機構安裝在主軸回轉組件上,可隨Z軸滑臺沿立柱導軌做Z向進給運動。C軸伺服電機帶動下研磨旋轉機構做360°回轉運動,同時下研磨旋轉機構通過螺栓固定在機床的T型工作臺上,隨著機床的T型工作臺實現X、Y兩個方向的直線運動。以一定速度旋轉的下研磨盤同時做X向、Y向的插補運動,改善研磨軌跡的時變性和速度分布的均勻性,從而提高研磨加工質量。根據不同的工藝要求,調整上磨盤與工件的相對位置,獲得不同的研磨壓力。研磨加工時,其主運動是上下研磨盤的旋轉運動。研磨盤的每個磨粒都可以看成一個微小刀齒,對工件表面進行磨削。放置在上下研磨盤之間的工件,同時用隔離盤(按照具體的零件加工工藝要求設計合適的隔離盤)將其保持在一定的區域內,避免加工過程中出現飛刀危險。
研磨力-位混合控制是在位置控制的基礎上,在研磨機床的控制系統回路(圖2)中安裝壓力傳感器或扭矩傳感器,以檢測研磨盤Z向運動時作用于工件加工表面的壓力,并根據壓力測量值按一定控制規律修調位置控制器的輸入信號偏移量,使研磨盤在Z方向產生依從性運動。由于研磨加工過程中,上研磨盤與工件加工表面始終接觸,因此通過力傳感器直接測量研磨壓力難以實現。本文采用安裝在Z軸電機和絲杠之間的扭矩傳感器(圖3)間接測量研磨盤壓力。將Z軸電機的實時輸出扭矩反饋給模糊自整定PID控制器,對Z軸進給倍率變量進行調節,最終實現對Z軸進給速度的控制,使研磨壓力保持恒定,提高研磨工件的表面質量。

圖2 控制系統組成
