機(jī)械制造企業(yè)新產(chǎn)品試制生產(chǎn)任務(wù)調(diào)度方法
2015-10-21 01:17:38崔峻華陳進(jìn)鄧玉鋒劉琴孫嵐
服裝學(xué)報(bào) 2015年3期
崔峻華, 陳進(jìn)*, 鄧玉鋒, 劉琴, 孫嵐
(1.江南大學(xué)機(jī)械工程學(xué)院,江蘇無(wú)錫214122;2.無(wú)錫市安邁工程機(jī)械有限公司,江蘇無(wú)錫214000)
機(jī)械制造企業(yè)新產(chǎn)品試制生產(chǎn)任務(wù)調(diào)度方法
崔峻華1, 陳進(jìn)*1, 鄧玉鋒1, 劉琴1, 孫嵐2
(1.江南大學(xué)機(jī)械工程學(xué)院,江蘇無(wú)錫214122;2.無(wú)錫市安邁工程機(jī)械有限公司,江蘇無(wú)錫214000)
針對(duì)機(jī)械制造企業(yè)新產(chǎn)品試制重要性提升的現(xiàn)狀,提出一種新產(chǎn)品試制管理方法。根據(jù)現(xiàn)場(chǎng)的計(jì)劃執(zhí)行情況,運(yùn)用多種優(yōu)化策略和排產(chǎn)方法,利用窗口時(shí)間或重排計(jì)劃縮短總工期安排急件的生產(chǎn),以達(dá)到及時(shí)完工而又不影響原有生產(chǎn)計(jì)劃的目標(biāo)。
新產(chǎn)品試制;工藝計(jì)劃;緊急件;生產(chǎn)控制
隨著市場(chǎng)競(jìng)爭(zhēng)的日益加劇,企業(yè)要在競(jìng)爭(zhēng)中保持強(qiáng)勁的優(yōu)勢(shì)、立于不敗之地,就必須不斷地開(kāi)發(fā)出新產(chǎn)品并成功投入市場(chǎng)。所謂新產(chǎn)品是指在原理、結(jié)構(gòu)、材料、性能等某一方面或幾方面有新的改進(jìn)的產(chǎn)品。
機(jī)械制造企業(yè)的新產(chǎn)品試制管理有兩大目標(biāo),首先必須在不過(guò)多地影響當(dāng)前生產(chǎn)的前提下,按時(shí)完成其樣品的制造;其次要為后續(xù)的正式生產(chǎn)提供標(biāo)準(zhǔn)工藝、加工時(shí)間、檢驗(yàn)方法等[1]。新產(chǎn)品試制是在動(dòng)態(tài)狀態(tài)下開(kāi)展的,每時(shí)每刻生產(chǎn)進(jìn)程都要發(fā)生變化[2]。
聞邦椿等提出新產(chǎn)品開(kāi)發(fā)的動(dòng)態(tài)優(yōu)化、智能化和可視化的綜合設(shè)計(jì)方法,并通過(guò)實(shí)踐證明了該綜合設(shè)計(jì)方法可顯著縮短產(chǎn)品的研發(fā)周期[3]。許鋒等研究了新產(chǎn)品開(kāi)發(fā)資源調(diào)度系統(tǒng),其中資源包括設(shè)計(jì)過(guò)程中的人員和設(shè)備,其管理層面包括設(shè)計(jì)中的評(píng)審、計(jì)算、設(shè)置、設(shè)計(jì)等[4]。