空氣霧化燃油噴嘴高效加工工藝研究
2015-10-12 08:03:30黃強(qiáng)飛陳艷芳黃袖清
科技創(chuàng)新導(dǎo)報 2015年19期
關(guān)鍵詞:數(shù)控加工
黃強(qiáng)飛 陳艷芳 黃袖清
摘 要:燃油噴嘴是發(fā)動機(jī)燃燒室的一個重要零件。它的主要功用是按照發(fā)動機(jī)不同的工作狀態(tài),供給燃燒室合適數(shù)量的、具有良好霧化質(zhì)量的燃油。其中噴嘴的供油量是保證發(fā)動機(jī)推力要求、影響燃燒效率和性能的一個主要指標(biāo)。通過噴嘴高效加工工藝研究,可以解決小尺寸噴口和旋流器高效數(shù)控加工、高精度霧化噴嘴孔流量調(diào)試、噴口和渦流片沖鉚后松動等關(guān)鍵技術(shù)瓶頸,具有較大的指導(dǎo)意義和廣闊的應(yīng)用前景。該文通過采用Edgecam七軸數(shù)控編程軟件開發(fā)了加工小尺寸噴口及渦流器槽的編程工藝,結(jié)合機(jī)械自動翻邊代替手工翻邊的機(jī)械加工工藝,進(jìn)行翻邊夾具的設(shè)計與研究,開辟了一條空氣霧化噴嘴制造的高效加工途徑。
關(guān)鍵詞:霧化噴嘴 數(shù)控加工 機(jī)械翻邊 流量調(diào)試
中圖分類號:V22 文獻(xiàn)標(biāo)識碼:A 文章編號:1674-098X(2015)07(a)-0112-02
空氣霧化燃油噴嘴與離心式、直流式噴嘴不僅從結(jié)構(gòu)上有較大差異,而且在加工工藝方面也具有特殊性,國內(nèi)開展此方面的研究很少。該文通過采用Edgecam七軸數(shù)控編程軟件開發(fā)了加工小尺寸噴口及渦流器槽的編程工藝,結(jié)合機(jī)械自動翻邊代替手工翻邊的機(jī)械加工工藝,進(jìn)行翻邊夾具的設(shè)計與研究,開辟了一條空氣霧化噴嘴制造的高效加工途徑。
1 優(yōu)化噴口及霧化噴嘴組件工藝技術(shù)
噴口、渦流器鉚接后進(jìn)行流量試驗(yàn)合格后入庫,到組件燃油噴嘴進(jìn)行組件的流量試驗(yàn),發(fā)現(xiàn)組件進(jìn)行流量試驗(yàn)時漏油,剖開檢查噴口,發(fā)現(xiàn)φ4.8(+0.02)孔裂紋。究竟是單件噴口形成還是組件燃油噴嘴真空釬焊后形成,需要我們對噴口、燃油噴嘴工藝方案進(jìn)行分析。分析后發(fā)現(xiàn)單件噴口電火花φ4.8孔,在表面形成重鑄層,經(jīng)過組件工序真空釬焊后易形成表面微裂紋,進(jìn)行組件流量試驗(yàn)后燃油從該處漏油,帶來質(zhì)量隱患。解決方案是將噴口工藝路線進(jìn)行調(diào)整,將電火花工序改為數(shù)控加工,一是防止真空釬焊后電火花表面形成重鑄層;二是電火花加工效率低,改為數(shù)控后提高加工效率。
