國內外螺旋縫埋弧焊鋼管制造現狀及發展方向
2015-10-21 19:51:15廖洪等
中國機械 2015年1期
關鍵詞:發展現狀
廖洪等
摘 要:油氣管線的快速發展使得螺旋埋弧焊鋼管的應用越來越廣泛,截止到目前螺旋埋弧焊鋼管已經逐漸成為我國石油天然氣管道建設不可分割的一部分,具有越來越重要的作用。基于此,為了更好地把握螺旋埋弧焊鋼管制造技術的發展現狀和方向,使之更好地為我國的螺旋埋弧焊鋼管制造產業以及石油天然氣管道建設服務,文章對國內外螺旋埋弧焊鋼管制造現狀及發展方向進行了研究,指出了螺旋埋弧焊鋼管制造的技術現狀和發展動態。
關鍵詞:油氣輸送管線;螺旋縫埋弧焊鋼管;發展現狀
隨著我國石油天然氣管道建設規模不斷擴大,特別是蘭成渝成品油管線、澀寧蘭天然氣管線、陜京天然氣管線等管線的不斷完成以及我國西氣東輸工程的不斷建設和推進,有效的促進了我國對管道鋼材的研究[1-2]。目前石油天然氣運輸鋼管的制造采用的標準是國家標準(GB/T9711.1和GB/T9711.2)以及美國石油學會標準(API spec 5L)標準。而對于作為石油天然氣管道重要組成部分的螺旋縫埋弧焊接鋼管的使用和研究已經非常廣泛[3],但是設備配置和工藝布置很不均衡,距離發達國家還有一定的工藝差距。為了對目前的螺旋縫埋弧焊鋼管制造現狀以及國內外工藝差距有一個準確的認識和了解,本文對螺旋埋弧焊鋼管制造技術相關文獻進行了梳理分析和總結,并對螺旋埋弧焊鋼管制造的技術發展動態和方向進行了研究。本文的研究對我國螺旋埋弧焊鋼管制造技術的發展具有重要的參考價值。
1.國內外螺旋縫埋弧焊鋼管制造現狀
1.1國外螺旋縫埋弧焊鋼管制造狀況分析
從螺旋縫埋弧焊的使用情況來說,目前在世界范圍內,在進行城市燃氣管網建設時大多是采用直縫埋弧焊鋼管,比如日本、美國以及部分歐洲國家,另外,也有一些國家雖然采用的是螺旋縫埋弧焊鋼管,但是在制造工藝及技術選擇上還是參照直縫埋弧焊管工藝[5],比如加拿大,他們的螺旋縫埋弧焊鋼管主要具有以下特征:①進行機械擴徑消除成型與焊接殘余應力;②采用預焊、精焊、多絲焊接提高了成型與焊接質量;③對原料進行分層檢查;④采用鋼板而不是帶鋼來避免熱帶的月牙彎。
從螺旋縫埋弧焊的制造工藝方面來講,國外采用的是先進的預精焊。螺旋縫埋弧焊鋼管生產工藝和技術,也稱為二步法生產技術。其主要工藝原理為分離內外埋弧焊過程和鋼管成型,確保采用氣體保護焊對管坯進行定位預焊和鋼管成型同步進行,而螺旋成型和氣體保護焊連續進行,當制造的鋼管滿足一定的長度要求時進行截斷操作,然后在多個精焊機組上進行內外埋弧精焊。目前國外印度、加拿大、希臘、德國等國家都擁有一定數量的預精焊機組,有的比較先進。和傳統的加工手段相比,這種螺旋縫埋弧焊鋼管制造技術具有明顯的優勢,它可以更加容易的布置內外焊焊機機頭的位置,實現精悍過程的全自動控制,提高生產效率和產品質量,而且他的成型過程不會受到焊接的影響。
1.2國內螺旋縫埋弧焊鋼管制造狀況分析