WU SH研究了一種在分布式虛擬制造環(huán)境下的計(jì)劃和調(diào)度方法,原理是通過(guò)多種Agents和數(shù)據(jù)庫(kù)服務(wù),進(jìn)行各種資源的協(xié)調(diào),并行從事可能的設(shè)計(jì)和制造工作,通過(guò)仿真驗(yàn)證該方法可以提高資源利用率并縮短工期[5]。ABD R等提出針對(duì)工程師面向客戶(hù)訂單的設(shè)計(jì)和制造體系,使得設(shè)計(jì)和制造階段相互適應(yīng),滿(mǎn)足顧客、供應(yīng)商和專(zhuān)家的要求[6]。
由上述可以看出,學(xué)者在新產(chǎn)品開(kāi)發(fā)的資源調(diào)度和管理結(jié)構(gòu)優(yōu)化等方面進(jìn)行了大量研究,并取得了一定效果。但是其研究重點(diǎn)主要在于資源的協(xié)調(diào)利用和管理體系的優(yōu)化上,而對(duì)實(shí)際應(yīng)用中特別重要的動(dòng)態(tài)排產(chǎn)、分批方法等研究較少,因此不太符合現(xiàn)實(shí)生產(chǎn)環(huán)境下的企用。針對(duì)這一現(xiàn)狀,文中提出適合機(jī)械制造企業(yè)新產(chǎn)品試制生產(chǎn)調(diào)度的一套策略,試圖在這方面起到拋磚引玉的作用。
1 新產(chǎn)品試制階段的特點(diǎn)
新產(chǎn)品試制階段投產(chǎn)數(shù)量很少,型號(hào)變化快。產(chǎn)品設(shè)計(jì)與試制往往同時(shí)進(jìn)行經(jīng)常發(fā)生時(shí)間緊急、工藝資料不足,與現(xiàn)有生產(chǎn)任務(wù)發(fā)生矛盾[7]。除此之外,新產(chǎn)品試制還有以下特點(diǎn):(1)由于市場(chǎng)競(jìng)爭(zhēng)激烈,要求試制周期盡可能短;(2)多種型號(hào)同時(shí)試制時(shí),零部件數(shù)量大,品種也相對(duì)復(fù)雜;(3)車(chē)間調(diào)度人員面對(duì)新任務(wù)時(shí),以往積累的經(jīng)驗(yàn)可能用不上[8]。
傳統(tǒng)的生產(chǎn)組織模式中,生產(chǎn)計(jì)劃和調(diào)度人員根據(jù)多年積累的經(jīng)驗(yàn)來(lái)組織生產(chǎn)過(guò)程,任務(wù)分解的主觀性強(qiáng)。由于新產(chǎn)品試制周期短、品種復(fù)雜等原因使得采用傳統(tǒng)方法組織任務(wù)調(diào)度時(shí)管理更加復(fù)雜,造成局部混亂和出現(xiàn)差錯(cuò)的概率上升;且工時(shí)利用率低,加工周期長(zhǎng),容易出現(xiàn)產(chǎn)品質(zhì)量問(wèn)題。
考慮到在產(chǎn)品單一、批量大的情況下,傳統(tǒng)的生產(chǎn)組織模式不需要經(jīng)過(guò)復(fù)雜的運(yùn)算即能取得滿(mǎn)意的排產(chǎn)結(jié)果,因此在此種情況下保留傳統(tǒng)方法的優(yōu)勢(shì)。當(dāng)進(jìn)行新產(chǎn)品試制時(shí),則不能再采用傳統(tǒng)的方式,而應(yīng)當(dāng)尋求更加合理有效的生產(chǎn)組織模式,因此很有必要對(duì)新產(chǎn)品試制的生產(chǎn)調(diào)度方法進(jìn)行專(zhuān)門(mén)研究。
