基于激光跟蹤儀的飛機發動機艙罩后段上蓋組件測量應用
2015-10-14 08:56:14王軍杰方憶湘靳江艷劉平
河南科技 2015年22期
王軍杰 方憶湘 靳江艷 劉平
(河北科技大學機械工程學院,河北 石家莊 050018)
基于激光跟蹤儀的飛機發動機艙罩后段上蓋組件測量應用
王軍杰方憶湘靳江艷劉平
(河北科技大學機械工程學院,河北石家莊050018)
飛機制造過程中,零組件、部件的外形精度和質量直接影響飛機氣動性的精度質量。以某型號通用飛機的發動機罩艙后段上蓋組件為典型研究對象,應用激光跟蹤測量技術,針對其外形進行測量,對測量過程中涉及的測量方法和激光跟蹤儀站位設置等關鍵問題進行了研究和探討。最終完成飛機的發動機罩艙后段上蓋組件的測量
激光跟蹤儀;發動機艙罩;組件;測量
通用航空飛機通常采用由零件、組合件、板件、段件(部件的可分段裝配組件)到部件并經部件對接形成整個飛機產品的制造與裝配的方法[1]。零組件、部件外形的精度控制,對保證飛機產品裝配協調及其幾何外形非常重要。近年來,隨著飛機產品數字化設計與制造技術的發展,尤其是基于模型的定義技術(MBD)在各類飛機產品研發中的應用,傳統的零組件、部件外形測量方法已難于適應現代飛機制造的要求。而以激光跟蹤儀為代表的數字化測量設備,在零組件、部件外形測量中發揮了愈來愈重要的作用。
1 激光跟蹤測量技術
激光跟蹤儀為集激光干涉測距技術、光電檢測技術、精密機械技術、計算機技術、現代數值計算理論等于一體的新型測量儀器[2],通過數字化設計模型提取的理論數據與測量獲取數據的比對評價,實現零組件、部件外形的精確測量。激光跟蹤儀是基于球坐標系的空間坐標測量機,可實現目標的靜態坐標測量和動態軌跡跟蹤。目前使用的LeicaAT901-LR激光跟蹤儀的測量范圍已達160m,測量精度達到15μm+6μm/m。激光跟蹤儀測量原理如圖1所示,即通過測量一個長度和兩個角度(一個方位角、一個高度角)來確定被測點的三維坐標:設跟蹤器的旋轉中心和被測靶鏡的中心分別為O點和P點。兩個角度編碼器可分別測量出P點的水平方位角α和垂直方位角β,激光干涉儀可測得O點到P點的距離D,那么P點坐標(X,Y,Z)可由下列公式計算得出:
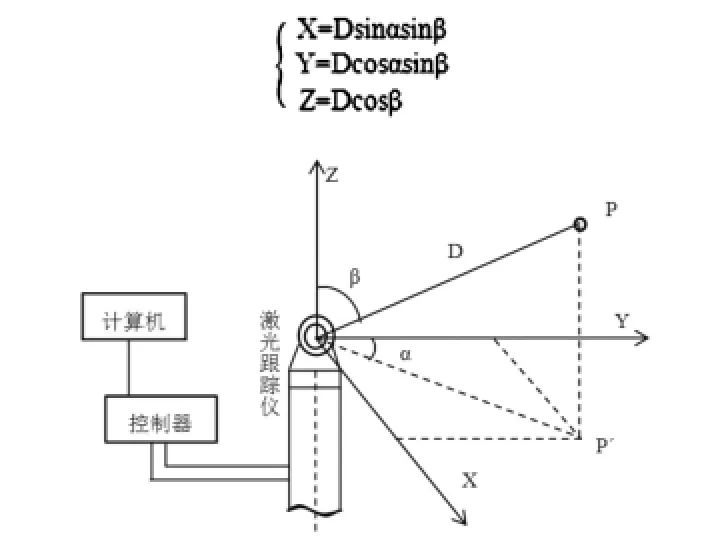
圖1 激光跟蹤儀測量原理
2 基于激光跟蹤儀的典型零組件外形測量
某發動機艙罩后段上蓋組件如圖2所示,根據設計要求對其外形進行測量并進行分析。
2.1測量任務分析
測量任務分析主要包括該發動機艙罩后段上蓋組件采用的測量方式,測量對象和對應測量對象處的公差要求,然后設置相應激光跟蹤儀的站位,完成該發動機艙罩后段上蓋組件的測量。
2.1.1測量方式
該發動機艙罩后段上蓋組件外形由于其剛度不夠,在型架上組裝完后會產生一定的變形,因此測量方式主要采用架下測量,即在組裝完成后先在架上測量合格后,然后取下并在型架下再進行檢測。架下測量采用粗定位和精確定位兩步完成測量坐標系到裝配坐標系的轉化。
2.1.2測量對象及公差要求
該發動機艙罩后段上蓋組件的測量對象是其整個外形,公差要求是整個外形的公差要求是1.5mm,且超出誤差范圍內的點不得超過總數的8%,最大超出點的誤差不大超過要求的120%,即最大超差點的誤差應在±1.8mm內。
2.1.3站位設置