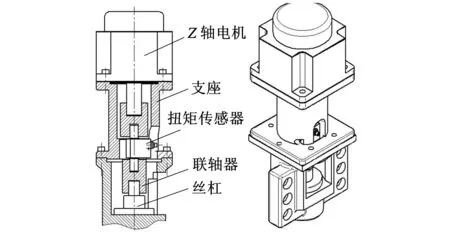
圖3 扭矩傳感器的安裝
2 模糊自整定PID控制器設計
2.1控制系統結構
PID控制方法算法簡單,容易實現,穩態無靜差,魯棒性好。因此,長期以來廣泛用于工業過程,并取得了良好的控制效果。常規PID控制主要適用于具有確切模型的線性過程,而研磨過程是一個非線性、時變被控對象,一般PID控制無法實現對這樣過程的精確控制。模糊控制對數學模型的依賴性弱,不需要建立過程的精確數學模型。因此,綜合PID控制和模糊控制的各自特點,本文提出了研磨壓力模糊自整定PID控制方法,其控制系統結構如圖4所示,它結合了模糊控制和PID 控制二者的優點,對PID參數進行在線自整定,使系統具有良好的動、靜態特性。研磨加工過程中,采用扭矩傳感器實時檢測Z軸電機輸出扭矩(經A/D模塊轉化后傳遞給PLC控制器)。在PLC程序中,運用該控制方法,對Z軸進給速度進行調節,實現對研磨壓力的精確控制。
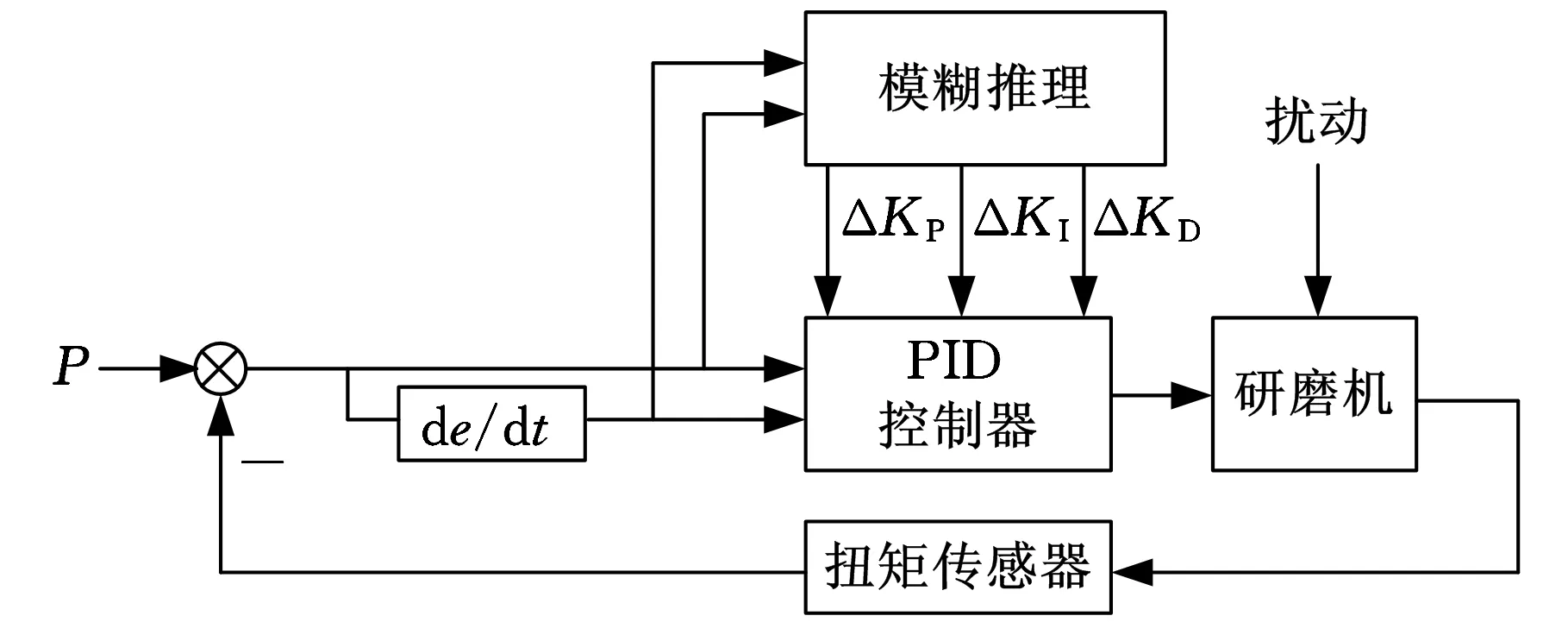
圖4 模糊自整定PID參數控制系統結構圖
2.2模糊子集定義
模糊自整定PID控制算法為
(1)
KP=KP0+ΔKPKI=KI0+ΔKI
KD=KD0+ΔKD
式中,u(k)為第k次PID的輸出控制增量;T為時間常數,KP為比例系數;KI為積分系數;KD為微分系數;KP0、KI0、KD0為根據經驗設定的PID控制器初始參數值;ΔKP、ΔKI、ΔKD為PID模糊控制自整定修正量;e(k)為離散化的當前采樣時刻的誤差值;e(k-1)為離散化的前一采樣時刻的誤差值。