2 動(dòng)態(tài)計(jì)劃和排產(chǎn)的模型
2.1 新產(chǎn)品開(kāi)發(fā)動(dòng)態(tài)排產(chǎn)問(wèn)題的建模
定義以下變量:
i:任務(wù)編號(hào),i=1,2,…,n;
j:機(jī)床編號(hào),j=1,2,…,m。
1)工藝路線(xiàn)矩陣R:R是n×m的矩陣,第i行向量表示第i個(gè)工件的加工路徑,其元素rij表示工件i在自己的加工工藝路線(xiàn)中設(shè)備j所占的序位,當(dāng)工件i不在設(shè)備j上加工時(shí),rij為無(wú)窮大+∞。R就是全部工件的工藝路線(xiàn)。
2)排產(chǎn)矩陣S:S是n×m的矩陣,第j列向量表示第j個(gè)設(shè)備的加工順序,其元素s(i,j)表示工件i在整個(gè)計(jì)劃期內(nèi)設(shè)備j加工所有工件的順序中所占的序位,當(dāng)工件i不在設(shè)備j上加工時(shí),s(i,j)為無(wú)窮大+∞。S表示對(duì)全部任務(wù)的排產(chǎn)方案。
3)加工時(shí)間矩陣T:T是n×m的矩陣,第i行向量表示第i個(gè)工件加工路線(xiàn)上耗費(fèi)在各設(shè)備上的加工時(shí)間向量,其元素tij表示工件i在設(shè)備j上加工和傳至下一臺(tái)設(shè)備所耗時(shí)間之和。當(dāng)工件i不在設(shè)備j上加工時(shí),tij為零。
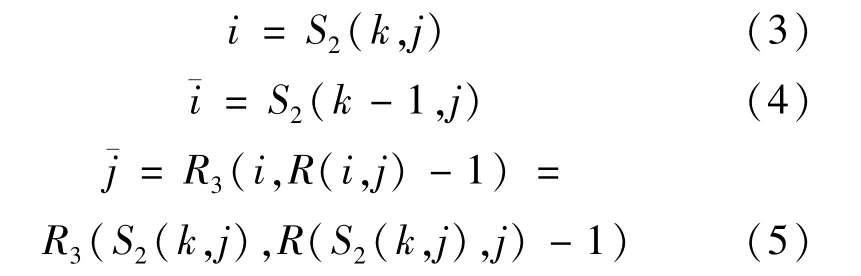
4)反求函數(shù):在S陣的i,j和其元素s(i,j)中根據(jù)其中的兩個(gè)求出另一個(gè)的函數(shù)。其中之一記為

在R陣中也有兩種反求函數(shù),其中之一記為設(shè)備矩陣

5)狀態(tài)矩陣X:xij是一個(gè)排產(chǎn)方案中,設(shè)備j對(duì)工件i加工活動(dòng)的最早開(kāi)始時(shí)間,其中i=1,2,…n和j=1,2,…m。
6)輸出矩陣Y:yij是一個(gè)排產(chǎn)方案中,設(shè)備j對(duì)工件i加工活動(dòng)的完成時(shí)間,其中i=1,2,…n和j=1,2,…m。
任何機(jī)床j選擇加工工件的順序按照S中j列向量規(guī)定的順序,但如果某工件不滿(mǎn)足約束條件時(shí),可以在j向量中選擇其它的工件加工。
ˉi表示第j號(hào)設(shè)備在第i個(gè)工件到達(dá)前剛剛加工過(guò)的工件;ˉj表示第i號(hào)工件在到達(dá)第j個(gè)設(shè)備剛剛使用過(guò)的設(shè)備;k表示第j個(gè)設(shè)備對(duì)第i個(gè)工件的加工順序:
在排產(chǎn)之前,約定xij等于正無(wú)窮大表示設(shè)備j對(duì)工件i處于未加工狀態(tài)。