2 購置七軸編程軟件,實(shí)現(xiàn)數(shù)控高效加工技術(shù)
以前編程是利用Mastercam9.0,先在數(shù)車環(huán)境下編好數(shù)車程序,放在七軸第一主軸上加工,再在數(shù)銑環(huán)境下編好數(shù)銑程序,生成后置處理,手動進(jìn)行坐標(biāo)轉(zhuǎn)換,在第二主軸上加工。手動轉(zhuǎn)換坐標(biāo)轉(zhuǎn)換編程繁瑣,工作量大且容易出錯,通過與UG軟件公司、北京蘭光、英國VERO公司等軟件公司進(jìn)行技術(shù)交流,購置集一套數(shù)車、數(shù)銑和設(shè)計編程一體的實(shí)體編程軟件。
2011年通過招標(biāo)購買英國VERO公司Edagecam編程軟件。Edagecam編程軟件分設(shè)計和編程兩個模塊,將設(shè)計和編程模塊集為一體。機(jī)床軟件在驗(yàn)收中,對軟件后置處理提出多條整改意見。在北京優(yōu)徑創(chuàng)能軟件技術(shù)優(yōu)先公司的工程師參與試切和后處理的定制過程中,該軟件已成熟使用。
3 數(shù)控微孔編程模塊建立技術(shù)
采用車銑復(fù)合將所有機(jī)加尺寸一次加工出來。渦流片兩孔徑的尺寸φ0.51(+0.01),孔位置尺寸0.42±0.012、0.75±0.012及角度45°±10′、孔表面粗糙度直接影響噴嘴流量試驗(yàn)試驗(yàn)性能。經(jīng)過多次工藝編程試驗(yàn)并在萬能高倍顯微鏡下檢測,總結(jié)出來加工微斜孔的編程方法。
(1)螺旋銑微孔,深度為孔深的1/5。
在設(shè)計模塊下搜索微孔特征—在設(shè)計模塊下新建微孔坐標(biāo)系—進(jìn)入編程模塊—在編程模塊中選擇刀具—選擇銑切加工模式:平面模式—機(jī)床轉(zhuǎn)向微孔新建坐標(biāo)系—選擇銑切加工方式:輪廓銑—在輪廓銑切削參數(shù)中選擇:螺旋,設(shè)置好切削深度、切削轉(zhuǎn)速、進(jìn)給量等參數(shù)—刀具回零—生成NC程序。
(2)鉆孔。
在編程模塊中選擇鉆頭—選擇銑切加工模式:平面模式—機(jī)床轉(zhuǎn)向微孔新建坐標(biāo)系—選擇銑切加工方式:孔加工—在孔加工參數(shù)中設(shè)置好切削深度、切削轉(zhuǎn)速、進(jìn)給量等參數(shù)—刀具回零—生成NC程序。
(3)鉸孔。
在編程模塊中選擇鉸刀—選擇銑切加工模式:平面模式—機(jī)床轉(zhuǎn)向微孔新建坐標(biāo)系—選擇銑切加工方式:孔加工—在孔加工參數(shù)中設(shè)置好切削深度、切削轉(zhuǎn)速、進(jìn)給量等參數(shù)—刀具回零—生成NC程序。
(4)模擬。
在Edagecame模擬器中模擬,將機(jī)床顯示打開,可形象顯示零件在機(jī)床中加工情況。
4 噴口和渦流片機(jī)械沖鉚技術(shù)