PID參數模糊自整定以誤差e和誤差率ec為輸入,利用模糊控制規則在線對PID參數ΔKP、ΔKI、ΔKD進行調整,以滿足不同e和ec對控制參數的不同要求,改善被控對象的特性,滿足工藝要求。
輸入e和ec在模糊集上的論域均為{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6},采用單值模糊產生器。e、ec模糊集的語言值為{NB,NM,NS,ZE,PS,PM,PB},相應的隸屬度函數如圖5所示。模糊控制系統的輸出ΔKP、ΔKI、ΔKD在模糊集上的論域均為{-3,-2,-1,0,1,2,3},語言值為{NB,NM,NS,ZE,PS,PM,PB},相應的隸屬度函數如圖6所示。根據實際輸入范圍和輸出范圍分別對各變量設定合適的輸入、輸出量化因子。
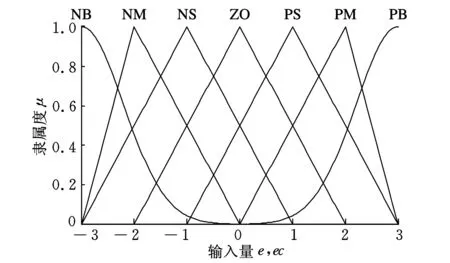
圖5 模糊整定系統輸入隸屬函數
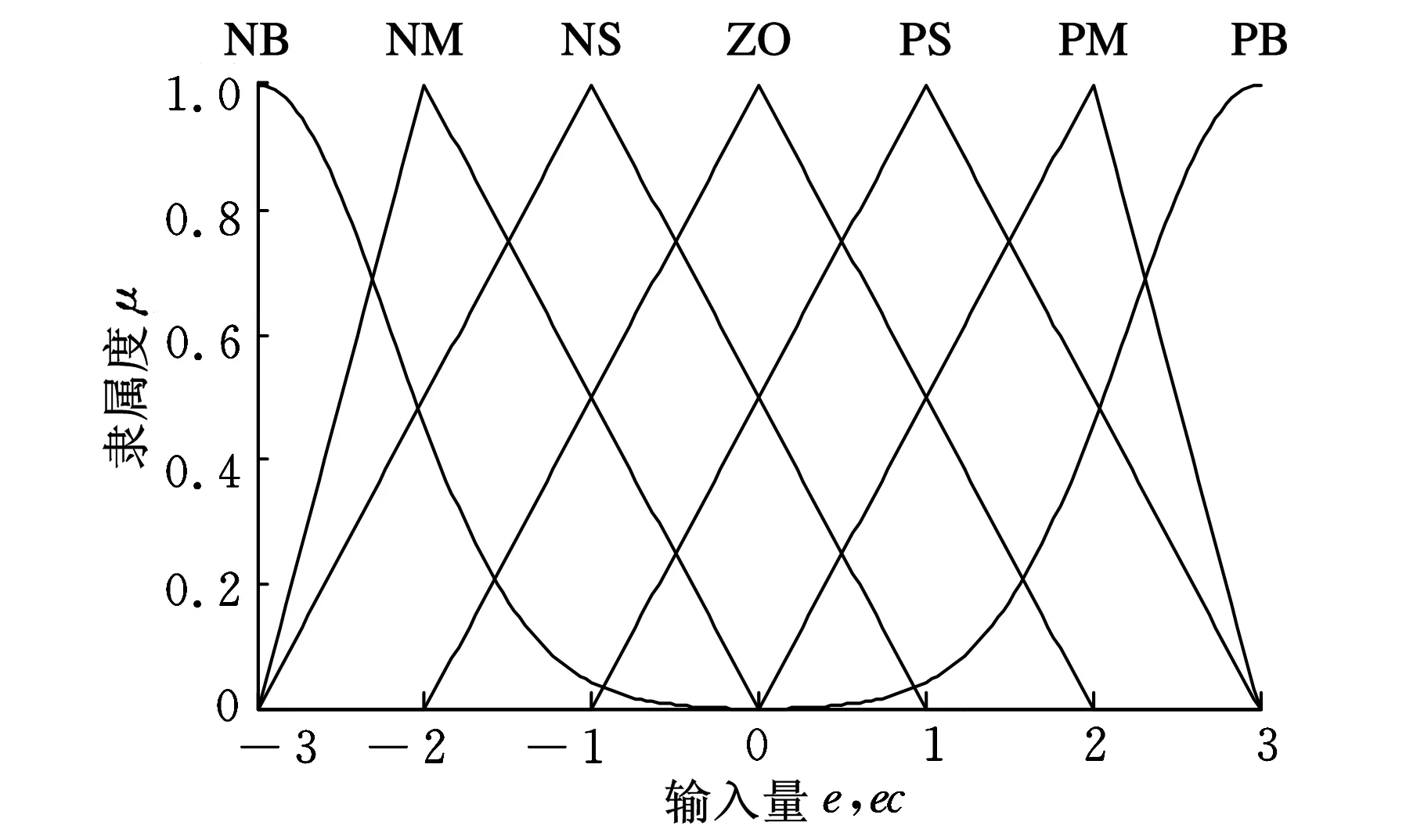
圖6 PID整定參數隸屬函數
2.3控制規則集建立及去模糊化
模糊控制器設計的核心是建立合適的模糊控制規則表。建立模糊控制規則的基本思想是在保證系統穩定的前提下,盡量減小偏差。PID參數模糊調整規則就是針對不同的誤差e和誤差率ec建立一套KP、KI、KD的整定原則:
(1)|e|較大時,為加快系統的響應并避免開始時因|e|的瞬時變大可能引起的微分飽和而使控制作用超出許可范圍,應取較大的KP和較小的KD;同時,為防止系統響應出現較大超調,產生積分飽和,對積分作用要加以限制,通常取KI=0,去掉積分作用。
(2)當|e|和|ec|處于中等大小時,為減小系統的超調量,保證一定的響應速度,KP取值應小一些,KI、KD(KD的取值對系統影響較大)的取值要適當。
(3)當|e|較小時,為使系統具有良好的穩態性能,KP和KI的取值要增大,同時為避免輸出響應在設定值附近振蕩,并考慮系統的抗干擾性能,KD取值要適當。|ec|的大小表明偏差變化的速率,當|ec|較小時,KD可取大一些;當|ec|較大時,KD應取小一些;若|ec|值較大,則KP取值減小,KI取值增加。
根據Z軸進給速度調節因子uv(PID控制器輸出量)對研磨壓力的影響規律,總結得到模糊控制器輸入量e、ec與輸出量ΔKP、ΔKI、ΔKD之間的模糊推理關系,如表1~表3所示。通過定時檢測偏差e及偏差率ec,利用模糊控制規則實時調整PID控制參數,對uv進行及時修正,保證研磨壓力的恒定。
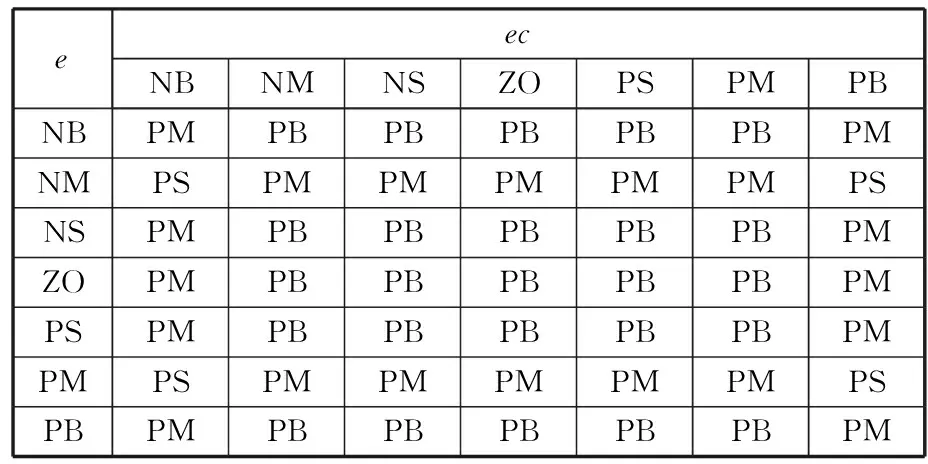
表1 ΔKP的控制規則表
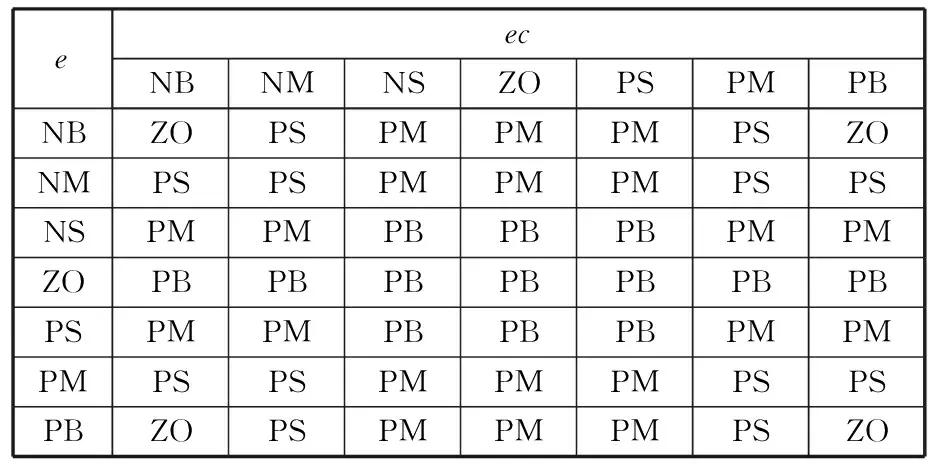
表2 ΔKI的控制規則表
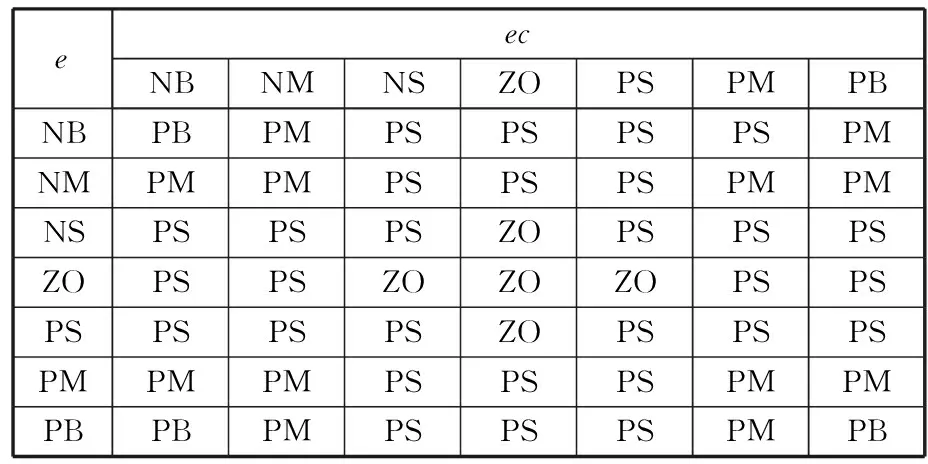
表3 ΔKD的控制規則表
模糊控制系統中,較常用的模糊推理是Mandani最大最小推理方法,采用如下控制規則:
Ifeiandeci,Then ΔKPi(ΔKI i,ΔKD i)
iskP i(kI i,kD i)(i=1,2,…,49)
其模糊推理采用最小值推理,模糊合成采用最大值推理,即由綜合推理得到k1、k2、…、k49。
經模糊推理后,模糊控制器輸出的調整參數ΔKP i、ΔKI i、ΔKD i為模糊量,要對其進行去模糊化以取得精確量。本控制器采用的去模糊化方法為加權平均法(面積重心法),其權值為推理結論模糊集合中各元素的隸屬度值,取推理結論模糊集合隸屬函數曲線與橫坐標軸所圍成面積的重心為代表點,所對應的值即為控制決策值,即在某一采樣時刻,PID控制器參數的調整量可由模糊控制器輸出值的重心來確定,即可求得輸出ΔKP、ΔKI、ΔKD的精確值:
(2)
其中,μi(kj)為kj的隸屬度。當j=P,I,D時,kj分別代表ΔKP i,ΔKI i,ΔKD i;當i=P,I,D時,Ki分別代表ΔKP,ΔKI,ΔKD。
3 研磨試驗及其結果分析
力位控制系統主要由PC機、4I/2O遠程模擬模塊、伺服電動機、位控模塊等組成,如圖2所示。加工試驗平臺采用筆者研發的雙平面固著磨料研磨機,檢測元件為 FUTEK TRS600扭矩傳感器,信號采集裝置為NEC高速數據采集儀。
將加工工件放置在下研磨盤上,并由隔離盤來限制其運動范圍,為避免工件因慣性飛出機床的可加工范圍,Z軸伺服電機驅動研磨盤實現垂直方向進給的同時,主軸電機和C軸電機分別控制上下研磨盤的回轉運動,研磨加工試驗如圖7所示。
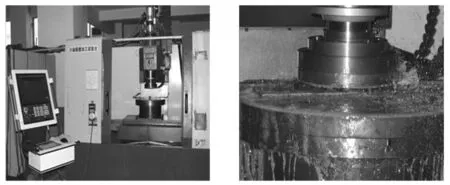
(a)研磨試驗機床(b)研磨加工過程圖7 研磨加工試驗
本試驗通過對控制前后研磨壓力的變化和已加工工件表面質量的比較,驗證基于模糊自整定PID參數控制理論的研磨力-位控制方法的可行性和有效性。
加工中,通過NEC數據采集儀實時讀取扭矩,根據標定獲得的Z軸扭矩-研磨力關系,對研磨力進行控制。控制前后研磨力的變化如圖8所示。從圖8可以看出,恒扭矩開環控制模式時,Z軸電機輸出研磨力波動較大且不穩定。采用本文提出的模糊PID自整定方法實現研磨力-位的閉環控制后,Z軸電機輸出扭矩產生的研磨力在工作行程內波動范圍很小,比較穩定。圖9所示為加工前后的工件表面,圖9b、圖9c所示分別為采用恒力矩開環控制模式和模糊PID自整定閉環控制模式的加工結果。對試件的形貌采用白光干涉測量儀進行測量,測量結果如表4所示。從表4可看出,本文提出的研磨力-位控制方法可以有效保證研磨壓力的恒定,達到了提高加工工件表面質量的目的。
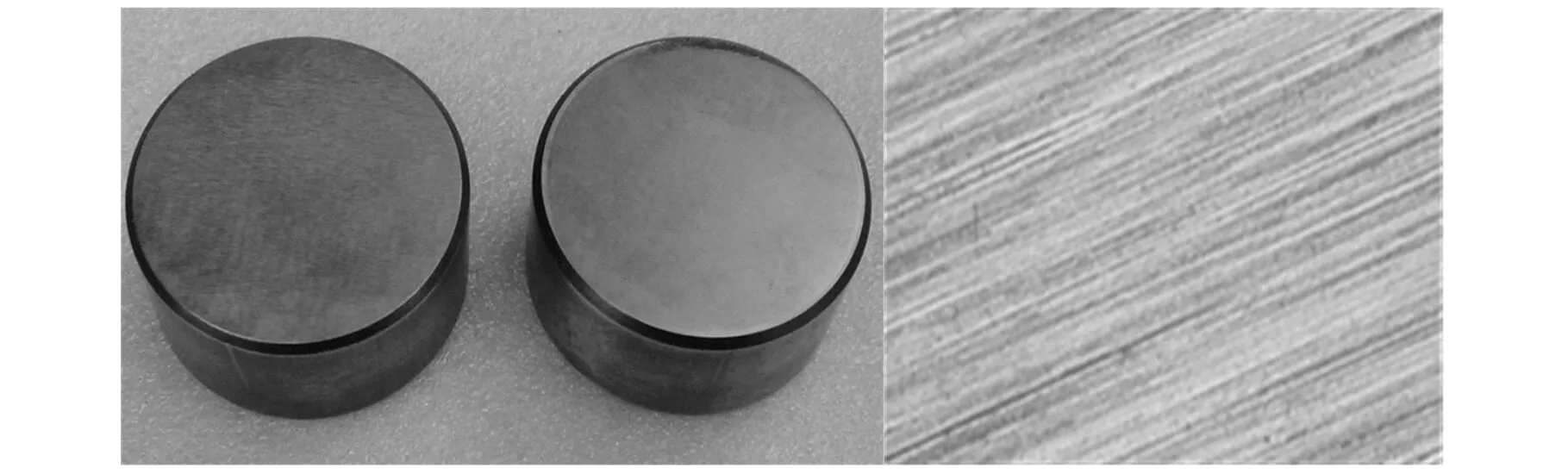
(a)研磨前
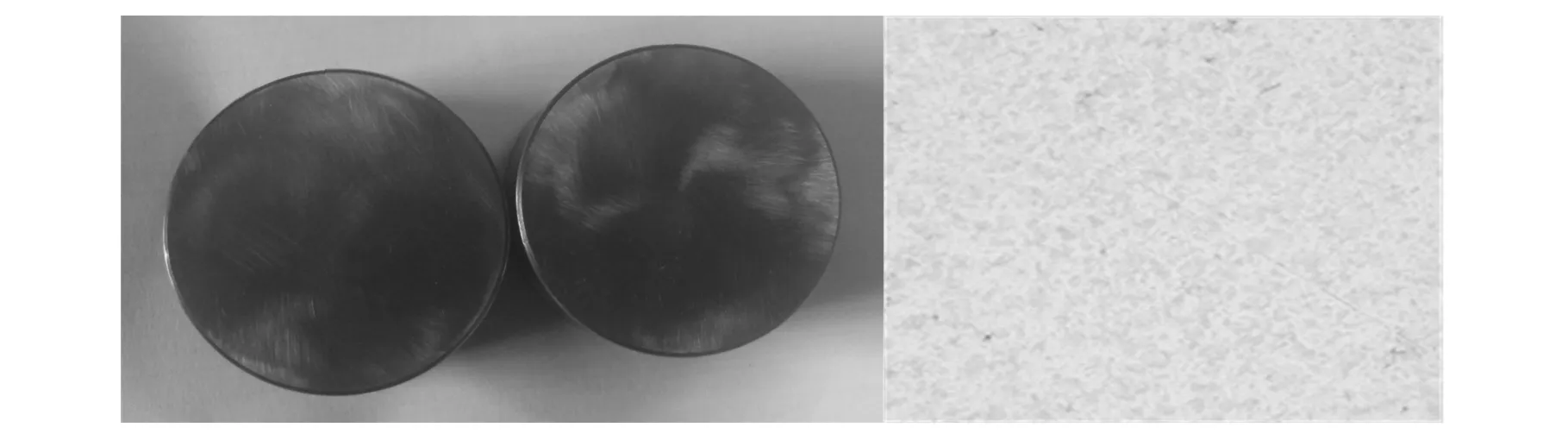
(b)恒力矩控制研磨后
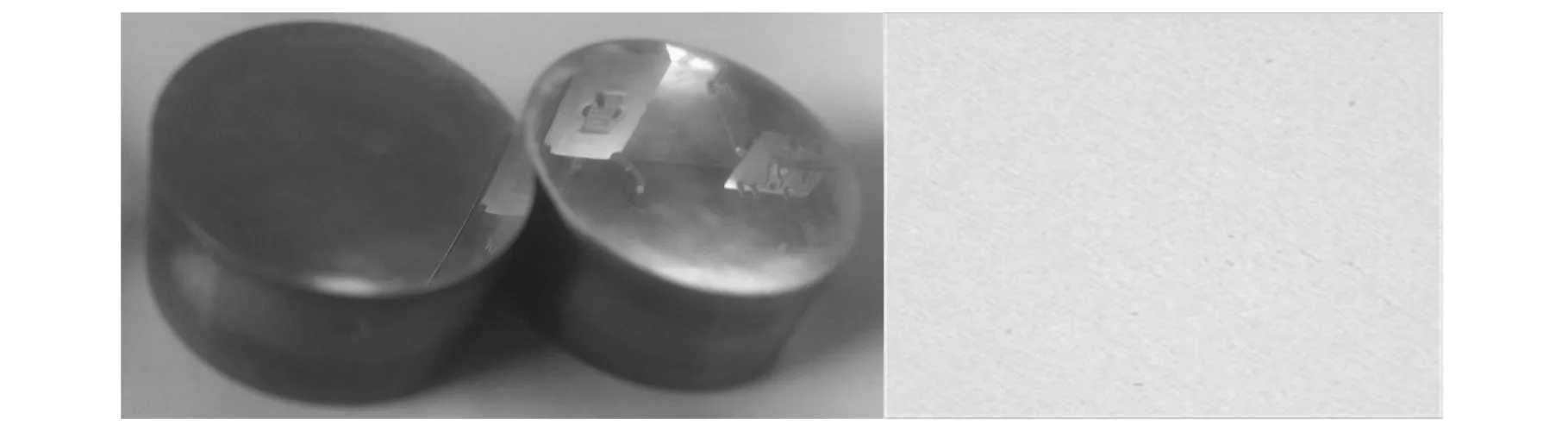
(c)模糊PID自整定研磨后圖9 研磨前后的工件及其微觀表面

加工前恒扭矩模糊PID測量面積(μm2)424.132424.132424.132最大波峰值ZP(μm)3.55631.43760.8864最小波峰值ZV(μm)-2.6745-1.3352-0.9263峰谷值PV(μm)5.98362.68461.5485算術平均偏差Ra(μm)0.77850.63240.2236
4 結論
(1)本文以NUMpower1060數控系統為主控單元,結合力-位控制和模糊邏輯推理的特點,提出了一種模糊自整定PID參數的研磨力-位控制方法。該方法能控制研磨力在加工過程中處于適當范圍并維持穩定,解決了研磨力波動較大而導致工件表面質量差以及研磨壓力過大引起表面灼傷的問題。
(2)考慮到研磨加工過程中直接測量研磨力非常困難。加工前,利用高精度扭矩檢測儀和應變式壓力傳感器標定出Z軸的輸出扭矩和研磨力之間的映射關系,將壓力控制等效為扭矩控制。通過速度模式下準確的速度調控,實現了研磨壓力的穩定控制。
(3)通過工件研磨試驗可以看出,本文提出的方法可以有效控制研磨壓力,提高工件表面質量,光潔度能夠達到鏡面效果。
[1]王黎明,張心明.高速研磨中研磨壓力對工件表面粗糙度的影響[J].長春理工大學學報,2005,28(2):32-33.
Wang Liming,Zhang Xinming.Effect of Lapping Pressure on Machined Surface Roughness in High Speed Lapping[J].Journal of Changchun University of Science and Technology,2005,28(2):32-33.
[2]田春林.固著磨料高速研磨機理及工件表面質量的研究[D].長春:長春理工大學,2005.
[3]閆雯,黃玉美,高峰.立式數控平面研磨機力/位控制方法及試驗研究[J]. 中國機械工程,2012,23(12):2783-2787.
Yan Wen,Huang Yumei,Gao Feng.A Force/position Control and Experimental Research for a Vertical CNC Plane Lapping Machine[J].China Mechanical Engineering,2012,23(12):2783-2787.
[4]Jenkins H E,Kurfess T R.Adaptive Pole-zero Cancellation in Grinding Force Control[J].IEEE Transactions on Control Systems Technology,1999,7(3):363-370.
[5]匡昱.金剛石刀具研磨壓力自適應控制初探[J].裝備制造技術,2010(3):25-26.
Kuang Yu.Discussion on Diamond Tool Grinding Pressure of Adaptive Control[J]. Equipment Manufacturing Technology,2010(3):25-26.
[6]蓋盛燾,朱曉蕊.力-位控制算法在工業系統中的應用[J].微計算機信息,2009(23):173-175.
Gai Shengtao,Zhu Xiaorui.Industrial Application of Position-force Control[J].Microcomputer Information,2009(23):173-175.
[7]Yang Z,Gao Y,Zhang D,et al.A Self-tuning Based Fuzzy-PID Approach for Grinding Process Control[J].Key Engineering Materials,2003,238/239:375-382.
[8]趙升噸,王春輝,申亞京.旋壓機液壓伺服系統的參數自整定模糊PID控制[J].伺服控制,2008(12):25-30.Fuzzy Parameter Self-tuning PID Control of Hydraulic Servo System for Spinning Machine[J].Servo Control,2008(12):25-30.
[9]石飛,鄭芳經.模糊控制隸屬函數的優化算法及其應用[J].上海大學學報,1994(4):55-59.
Shi Fei,Zheng Fangjing.An Optimization Algorithm for Membership Function of Fuzzy Control and Its Applications[J].Journal of Shanghai University,1994(4):55-59.
(編輯張洋)
Study on Fuzzy Self-tuning PID Parameters Control Method of Double-side Plane Lapping Force with Solid Abrasive Materials
Gao Feng1Wang Yuan1Li Yan1Zhang Yanling2Hui Ye1
1.Xi’an University of Technology,Xi’an,710048 2.Shaanxi Qinchuan Precision CNC Machine Tools Engineering Research Co., Ltd.,Xi’an,710018
NUMPOWER1060 NC system was acted herein as master control unit,combining the characteristics of force/position control and fuzzy inference,a novel force/position control method with fuzzy self-tuning PID parameters was presented.The relationship among lapping force ofZaxis and its corresponding output torque was established by calibrating experiments with high-precision torque transducer and force sensor.According to the influencing law of Z-axis’s feeding speed regulatoruv(the output of PID controller) on lapping force,the reasonable rule sets of fuzzy control were set up,by whose output the PID parameters could be adjusted,so it was effective to keep lapping force constant.The experimental results of lapping workpiece show that it is valid to improve the surface quality of workpiece remarkably.
lapping force;force/position control;fuzzy self-tuning PID;surface quality
2013-09-29
國家科技重大專項(2012ZX04012032);陜西省教育廳自然科學計劃資助項目(12JK0685)
TG659DOI:10.3969/j.issn.1004-132X.2015.02.005
高峰,西安理工大學機械與精密儀器學院教授、博士研究生導師。主要研究方向為數控裝備結構設計、控制及檢測。王媛,女,1991年生。西安理工大學機械與精密儀器學院碩士研究生。李婷,女,1970年生。西安理工大學機械與精密儀器學院副教授。張艷玲,女,1986年生。陜西秦川精密數控機床工程研究有限公司助理工程師。惠燁,女,1972年生。西安理工大學機械與精密儀器學院博士研究生。