狀態(tài)變量Xij的取值有以下幾種情況:
1)設(shè)備j已經(jīng)加工完最近的工件,同時(shí)工件i也被其上一道工序加工完畢,此時(shí)

2)設(shè)備j沒(méi)有加工最近應(yīng)該加工的工件,同時(shí)工件i也沒(méi)有被其上一道工序加工完畢,此時(shí)

3)設(shè)備j加工完最近的工件,同時(shí)工件i沒(méi)有被其上一道工序加工完畢,此時(shí)

4)設(shè)備j沒(méi)有加工工件,同時(shí)工件i已經(jīng)被其上一道工序加工完畢,此時(shí)

將每次編制或調(diào)整計(jì)劃所涉及的一個(gè)計(jì)劃展望期稱(chēng)為時(shí)段;設(shè)定當(dāng)設(shè)備j對(duì)工件k不再有生產(chǎn)任務(wù)時(shí),xk,j=+∞。
為標(biāo)識(shí)原有生產(chǎn)任務(wù)在不同的階段的狀態(tài),設(shè)S(τ)表示時(shí)段 τ的工件順序矩陣;X(τ)(t)和X(τ)(t+)分別表示τ時(shí)段t時(shí)刻的實(shí)際狀態(tài)矩陣和t時(shí)刻之后的預(yù)測(cè)狀態(tài)矩陣;同理T(τ)(t)和T(τ)(t+)分別表示τ時(shí)段t時(shí)刻的加工時(shí)間和t時(shí)刻之后的加工時(shí)間,τ=1,2,3,…

式中,δ和θ為刷新函數(shù),針對(duì)狀態(tài)矩陣,其計(jì)算規(guī)則是將時(shí)刻t之前的狀態(tài)變量換成t時(shí)刻已經(jīng)開(kāi)始而未完工或即將加工的工件在指定設(shè)備開(kāi)始加工的時(shí)間或預(yù)計(jì)開(kāi)始加工的時(shí)間,并且使在該時(shí)刻已經(jīng)完工或沒(méi)有加工任務(wù)的設(shè)備的狀態(tài)變量定義為無(wú)窮大+∞,以便在計(jì)算中重新利用相應(yīng)的機(jī)床;θ使已經(jīng)完工的工序的加工時(shí)間換成0。
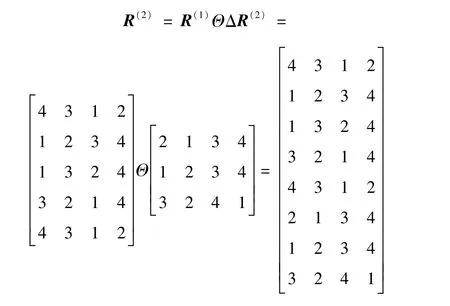
為標(biāo)識(shí)新增加的生產(chǎn)任務(wù)令ΔS(τ+1),ΔR(τ+1), ΔT(τ+1)為在τ+1時(shí)段新增加的加工任務(wù)的初始工件順序矩陣、工藝路線(xiàn)矩陣、設(shè)備-工件加工時(shí)間矩陣。Θ為二元算子,它的算法是將后面矩陣增加到前面矩陣的下方:
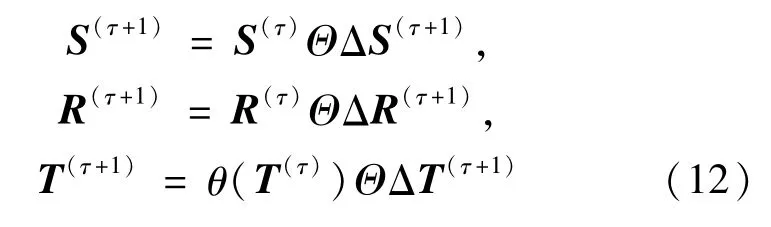
定義

在動(dòng)態(tài)算法中,用公式(6)~(9)計(jì)算狀態(tài)矩陣,但是計(jì)算中使用的參數(shù)矩陣必須經(jīng)過(guò)公式(10),(11),(12)計(jì)算后得到。
如果對(duì)新產(chǎn)品的工件有估計(jì)的工藝路線(xiàn),新增加的加工任務(wù)中可以包含新產(chǎn)品的緊急插件,否則不包括;而采用在設(shè)備的窗口期安排加工緊急插件或緊急插件作為單工序最優(yōu)先排產(chǎn)的方法。