(1)沖鉚夾具的改進(jìn):原翻邊沖鉚夾具操作繁瑣,須先將兩螺母取下,再將壓板取出,裝入零件后放平壓板,最后用扳手?jǐn)Q緊螺母。手動敲打插銷零件沖鉚后報廢嚴(yán)重,零件合格率不到20%,難以保證噴口與渦流片完全固緊和密封,導(dǎo)致零件合格率低,生產(chǎn)效率低,加工成本顯著上升。改進(jìn)后夾具將壓板取出,直接裝入零件,放在壓力機(jī)上壓緊。新夾具比原夾具省去裝、卸兩螺母時間,裝夾效率得到提高。
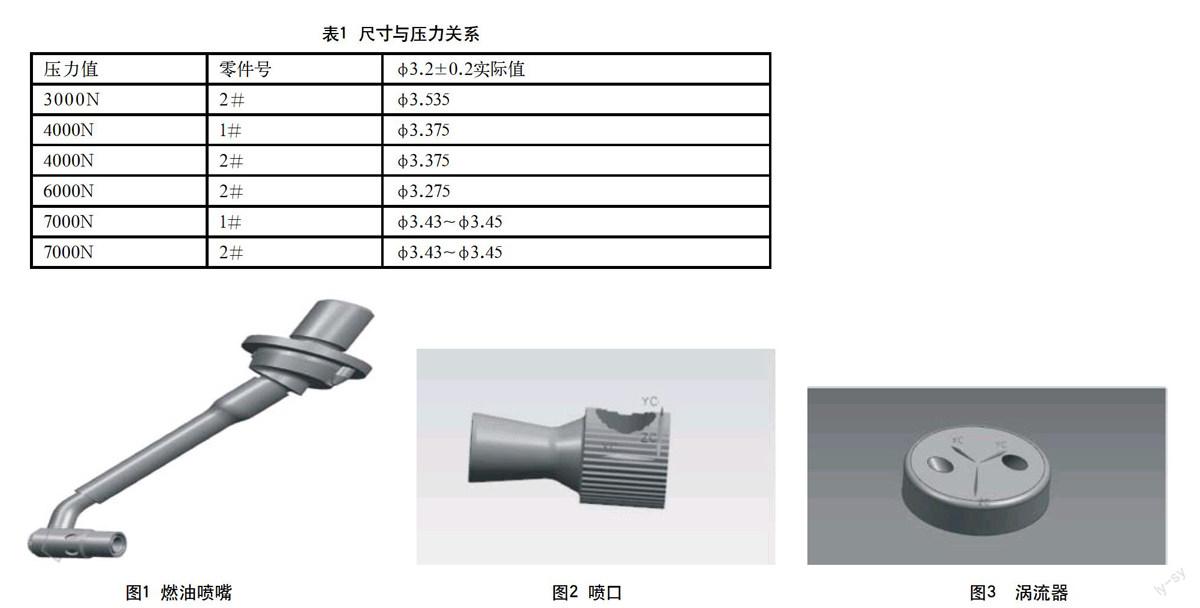
(2)翻邊操作工藝的改進(jìn):原翻邊操作是手工操作,工人用榔頭敲打夾具,由于用力不均勻,翻邊尺寸φ3.2±0.2需時時在高倍放大鏡上檢測,有時用力過輕,φ3.2±0.2檢測則沒有到尺寸,又需敲打,后又檢測,直到合格;如用力過重,φ3.2±0.2尺寸超差則報廢。解決方案:在壓力機(jī)上加工,進(jìn)行工藝試驗(yàn),固化壓力值。用機(jī)械可調(diào)式壓力機(jī)加工,壓力機(jī)直接壓在夾具上,壓力從1000N加到10000N, 先插入140°定位銷,再插入170°定位銷,時間保持6s,壓完后剖開零件在坐標(biāo)工具顯微鏡測量尺寸為φ3.2±0.2,尺寸與壓力關(guān)系。(見表1)
(3)實(shí)施效果:確定壓力參數(shù)為4000N-5000N,并制定樣件,同時送熒光檢驗(yàn)、磁粉檢驗(yàn)檢查無裂紋,壓力機(jī)翻邊壓力固定,尺寸容易保證,且無裂紋,質(zhì)量穩(wěn)定。首件調(diào)好后單件加工時間只需6 min,不需要反復(fù)在高倍放大鏡下檢測尺寸。取代傳統(tǒng)手工加工需要調(diào)試25 min,降低了工人加工的難度,提高了加工效率。
5 應(yīng)用效果
(1)生產(chǎn)效率和產(chǎn)品質(zhì)量。
單件噴口加工情況:采用電火花機(jī)床的加工時間、組件裂紋、組件漏油分別為40 min、30%、30%;而采用數(shù)控機(jī)床其相應(yīng)數(shù)據(jù)分別為10 min、0、0。單件渦流片加工情況:采用人工翻邊的加工時間和合格率分別為25 min、50%;而采用機(jī)床翻邊的相應(yīng)數(shù)據(jù)分別為6 min、80%。
(2)效果。
改進(jìn)后零件的跳動和精密尺寸的合格率大幅度提高,零件的準(zhǔn)備時間減少,提高了加工效率。通過改進(jìn)達(dá)到組件流量試驗(yàn)取得了較好的效果。
6 結(jié)語
通過對噴口、渦流片等零件的結(jié)構(gòu)、加工方法與加工參數(shù)的優(yōu)化與改進(jìn),以及機(jī)械自動翻邊代替手工翻邊、微孔七軸加工與編程、翻邊夾具的設(shè)計和制造等創(chuàng)新點(diