基于整體設(shè)計(jì)的汽輪機(jī)高壓外缸鑄造工藝
2015-10-24 12:50:13李永新郭小強(qiáng)
中國(guó)鑄造裝備與技術(shù) 2015年6期
李永新,郭小強(qiáng),魯 云
(共享鑄鋼有限公司,寧夏銀川 750021)
基于整體設(shè)計(jì)的汽輪機(jī)高壓外缸鑄造工藝
李永新,郭小強(qiáng),魯 云
(共享鑄鋼有限公司,寧夏銀川 750021)
介紹了一種基于整體設(shè)計(jì)的汽輪機(jī)高壓外缸的鑄造工藝,根據(jù)鑄件復(fù)雜的結(jié)構(gòu)特點(diǎn)和嚴(yán)格的質(zhì)量要求,確定鑄件垂直方向鋼液長(zhǎng)距離補(bǔ)縮、內(nèi)腔蝸殼容易粘砂和夾渣,以及貓爪處熱節(jié)較大等鑄造難點(diǎn),采取了針對(duì)性的工藝措施,并利用計(jì)算機(jī)模擬技術(shù)進(jìn)行分析優(yōu)化,經(jīng)過(guò)生產(chǎn)驗(yàn)證,鑄件質(zhì)量良好,鑄造工藝可行。
高壓外缸;蝸殼;粘砂;鑄造工藝;計(jì)算機(jī)模擬
0 前言
汽輪機(jī)是能將蒸汽熱能轉(zhuǎn)化為機(jī)械功的外燃回轉(zhuǎn)式機(jī)械,來(lái)自鍋爐的蒸汽進(jìn)入汽輪機(jī)后,依次經(jīng)過(guò)系列環(huán)形配置的噴嘴和動(dòng)葉,將蒸汽的熱能轉(zhuǎn)化為汽輪機(jī)轉(zhuǎn)子旋轉(zhuǎn)的機(jī)械能[1]。其缸體工作環(huán)境處于高溫、高壓狀態(tài)之下,環(huán)境惡劣,對(duì)性能要求極高。國(guó)內(nèi)常見的大型蒸汽輪機(jī)外缸多分為上下兩半,結(jié)構(gòu)多為較規(guī)則的半回轉(zhuǎn)體,鑄造難度本身不大。而本文所述汽輪機(jī)外缸采用西門子技術(shù)進(jìn)行設(shè)計(jì),缸體為整體鑄造的不規(guī)則回轉(zhuǎn)體鑄件,類似常見的汽輪機(jī)閥門鑄件。該鑄件本體表面臍子和管口較多,且大小不一,從鑄造工藝看,鑄件補(bǔ)縮熱節(jié)較多,內(nèi)腔蝸殼等復(fù)雜部位容易出現(xiàn)夾渣、裂紋、偏芯等鑄造缺陷,因而鑄造工藝設(shè)計(jì)難度很大。本文將針對(duì)以上難點(diǎn),對(duì)鑄件鑄造工藝設(shè)計(jì)進(jìn)行討論。
1 鑄件分析
1.1產(chǎn)品基本參數(shù)及技術(shù)要求
本文所述高壓外缸結(jié)構(gòu)復(fù)雜,如圖1所示,鑄件毛坯質(zhì)量35.2 t,材質(zhì)為G17CrMoV5-10,最大輪廓尺寸3 310×3 010×2 355(mm)。NDT要求鑄件本體100%UT和MT,表面管口部位還需要進(jìn)行RT;不允許將內(nèi)冷鐵和芯撐留在鑄件內(nèi),復(fù)雜的鑄件結(jié)構(gòu)和嚴(yán)格的NDT要求對(duì)鑄造工藝設(shè)計(jì)提出了挑戰(zhàn)。