對(duì)已經(jīng)完工的工序必須避免相關(guān)的工件與設(shè)備的再次排產(chǎn),為此再增加一條規(guī)則

運(yùn)用公式對(duì)S(τ+1)進(jìn)行排序后得到τ+1時(shí)間段內(nèi)預(yù)排的X(τ+1)矩陣。
2.2 優(yōu)化標(biāo)淮
提高設(shè)備利用率,同時(shí)追求最大完工時(shí)間最小。這是一種經(jīng)過(guò)多次模擬過(guò)具備較好的優(yōu)化性能和較快的計(jì)算時(shí)間的優(yōu)化評(píng)價(jià)指數(shù)[9-10]:

其中,g表示當(dāng)前工件i在機(jī)床j上加工所對(duì)應(yīng)的工藝加工順序。即在多個(gè)滿(mǎn)足約束條件的工件中,按照上式計(jì)算各自的Q值,選擇一個(gè)最小的Q值對(duì)應(yīng)的工件作為此時(shí)的排產(chǎn)對(duì)象。
求狀態(tài)矩陣X和輸出矩陣Y的算法一:
1)R,T陣賦值,i=1,2,…,n;j=1,2,…,m;X的元素賦初值無(wú)窮大;
2)調(diào)用以下的尋找最佳S的算法二,計(jì)算S;
3)由S2(s(i,j),j)中的s(i,j)的值由小到大,利用公式(6),(7),(8),(9),(13)循環(huán)計(jì)算每一個(gè)j的狀態(tài)變量Xs(i,j),j;
4)在每一個(gè)s(i,j),j都遍歷一遍后,回到3)直到所有的Xs(i,j),j都為小于無(wú)窮大的實(shí)數(shù),同時(shí)要保持已經(jīng)完成的工件-設(shè)備狀態(tài)始終為無(wú)窮大;
5)由yij=xij+tij計(jì)算輸出變量Y。
根據(jù)新任務(wù)下達(dá)的時(shí)刻t和參數(shù),輸入ΔS(τ+1), ΔR(τ+1),ΔT(τ+1),如果新的加工任務(wù)有k個(gè),則i= 1,2,…,k+n;根據(jù)公式(10),(11),(12)計(jì)算R3和S2,轉(zhuǎn)2)。
尋找最佳S的算法二:
1)令j=1;
2)查找到工件k在機(jī)床j上的加工時(shí)間tkj,以及其在該機(jī)床加工的工藝順序號(hào)g,工件k要滿(mǎn)足yk,R3(k,g-1)>0,xk,R3(k,g)=∞,即k屬于還需要在機(jī)床j上排產(chǎn)的符合約束條件的工件編號(hào),同時(shí)計(jì)算目標(biāo)函數(shù),將這些數(shù)據(jù)代入到公式(15~18其中之一)中,特別地令Qφj=-∞,λ∈k,當(dāng)φ為緊急插件的編號(hào)時(shí);得到Q后在全部k的集合中選擇Q的最小值如Qξj,記s(ξ,j)=s(ξ′,j)+1。ξ′表示設(shè)備j上一次加工的工件號(hào);
3)j=j+1,轉(zhuǎn)b),直到j(luò)=m,得到完整的S矩陣。
2.3 計(jì)算窗口期
設(shè)備的空閑時(shí)段稱(chēng)為窗口期,在有調(diào)度計(jì)劃的前提下,設(shè)備j在工件k開(kāi)工前的窗口期wkj的計(jì)算式,選擇任意一個(gè)ykj:
W=(wkj)n×m
令xuj=min{xij|ykj<xij,k≠i},i=1,…,n
如果xuj<∞且ykj<∞,則wkj=(xuj-ykj);
如果ykj<∞且ykj=max{yij},i=1,…,n,則wkj=∞;
如果xuj=min{xij}<∞,i=1,…,n,且?ykj=∞,則wkj=xuj-t′,t′是計(jì)劃展望期的起始時(shí)間;
如果xuj=?且ykj<∞,則wkj=?;
其它wuj=0。
在窗口期內(nèi)進(jìn)行的加工不會(huì)對(duì)原有生產(chǎn)工期產(chǎn)生影響。因此當(dāng)新產(chǎn)品的工藝難以預(yù)測(cè)時(shí),按上面的算法對(duì)不包括新產(chǎn)品生產(chǎn)的新增加任務(wù)安排好后,計(jì)算其每個(gè)設(shè)備的窗口期,然后只在新產(chǎn)品任務(wù)的第一道工序安排在合適的窗口期即可,后續(xù)的加工再重新刷新?tīng)顟B(tài)矩陣后計(jì)算新的窗口期繼續(xù)安排。
2.4 分批
如果對(duì)原來(lái)的工件ψ進(jìn)行d等分分批,分批后的工件用~k表示,已知原來(lái)的xψj,yψj,j=1,…, m,則:
1)在下一計(jì)劃時(shí)段增加 ΔS(τ+1),ΔR(τ+1), ΔT(τ+1),其中

2)初始x~kj=∞,y~kj=∞,~k=1,…,d;
3)刪除工件ψ,將其設(shè)為已經(jīng)完成,不再需要加工;
4)按照

進(jìn)行動(dòng)態(tài)優(yōu)化排產(chǎn)。
3 算例和討論
以某離散型機(jī)械制造企業(yè)的生產(chǎn)過(guò)程為例,對(duì)算法進(jìn)行驗(yàn)證和分析。由4臺(tái)設(shè)備加工5種工件,其工藝路線(xiàn)矩陣R、初始設(shè)備加工順序矩陣S和設(shè)備-工件加工時(shí)間矩陣T均確定,設(shè)定系統(tǒng)的起始時(shí)間為零,求解其狀態(tài)矩陣和輸出矩陣,此時(shí)τ=1。
在編程時(shí)實(shí)行在滿(mǎn)足工藝路線(xiàn)矩陣的條件下,優(yōu)先按照任一S陣的加工順序排產(chǎn),如設(shè)備不能與S規(guī)定的工件相遇,則該設(shè)備加工先到達(dá)的工件。
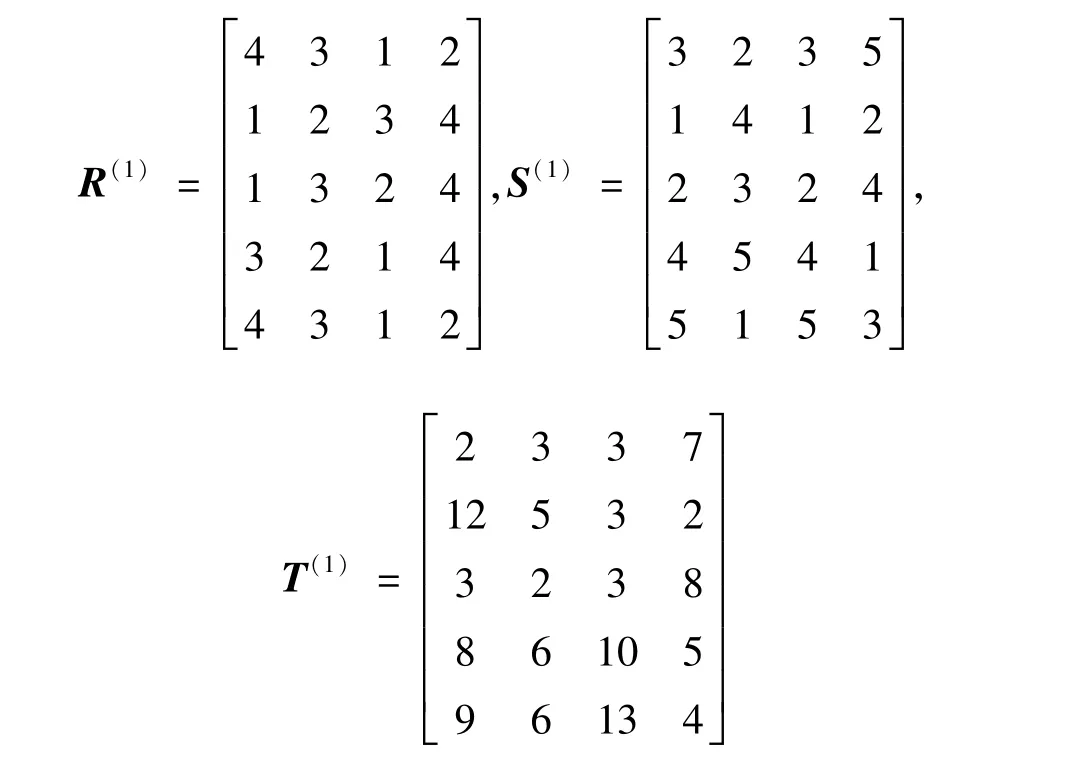
1)根據(jù)公式(1),(2)解得S2和R3:
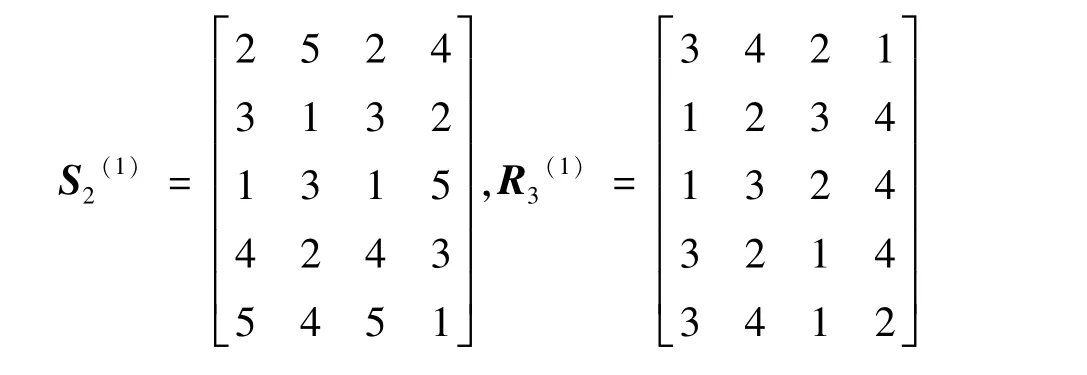
2)調(diào)用求狀態(tài)矩陣X和輸出矩陣Y的算法一計(jì)算,并經(jīng)優(yōu)化求得狀態(tài)矩陣和輸出矩陣為
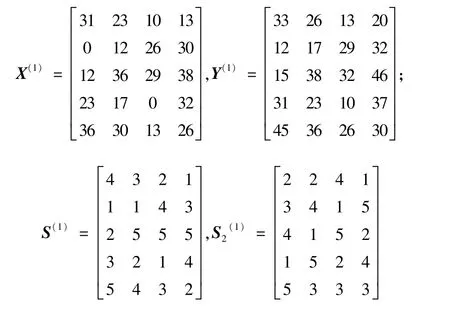
最大完工時(shí)間為46。
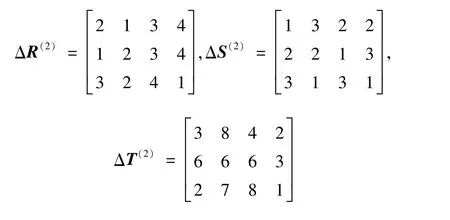
當(dāng)t′=32時(shí),加入3個(gè)新的普通任務(wù),進(jìn)入第二計(jì)劃時(shí)段,用ΔR(2),ΔS(2),ΔT(2)表示新增參數(shù):
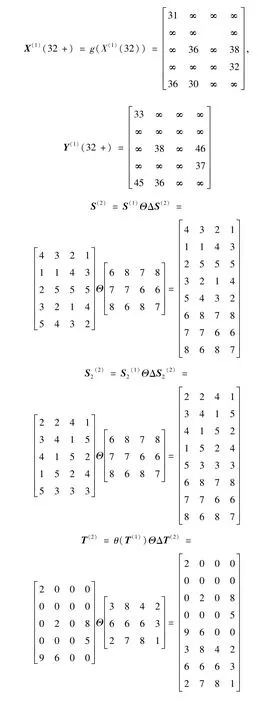
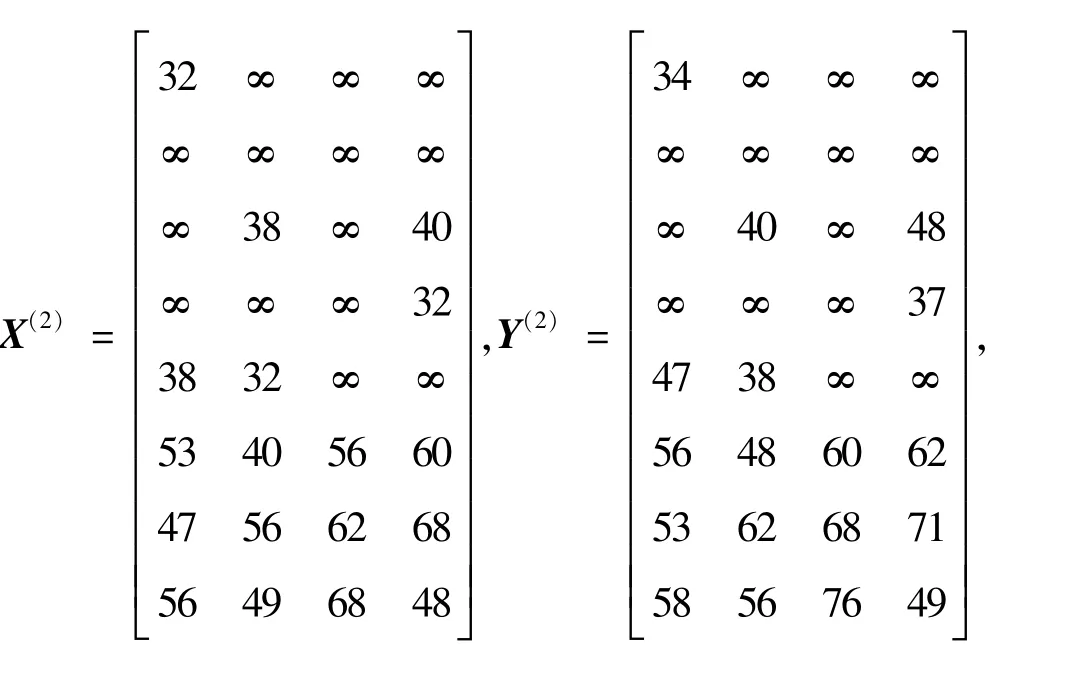
按算法一計(jì)算,對(duì)S(2)多次試排、選優(yōu)后得到

如對(duì)上述窗口期不滿(mǎn)意,則調(diào)整目標(biāo)函數(shù)得到這一計(jì)劃時(shí)段的另外多個(gè)窗口期:
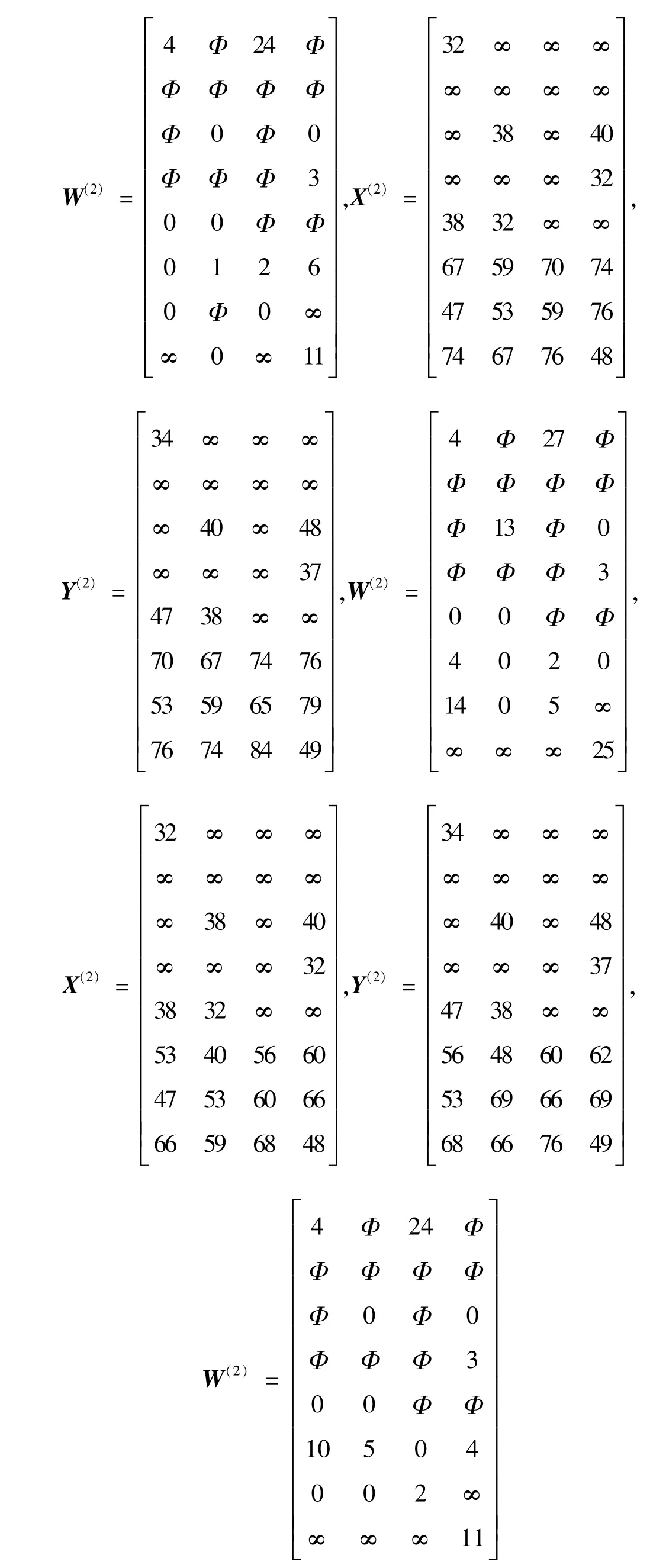
如果對(duì)上述窗口期或交貨時(shí)間不滿(mǎn)意,可以將部分工件分批后重新排產(chǎn)。現(xiàn)將工件5分成3批即3個(gè)子任務(wù)排產(chǎn),其中一個(gè)子任務(wù)仍然為工件5,但其數(shù)量和工時(shí)為原來(lái)的1/3,另外兩個(gè)子任務(wù)以工件9和工件10的編號(hào)進(jìn)行排產(chǎn)。從實(shí)際數(shù)據(jù)中得知該工件在時(shí)間32時(shí)已經(jīng)被加工了兩道工序。
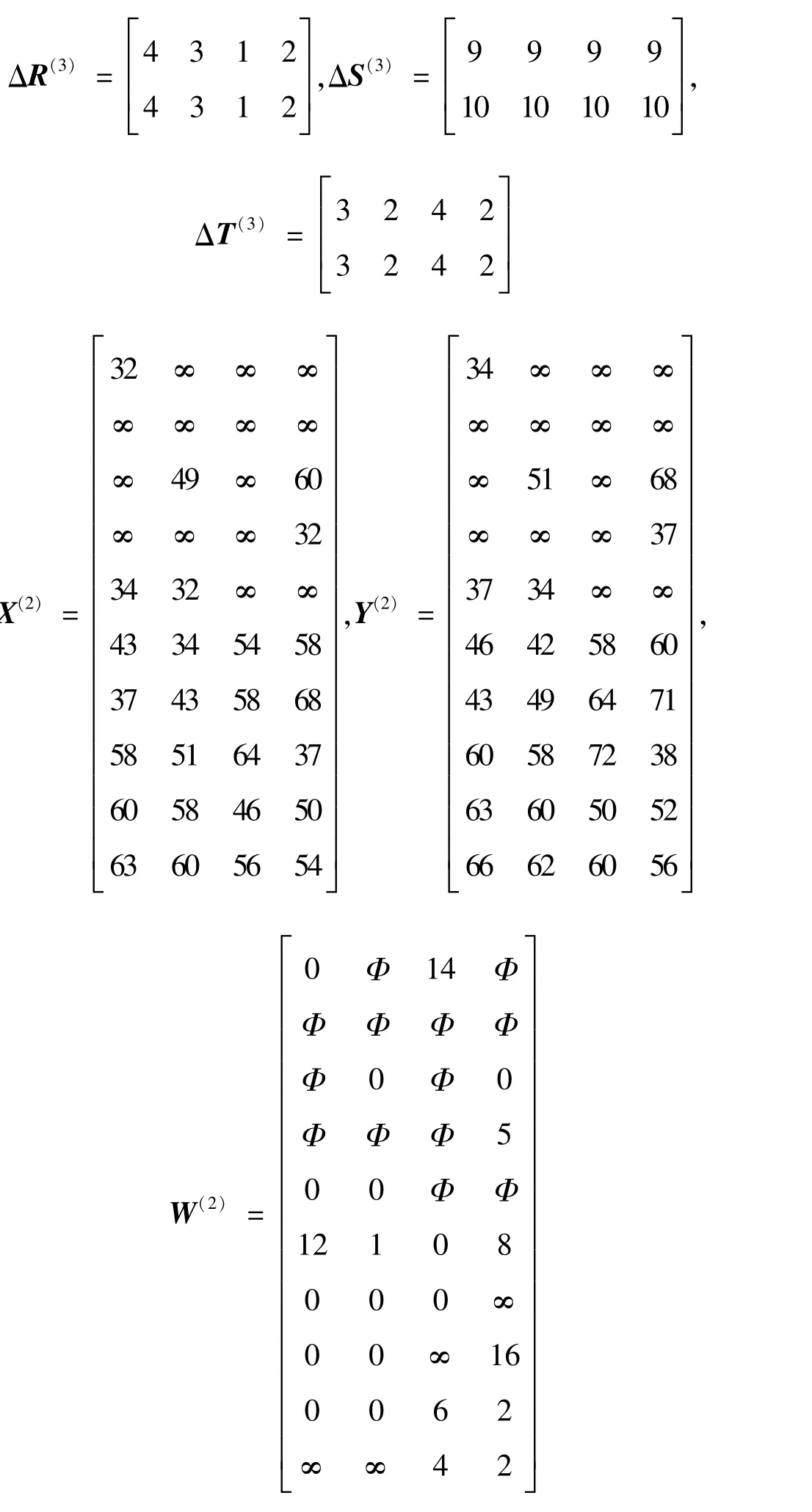
在上述分批后所得的窗口期矩陣可以看出,窗口期減少,但最長(zhǎng)工期減少到72,即y83=72。因?yàn)樵趛93=50時(shí),w93=6>0,所以在設(shè)備3上大于y93=50在時(shí)間50和56之后插入急件不會(huì)延遲總工期。由于w10,3=4>0,即y10,3=60開(kāi)始,以及在時(shí)間32開(kāi)始,該設(shè)備有4和12的窗口期。
該方法已經(jīng)在吳江某電梯配套企業(yè)得到實(shí)施,與傳統(tǒng)的根據(jù)經(jīng)驗(yàn)組織生產(chǎn)調(diào)度方法相比,設(shè)備利用率提高了20%,總工期縮短了10%。
4 結(jié) 語(yǔ)
文中重點(diǎn)研究機(jī)械制造企業(yè)新產(chǎn)品試制生產(chǎn)調(diào)度方法,在不影響原有生產(chǎn)計(jì)劃前提下將新產(chǎn)品以急件插入生產(chǎn),根據(jù)實(shí)際情況建立動(dòng)態(tài)排產(chǎn)模型,并討論了利用窗口期安排生產(chǎn),該方法已在某電梯配套企業(yè)得到了應(yīng)用。與傳統(tǒng)的根據(jù)經(jīng)驗(yàn)組織生產(chǎn)調(diào)度方法相比,該方法顯著提高了設(shè)備利用率,有效縮短了總工期,滿(mǎn)足了企業(yè)資源優(yōu)化調(diào)度的需求,從而提高了企業(yè)競(jìng)爭(zhēng)力。
[1]KANG Y H,KIM S S,SHIN H J.A dispatching algorithm for parallelmachines with rework processes[J].The Journal of the Operational Research Society,2009,61(1):144-155.