在我國,螺旋縫埋弧焊多采用傳統工藝手段進行制造,也即是常說的一步法制造工藝,對于預、精焊技術的研究還主要出于試驗階段,雖然在進行西氣東輸一線、二線工程的建設時大量采用了螺旋縫埋弧焊鋼管,但是這些鋼管的生產工藝都是采用的傳統技術,也一直沒有使用機械擴徑工序,生產效率和產品質量相對來說不算太高。目前,我國在螺旋焊管在管線總長度上的用量已經超過了70%,但是這種傳統的制造工藝遠遠達不到國際先進水平。特別是在制造技術、設備配置、工藝布置等方面能夠滿足高質量油氣運輸的廠家還相對較少。目前國內在預精焊技術方面還存在一定的問題:①生產效率達不到國外水平。我國的預精焊技術在焊劑添加、進出管、焊接前跟蹤調整等輔助過程中花費的時間過長,降低了該技術的應用效率;②焊接力學性能達不到預期。我國在應用預精焊技術時,在螺旋縫埋弧焊鋼管焊縫的抗拉強度方面以及焊縫熱影響區的沖擊功等力學性能和傳統工藝相比沒有得到應有的改善;③焊縫形貌控制質量不高,焊縫凹槽明顯。
2.螺旋縫埋弧焊鋼管制造標準現狀分析
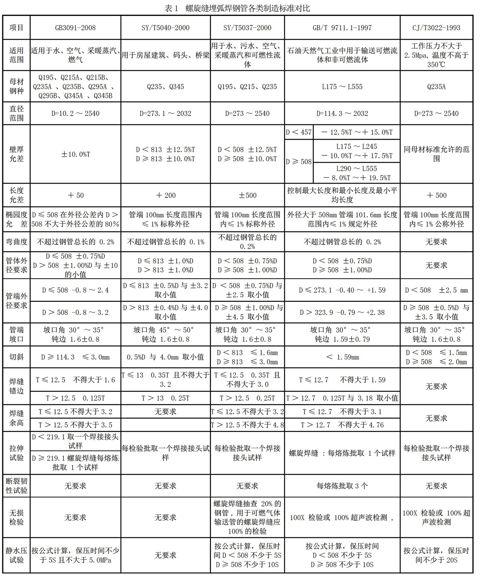
目前螺旋縫埋弧焊鋼管生產所采用的標準也是多種多樣,總的來說主要有GB/T 9711.1-1997《石油天然氣工業輸送鋼管交貨技術條件 第1部分:A級鋼管》、GB3091-2008《低壓流體輸送用焊接鋼管》、SY/T5040-2000《樁用螺旋焊縫鋼管》、SY/T5037-2000《低壓流體輸送管道用螺旋縫埋弧焊鋼管》、CJ/T3022-1993 《城鎮供熱用螺旋縫埋弧焊鋼管》等幾種類型。本文對此進行了匯總分析,具體如下表1所示。
3.螺旋縫埋弧焊鋼管制造技術發展動態及方向
未來幾年內,隨著我國油氣管道建設的加長,我國對于高壓大直徑大型管道的需求量會逐漸增加,因為大直徑油氣輸送管道的建設能夠減少站數、增大站間距、增加輸送量、提高管道工作壓力、成本降低。這就給螺旋縫埋弧焊鋼管的制造和生產提供了廣闊的市場前景。因此,國內外將會在預精焊工藝方面進行更深入的研究和分析。未來的發展動態和研究方向主要包含以下幾個方面:①鋼帶銑邊。②高速成型及預焊。③精焊引弧。④精焊跟蹤。
4.結束語
文章通過對螺旋縫埋弧焊鋼管在國內外的使用情況以及制造工藝的分析,指出了目前我國在螺旋縫埋弧焊鋼管的使用和制造工藝方面和國外發達國家還存在一定的差距,今后我國需要在鋼帶銑邊、高速成型及預焊、精焊引弧、精焊跟蹤等幾個方面加強研究,以便盡快提高我國螺旋縫埋弧焊鋼管制造的工藝水平。
參考文獻:
[1]彭在美.透視焊管管型在城市燃氣管線中的應用[J].世界金屬導報,2008(17):42-44.
[2]周德敏,蔡守翔,何仁洋等.管道完整性管理技術在城鎮燃氣管線中的應用[J].管道技術與設備,2007(6):18-20.
[3]張洪林,朱丹,李占輝. 西氣東輸工程使用國產螺旋縫埋弧焊鋼管可行性分析[J].石油規劃設計,2001,12(3):9-11.
猜你喜歡
現代經濟信息(2016年19期)2016-10-20 19:05:57
中國科技博覽(2016年19期)2016-10-19 13:51:05
中國科技博覽(2016年19期)2016-10-19 13:29:00
中國科技博覽(2016年18期)2016-10-19 11:35:03
中國科技博覽(2016年18期)2016-10-19 09:20:36
中國市場(2016年36期)2016-10-19 04:06:52
中國市場(2016年33期)2016-10-18 13:06:04
科技視界(2016年21期)2016-10-17 18:44:27
現代園藝(2016年17期)2016-10-17 07:24:22
科學與財富(2016年28期)2016-10-14 18:40:58