芳烴儲罐區油氣回收方案的確定
2015-10-26 03:32:03屈曉禾中國石油云南石化有限公司
石油石化節能 2015年3期
屈曉禾(中國石油云南石化有限公司)
芳烴儲罐區油氣回收方案的確定
屈曉禾(中國石油云南石化有限公司)
油氣回收技術已普遍應用于國內石化行業裝車系統,而儲運罐區油品儲罐的油氣揮發回收設施卻少有使用。儲罐的油品揮發對環境的影響較大,芳烴類儲罐設置油氣回收系統迫在眉睫。傳統的油氣回收技術經過多年的運行已暴露出各自的缺點,通過膜分離與變壓吸附技術結合其它設施的耦合方案,可以有效地杜絕苯類油氣揮發至大氣,在煉化企業應用效果良好。
芳烴儲罐油氣回收吸附法膜分離吸收法
石化行業儲運系統有占地面積大、區域分布廣的布局特點。煉廠中1/3以上占地面積都被儲運罐區、裝車系統、火炬設施、工藝管廊系統所占據。目前油氣回收系統主要應用于裝車系統上。儲運罐區的油氣回收設施因其分散而鮮有應用,但是為減少環境的污染,應視情況逐步實施,其中芳烴類儲罐區因其VOC對環境和人體有重大危害應當首先建立回收設施。
1 油氣回收的必要性
1.1油氣揮發分析
某企業芳烴儲罐為內浮頂儲罐,設有氮封裝置。呼吸閥開啟壓力為C級:+1375Pa,-295Pa[1]。其實測數據為:苯、甲苯、二甲苯進罐溫度為30~33℃(全年情況基本如此);儲罐介質溫度為30~32℃(冬季低于該溫度);該地區(2014年9月26日16:34)環境溫度為32℃(全年3/4時間為此溫度范圍)。詳見表1。
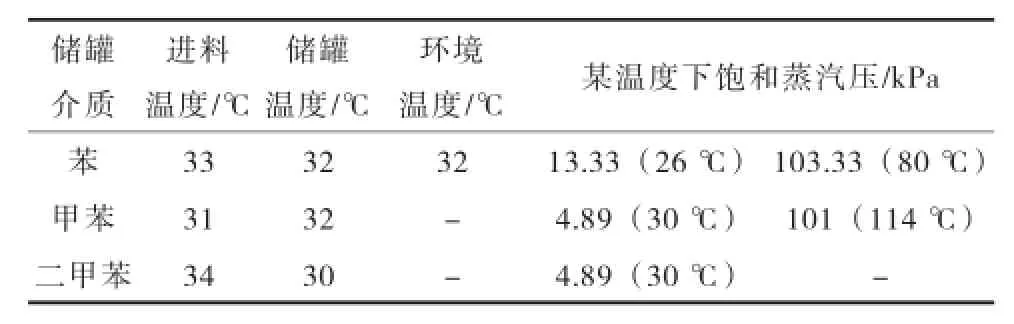
表1 芳烴儲罐實測溫度
在芳烴介質由罐內外送時,儲罐呼吸閥運動。這是因為儲罐內介質表面雖然有內浮盤,但液面處仍是兩相共存。隨著罐內介質外送,罐內液面蒸汽壓因罐內氣液體積比加大而降低,介質蒸發量加大。當固定頂油罐裝滿度大于75%以上時,呼出油氣飽和[2];小于75%時,油氣均未飽和,罐內有油氣蒸發。
儲罐內的苯類液體表面一直存在著氣體揮發,一旦氣溫變化、有裝車作業等情況,即發生大小呼吸時,會出現芳烴類氣體揮發量加大,罐上部氣體空間壓力加大,超出罐的呼吸閥開啟正壓1.375kPa時,芳烴氣排出罐外的情況。
1.2油氣揮發的實際情況
國家標準中對A類地區油品(不包括汽油)的儲存損耗規定為0.01%[3]。而實際核算,某企業年產50×104t芳烴類產品的儲存損耗最高可達0.02%,表明每年約120t的芳烴類產品以氣態的形式由儲罐內揮發至大氣中,平均3.8g/s,大于儲油庫大氣污染物揮發性有機物排放濃度小于或等于25mg/m3的標準[4]。這些僅僅是儲存損耗,還未包含“大呼吸”損耗、輸轉損耗、裝車損耗。
據國家相關標準要求[5]新污染源大氣污染物排放限值中苯、甲苯、二甲苯最高允許排放濃度分別為12mg/m3、40mg/m3、70mg/m3,苯的嗅閾值為0.516mg/m3。這些規范及實際測試值表明,對芳烴儲罐揮發油氣進行回收是必要的。
2 油氣回收技術在芳烴罐區應用分析
當前油氣回收技術可分為:冷凝法、燃燒法(催化氧化法)、吸收法、吸附法、膜分離技術。其中燃燒法由于能耗、環境污染、安全等因素已逐漸退出。其他4種方法被分別或組合使用在裝車系統油氣回收裝置(VRU)上。
2.1冷凝法應用
冷凝法一般采用多級(三級)連續冷卻的方法,使油氣中的烴類從氣態變為液態,回收除水蒸氣外,空氣保持氣態,實現油氣分離[6]。一般逐級降溫至-35℃、-75℃、-110℃。由于冷凝法油氣回收使油蒸汽發生相變,從氣態回到液態,完成對油氣的回收處理。與常減壓原油加工的技術原理相同,對于油氣的熱物理性質、遷移特性來說最適宜。該技術不需二次工藝處理,尾氣排放濃度容易達標,回收率可達98%以上。
但是由于冷凝法需多級冷卻,冷卻系統復雜、設備多、能耗高、設備材質要求嚴格,需要保冷處理。尤其對芳烴類介質而言,存在介質結晶析出問題(如苯在5.1℃就會結晶析出),會堵塞系統造成事故,所以冷凝法回收技術不適用于芳烴類氣體回收。
2.2吸收法應用
吸收法主要有常溫常壓吸收法與常壓低溫(冷卻)吸收法。吸收法油氣回收技術吸收劑用量大,且自揮發損耗大,為保證收率需建立與裝車等排放出的揮發性有機物量相配套的回收塔,尺寸會較大、占地面積大,不適用于回收裝置的集成化、橇裝化、自動化的發展趨勢。同時為了回收油氣需要從儲罐不斷抽取吸收劑以提高回收效率,建立塔的液位平衡,這就延長了儲罐的使用時間,既影響儲罐的使用率又不利于煉化行業的生產物料平衡。因此,吸收法油氣回收技術對于芳烴類油氣回收來講,可以作為一種輔助技術在多種回收技術耦合中采用。
2.3吸附法應用
活性炭(AC)吸附法是利用活性炭(或稱活性炭黑,具有礦晶分子結構、孔多、空隙大,呈晶體排列,比表面積和孔徑大)的特點作為吸附劑吸收油氣。作為吸附劑,其孔徑尺寸為被吸附分子直徑2倍時具有最佳效果,苯、甲苯、二甲苯的分子直徑在0.4~0.62nm之間,小孔活性炭半徑在0.35~2nm之間,用活性炭回收芳烴類油氣是非常適合的。分子量越大、沸點越高的烴蒸汽分子越容易被吸附[7]。當溫度低時,分子運動減緩利于被吸附。實際運用結果表明活性炭吸附法的效果佳。
活性炭吸附過程如氣體濃度過高,會造成吸附熱效應[活性炭導熱系數低: K=0.145~0.203W/(m·℃),接近保溫材料,吸附熱無法及時發散],結果使得吸附劑床層超溫,易引起活性炭失活,嚴重的會引起塔內油氣氧化發生爆炸,存在安全隱患。據介紹,一般塔中油氣體積分數正好處于爆炸極限(φ=0.01~0.06)內。活性炭吸附裝置VOC進口濃度體積分數要小于0.005[8],在芳烴油氣回收系統中要引起足夠重視,既要控制進料濃度,也要控制吸附罐床層的操作溫度不高于65℃,對吸附設備承壓能力予以提高,活性炭罐的設計壓力不應低于1.0MPa。這是由于高溫下易引起活性炭失活,而活性炭罐為密閉容器,操作壓力一般為1.5~3kPa,油氣的爆炸力約為0.71~0.85MPa,在活性炭再生切換時要利用氮氣吹掃。
2.4膜分離技術應用
膜分離技術原理是利用溶解-擴散機理。以氣體在膜兩側存在的壓差為推動力,利用氣體組分通過膜時的滲透率的不同進行氣體分離。具體表現為,氣體分子與膜接觸溶解在膜表面,形成膜兩側濃度梯度,不同氣體分子通過膜的溶解-擴散速率不同,使氣體分子在膜內由一側向另一側擴散,然后解析、分離[9]。該技術可實現油氣回收率98%[10]以上,但需由回收設施與之配套。
膜分離技術受溫度、壓力、介質濃度影響[11]。隨油氣溫度升高,烴類氣體穿透膜速率明顯下降。操作壓力較高時,通量密度略有上升。在油氣進氣濃度過大時,膜的滲透側及尾氣側油氣濃度隨之上升,不利于控制排放濃度。
3 氣體回收技術路線確定
3.1油氣回收系統的發展趨勢
國內油氣回收裝置(VRU)正在不斷地完善和應用,但在煉化企業尚未建立相應的規范。對于儲運罐區油氣回收設施的建立。根據其特點及要求應考慮以下因素:
1)布局應減少占地,宜在200m2以內,可在儲運罐區單元區域內建設,符合儲運罐區、泵區設計規范。
2)油氣回收裝置要達到全密閉運行,不增加新的安全風險。從油氣回收技術分析可以看出要解決油氣排放達標,靠單一技術難于實現,需要幾種技術的耦合方能達到要求。這些技術的橇塊化應用利于回收技術的發展。
3)油氣回收技術作為儲運罐區的附屬設施,要求減少或不需人員操作。目前從技術和實際運行方面來看,實現儲運罐區油氣回收自動化是完全可行的。
3.2油氣回收系統設置方式
基于以上各種油氣回收技術分析及芳烴儲罐區的特點,可建立膜分離-變壓吸附方案,見圖2。
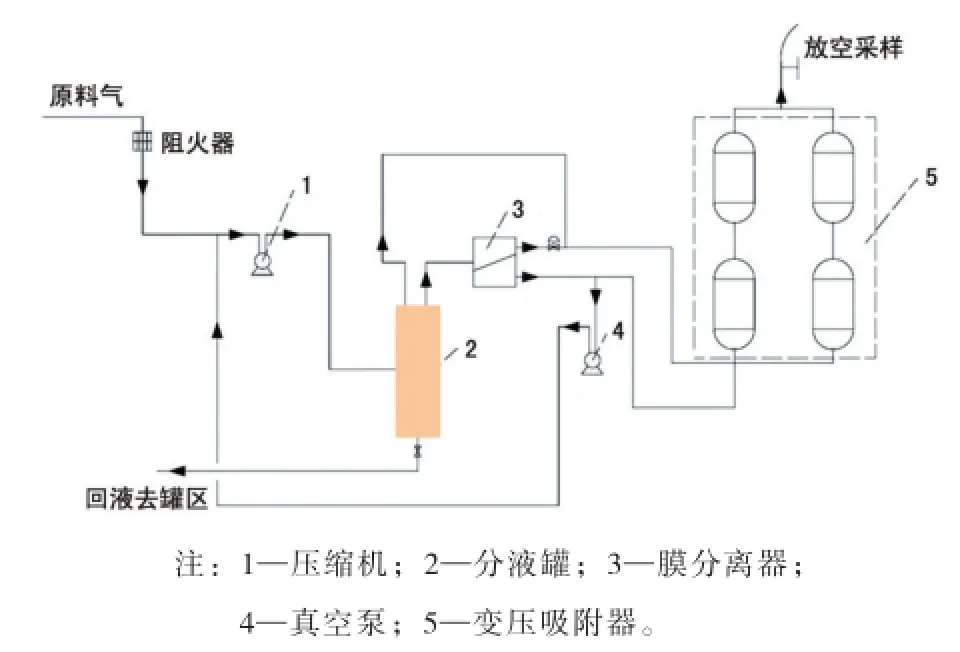
圖2 芳烴氣體回收系統流程圖
主要的工藝過程為:壓縮—冷凝—膜分離—變壓吸附。系統由有機氣回收單元(VRU)和排放氣凈化單元組成。VRU含壓縮機系統、膜分離器和真空泵等設備,PSA由吸附罐組成。
流程為:儲罐上部的芳烴油氣與氮封裝置通入的氮氣混合氣,在壓力值超出呼吸閥呼出值時進入油氣回收處理裝置,經螺桿壓縮機增壓至操作壓力(通常為0.47MPa左右)。壓縮機可用回收的冷凝液(芳烴)作為工作液,壓縮后的氣體/密封液經壓縮機冷凝器冷卻后,溫度降到45℃以下,然后進入分液罐,氣液分離后的液體是回收的產品,在壓力的作用下返回罐區,氣相部分進入膜分離器,真空泵在膜的滲透側產生真空,以提高膜分離的效率。經膜分離凈化后的氣體進入吸附器,吸附操作壓力為0.45MPa(G)左右,吸附效果優于常壓吸附,排放氣的各種有機物含量均達到排放標準。另一股為烴類得到富集的滲透氣體,由真空泵入壓縮機入口繼續進行氣液分離過程。這種耦合的技術已在國內新建煉化企業的儲運罐區應用實施,效果良好。
4 結論
1)由于沒有針對罐區油氣回收的相關規范,這就要求油氣回收設施全密閉,消防、供電、排水都要與罐區統一考慮,符合儲罐區先行安全規范的要求。設施實現自動化無人值守,條件允許可設氣柜作為緩沖設施,使油氣回收系統平穩運行。
2)吸附技術因芳烴儲罐頂部設有氮封裝置,補氮量及時加之膜分離設備參與分離混合氣,截流氣的芳烴含量濃度進入吸附裝置不足以引起活性炭熱效應現象。兩種技術輔之以一些小型設備進行耦合,是芳烴儲罐區油氣回收技術方案中的最佳方案。
3)回收設施運行經濟效益較小。可根據情況間斷運行,達到既能減少環境污染,又能降低運行費用的目的。
[1]中國石油天然氣管道工程有限公司.SY/T0511.1—2010石油儲罐附件,第1部分:呼吸閥[S].北京石油工業出版社:國家能源局,2011.
[2]楊宏偉,費逸偉.固定頂油罐內氣體空間油氣濃度分布[J].石化技術,2004,11(4):15-17.
[3]沈源孫,李英華,龍隆周.GB11085—1989散裝液體石油產品損耗[S].北京中國標準出版社:中國石油化工總公司,1990.
[4]國家環境保護總局.GB20950—2007儲油庫大氣污染物排放標準[S].北京中國環境出版社:國家環境保保總局,2007.
[5]國家環境保護局.GB16297—1996大氣污染物綜合排放標準[S].北京:國家環境保護局,1996.
[6]繆志華,張林,王蒙,等.冷凝法油氣回收技術與應用[J].制冷技術,2011,139(6):49-52.
[7]張博,龔志喜,王北富.油氣回收中吸附法的研究與應用[J].廣東石化,2013,40(253):25-26.
[8]黃維秋,秦鐘.油氣回收技術分析與比較[J].化學工程,2005,33(5):53-56.
[9]梁建友.膜技術在油氣回收中的應用[J].廣東化工,2011,224(38):72-74.
[10]李建文.油氣回收裝置在“三苯”裝車系統的應用探討[J].廣東石油化工學院學報,2013,23(4):27-29.
[11]陳堅,姜磊.膜技術在石油化工油氣回收系統的應用研究[J].石油化工應用,2012,31(10):9-11.
10.3969/j.issn.2095-1493.2015.003.019
2014-11-03)
屈曉禾,畢業于天津理工大學,從事油氣儲運工作,E-mail:936714830@qq.com,地址:廣西欽州市欽南區永福大街6號中石油公寓15棟-1單元-602室,650399。