圖1 汽輪機(jī)高壓外缸產(chǎn)品圖

圖2 汽輪機(jī)高壓外缸內(nèi)腔蝸殼圖
1.2 鑄件結(jié)構(gòu)分析

圖3 鑄件縮松模擬顯示
通過(guò)研究該鑄件結(jié)構(gòu)以及公司此前已經(jīng)生產(chǎn)過(guò)的相近結(jié)構(gòu)的鑄件工藝特點(diǎn)和質(zhì)量狀況,分析確定出如下幾個(gè)鑄造難點(diǎn):
1)澆注時(shí)圖3所示示垂直方向鋼液補(bǔ)縮問(wèn)題;
2)內(nèi)腔蝸殼粘砂及夾渣問(wèn)題;
3)外表面貓爪處熱節(jié)較大的問(wèn)題。
針對(duì)以上問(wèn)題,鑄造工藝方面初步確定如下解決措施:
1)上端法蘭處設(shè)置明冒口,采用保溫冒口;
2)為了實(shí)現(xiàn)明冒口向下補(bǔ)縮的通道通暢,將上端兩橫管口鑄實(shí);
3)設(shè)置暗冒口補(bǔ)縮貓爪及蝸殼部位;
4)采取“二分法”設(shè)計(jì)底注式澆注系統(tǒng),防止?jié)沧⑾到y(tǒng)紊流等現(xiàn)象帶來(lái)的二次氧化夾渣缺陷[2]。
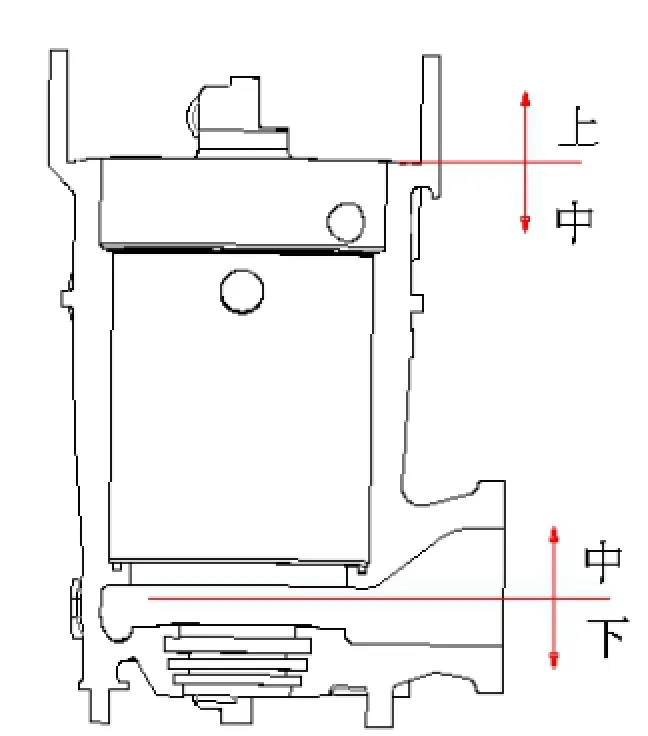
圖4 鑄件分型方案
2 鑄造工藝方案設(shè)計(jì)
2.1造型方案的確定
考慮鑄件結(jié)構(gòu)特點(diǎn)及初步工藝方案,在公司天車吊運(yùn)能力和已有砂箱等工裝條件允許下,該汽輪機(jī)高壓外缸鑄件采用三箱造型方案。明冒口位于上箱,鑄件本體大部分位于中箱,鑄件下部小部分和澆注系統(tǒng)位于下箱,分型、分模面設(shè)計(jì)充分考慮模具的整體性(少分模、少活料)、拔模斜度和操作的便利性,具體分箱方案如圖4所示。
2.2冒口的設(shè)計(jì)
鑄件的結(jié)構(gòu)、分箱(型)面的位置等一旦確定,為了方便造型、制芯操作,冒口的位置也就基本確定。通過(guò)計(jì)算機(jī)模擬分析鑄件熱節(jié)位置分布情況,并利用模數(shù)法計(jì)算鑄件熱節(jié)模數(shù),通過(guò)對(duì)比,確定準(zhǔn)確的熱節(jié)部位及模數(shù)。
冒口的設(shè)計(jì)采用模數(shù)法,基本原理是冒口應(yīng)比鑄件受補(bǔ)縮部分晚凝固,以冒口中的金屬液補(bǔ)縮鑄件,使鑄件材料致密。基于此原理,冒口模數(shù)應(yīng)當(dāng)大于被冒口鋼液補(bǔ)縮部分的鑄件模數(shù)[3]。同理,鑄件本體也需要具備相應(yīng)的補(bǔ)縮梯度。根據(jù)相關(guān)文獻(xiàn)記載及公司內(nèi)部設(shè)計(jì)經(jīng)驗(yàn)積累,設(shè)定M2=1.1M1,M冒=1.2M件,即可滿足補(bǔ)縮要求。根據(jù)鑄件熱節(jié)分布情況,通過(guò)水平補(bǔ)縮距離和模數(shù)計(jì)算來(lái)確定冒口的尺寸和數(shù)量,并配合補(bǔ)貼和冷鐵的使用,確保補(bǔ)縮液量充足,最終完成鑄件鑄造工藝設(shè)計(jì)[4]。
然后,再應(yīng)用先進(jìn)的計(jì)算機(jī)模擬軟件對(duì)鋼液凝固過(guò)程進(jìn)行模擬分析,優(yōu)化鑄造工藝設(shè)計(jì),最終工藝模擬結(jié)果顯示冒口補(bǔ)縮能力充足,鑄件本體無(wú)縮孔、疏松傾向,冒口設(shè)計(jì)合格。

圖5 凝固過(guò)程計(jì)算機(jī)模擬
2.3防粘砂、夾渣設(shè)計(jì)
大型鑄鋼件澆注溫度一般都在1 570 ℃左右,本文所述高壓外缸內(nèi)腔蝸殼部位因?yàn)榭臻g狹小且壁薄,澆注后在鋼液較長(zhǎng)時(shí)間的高溫烘烤之下,蝸殼內(nèi)容易形成粘砂及夾渣缺陷。為了更好地預(yù)防此處粘砂,首先采用計(jì)算機(jī)模擬軟件對(duì)鑄件粘砂傾向進(jìn)行了模擬,如圖6所示,蝸殼內(nèi)深藍(lán)色部位容易形成粘砂。為此,采用新鉻鐵礦砂打制該部位砂芯,確保此處型(芯)砂具有較高的耐火度,以此預(yù)防型(芯)砂燒結(jié)或潰散,形成粘砂或夾渣缺陷。

圖6 蝸殼粘砂傾向模擬
2.4澆注系統(tǒng)的設(shè)計(jì)
由于鑄鋼件的澆注溫度高,澆注過(guò)程中型腔表面受到鋼液的熱輻射后被加熱,容易發(fā)生體積膨脹,表層與內(nèi)層分離,型砂潰散等問(wèn)題。特別是大型鑄鋼件,澆注鋼液量大,更是需要實(shí)現(xiàn)快速澆注,以最大限度的減少鋼液對(duì)型腔表面的熱輻射等有害作用[5]。
該高壓外缸鑄件采用漏包底注開放式澆注系統(tǒng),依據(jù)“二分法”原則設(shè)計(jì)內(nèi)澆道和橫澆道數(shù)量,使得鋼液盡可能均勻進(jìn)流。同時(shí),還應(yīng)用公司從國(guó)外引進(jìn)的GS-100澆注系統(tǒng)設(shè)計(jì)軟件計(jì)算澆注參數(shù)。計(jì)算結(jié)果如下,澆注質(zhì)量60 t,采用60#鋼包,兩個(gè)ф120 mm的滑動(dòng)水口,2個(gè)ф120 mm和8個(gè)ф140 mm的內(nèi)澆口。澆注速度0.55 m/s,澆注時(shí)間114 s。利用計(jì)算機(jī)模擬軟件,對(duì)鋼液充型過(guò)程進(jìn)行模擬,顯示金屬液平穩(wěn)快速上升,無(wú)紊流、飛濺和卷氣現(xiàn)象,證明澆注系統(tǒng)設(shè)計(jì)合理。
3 結(jié)論
該高壓外缸鑄件鑄造工藝經(jīng)過(guò)生產(chǎn)驗(yàn)證,造型過(guò)程操作方便,鑄件壁厚控制合理,蝸殼內(nèi)粘砂較少。鑄件缺陷量較公司以往生產(chǎn)的相近結(jié)構(gòu)鑄件減少了50%,鑄件化學(xué)成分、機(jī)械性能均達(dá)到顧客規(guī)范要求,且產(chǎn)品批量驗(yàn)證合格,證明該鑄造工藝的造型方案、冒口設(shè)計(jì)、防粘砂措施以及澆注系統(tǒng)設(shè)計(jì)是合理有效的,產(chǎn)品鑄造工藝研發(fā)獲得了成功。
[1] 趙常興.汽輪機(jī)組技術(shù)手冊(cè)[M].北京:中國(guó)電力出版社,2007.
[2] 陳國(guó)楨.鑄件缺陷和對(duì)策手冊(cè)[M].北京:機(jī)械工業(yè)出版社,1996.
[3] 李新亞.鑄造手冊(cè)(第5卷)鑄造工藝[M].北京:機(jī)械工業(yè)出版社,2011.
[4] 李弘英,趙成志.鑄造工藝設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,2005.
[5] 趙永讓.大型鑄鋼件澆注系統(tǒng)的設(shè)計(jì)原則[J].鑄造技術(shù),2008(10).
[6] 陳得潤(rùn),馬進(jìn).百萬(wàn)千瓦超超臨界汽輪機(jī)閥殼管件焊接技術(shù)的研究及應(yīng)用[J].中國(guó)鑄造裝備與技術(shù),2014(3).
The Casting Process Development of Turbine High Pressure Outer Cylinder Based on Overall Design
LI YongXin, GUO XiaoQiang, LU Yun
(Kocel Steel Foundry CO.,LTD., Yinchuan 750021,Ningxia,China)
This paper describes the casting process development of turbine high pressure outer cylinder which based on overall design,according to complex structural characteristics and strict quality requirements of the casting, identifed casting molten steel vertical distances feeding,easy to sand fusion and slag in worm frame of cavity, the large hot spot of casing lug,and other casting diffculties, the process has taken targeted measures, and use computer simulation technology to analysis and optimize. Production-proven, the casting showed good quality, it means the casting process was successful.
High pressure outer cylinder; Worm frame; Casing lug; Sand fusion; Computer simulation
TG244+.2;
A;
1006-9658(2015)06-0014-03
10.3969/j.issn.1006-9658.2015.06.004
2015-05-25
稿件編號(hào):1505-956
李永新(1972—)男,工程師,主要從事大型鑄鋼件鑄造技術(shù)研究工作.
猜你喜歡
能源工程(2020年5期)2021-01-04 01:29:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
廣西電力(2016年4期)2016-07-10 10:23:38
工業(yè)設(shè)計(jì)(2016年4期)2016-05-04 04:00:23
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