[2]Buyukozkan G,Baykasoglu A,Dereli T.Integration of Internet and web-based tools in new product development process[J]. Production Planning and Control,2007,18(1):44-53.
[3]聞邦椿,周知承,韓清凱,等.現(xiàn)代機(jī)械產(chǎn)品設(shè)計(jì)在新產(chǎn)品開(kāi)發(fā)中的重要作用——兼論面向產(chǎn)品總體質(zhì)量的“動(dòng)態(tài)優(yōu)化、智能化和可視化”三化綜合設(shè)計(jì)法[J].機(jī)械工程學(xué)報(bào),2003,39(10):43-51.
WEN Bangchun,ZHOU Zhicheng,HAN Qingkai,et al.The important part ofmodern mechanical product design in new product development,including the theory of overall quality of oriented product of three integrated designmethod:dynamic optimization, intellectualization and visualization[J].Journal of Mechanical Engineering,2003,39(10):43-51.(in Chinese)
[4]許鋒,李虎,于天彪,等.制造業(yè)中新產(chǎn)品開(kāi)發(fā)決策系統(tǒng)的研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2005(6):110-112.
XU Feng,LIHu,YU Tianbiao,et al.Research of new product development decision-making system inmanufacturing[J].Journal of Combination Machine Tools and Automatic Processing Technology,2005(6):110-112.(in Chinese)
[5]WU SH,FUH J Y H,NEEA Y C.Concurrent process planning and scheduling in distributed virtual manufacturing[J].IIE Transactions,2002,34:77-89.
[6]ABD R A R,MOHD S N B.The need for a new product development framework for engineer-to-order products[J].European Journal of Innovation Management,2003,6(3):182-196.
[7]WU R C,CHEN R S,FAN C R.Design an intelligent CIM system based on data mining technology for new manufacturing processes[J].International Journal of Materials and Product Technology,2004,21(6):487-504.
[8]王安寧.成組技術(shù)條件下新產(chǎn)品研制過(guò)程的生產(chǎn)調(diào)度[J].機(jī)械工程師,2013(8):233-234.
WANG Anning.The production scheduling of new product development process under the condition of group technology[J]. Mechanical Engineer,2013(8):233-234.(in Chinese)
[9]周夫利,韓文民,劉智勇,等.基于約束理論的生產(chǎn)計(jì)劃仿真系統(tǒng)研究與設(shè)計(jì)[J].自動(dòng)化儀表,2009,30(5):11-13,16.
ZHOU Fuli,HAN Wenmin,LIU Zhiyong,et al.Research and design for production planning simulation system based on the theory of constraints[J].Automation Instrument,2009,30(5):11-13,16.(in Chinese)
[10]謝聰利.基于關(guān)鍵鏈的多資源約束多項(xiàng)目并行計(jì)劃與控制問(wèn)題研究[D].鎮(zhèn)江:江蘇科技大學(xué),2008.
(責(zé)任編輯:楊 勇)
Research for New Product Trial Production Task Schedu ling M ethod in M achinery M anu facturing Enterp rises
CUIJunhua1, CHEN Jing*1, DENG Yufeng1, LIU Qin1, SUN Lan2
(1.School ofMechanical Engineering,Jiangnan University,Wuxi214122,China;2.Wuxi Anmai Engineering Machinery Co.Ltd.,Wuxi214000,China)
New product development ofmachinerymanufacturing enterprises is important,but there is less research on manufacture processmanagement.One managementmethod of new product development is established.According to site plan implementation,a variety of optimization strategies and production schedulingmethods are used.Window time is utilized and the dispatch is arranged to shorten the total time and achieve timely completion without impact on the original production plan goal.
new product trial production,process plan,dispatch,production control
TH 166
A
1671-7147(2015)03-0326-07
2014-12-25;
2015-02-02。
崔峻華(1988—),男,江蘇鹽城人,工業(yè)工程專(zhuān)業(yè)碩士研究生。
*通信作者:陳 進(jìn)(1958—),男,四川雅安人,副教授,碩士生導(dǎo)師。主要從事制造自動(dòng)化研究。
Email::chenjinwx@126.com
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
Coco薇(2015年1期)2015-08-13 02:23:50
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57
機(jī)械制造文摘(焊接分冊(cè))(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14