Leica AT901 LR激光跟蹤儀的測量范圍已達160m,測量精度達到15μm+6μm/m。同時考慮到激光跟蹤儀布站原則,激光跟蹤儀設置在該發動機艙罩后段上蓋組件的中間,距離為2.5mm左右處。
2.2測量方案實施
2.2.1粗定位
將該發動機艙罩后段上蓋組件stp格式的CAD模型導入到計算機測量軟件中。此CAD模型包含零組件及部件的MBD數字化定義模型。在此CAD模型上選取六個特征點如圖2所示,此六個特征點應盡量包括該曲面的所有特征,且要限制住此型面的六個自由度。然后在設置好的激光跟蹤儀站位下,測量此六個特征點,通過最小二乘法完成該發動機艙罩后段的初步對齊。
2.2.2精定位
六點粗定位后,該發動機艙罩后段上蓋組件在激光跟蹤儀下的測量坐標系已經初步轉化到裝配坐標系下,結合該組件的自身特點,對其關鍵測量點進行測量。因組件一般較小,考慮測量效率和測量準確度,一般直接通過掃描其外形,測量出外形的OTP點如圖所示,然后將掃描測量出來的OTP點云和數模CAD模型通過最小二乘法進行迭代擬合,最終完成該發動機艙罩后段上蓋組件的精確定位,完成基準的統一。同時最佳擬合完成后,將掃描測量出來的OTP點的偏差值顯示出來。
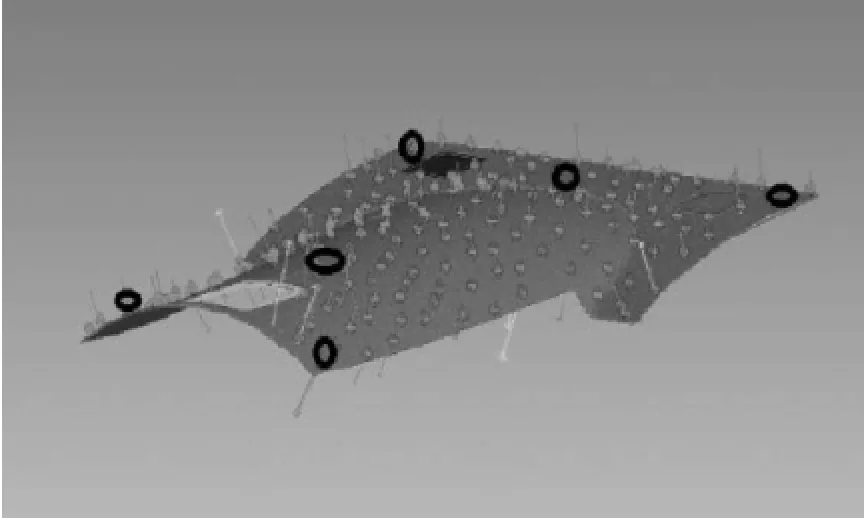
圖2 某發動機艙罩后段上蓋組件
2.3測量報告與分析
測量報告如圖3所示,可見有8個測量點超差。原則上每個OTP點的超差值不得超過其公差的20%,并且超差總數少于8%的屬于合格產品。而此組件外形只有一個點的誤差為-2mm,超出公差要求的±1.5mm的20%,對此點進行分析由于其外形周圍只有此點超差,可判定是測量因素造成的。最終通過測量分析該發動機艙罩后段上蓋組件外形合格。
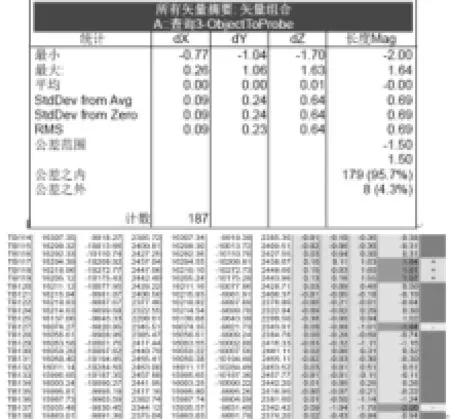
圖3 測量報告
3 結語
本文應用激光跟蹤測量技術,以某型號通用飛機的發動機艙罩后段上蓋組件為典型研究對象,研究了組件外形測量中的主要技術問題,實現了組件外形的測量。通過分析該組件外形的測量方式、跟蹤儀站位設置等問題,給出了測量方案,實現了組件外形的測量。實際應用表明,采用上述技術和方法能夠精確、高效的完成組件外形測量。后續研究將進一步深化數字化測量技術在工程實際中的應用,減少測量誤差,提高裝配效率和裝配質量。
[1] 胡問鳴.通用飛機.第1版.北京:航空工業出版社,2008: 3-8
[2] 王彥喜,閔俊,劉剛.激光跟蹤儀在飛機型架裝配中的應用[J].航空制造技術,2010(19):92-97.
V262.4;V260.5
A
1003-5168(2015)11-035-02
王軍杰(1988-)男,漢族,河北邢臺人,現為河北科技大學在讀碩士研究生,主要研究方向為數字化測量。
方憶湘為通訊作者。
猜你喜歡
小哥白尼(軍事科學)(2022年3期)2022-06-09 03:11:24
環球時報(2022-05-30)2022-05-30 15:16:57
民用飛機設計與研究(2020年4期)2020-11-27 17:34:02
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年11期)2019-06-24 03:40:28
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04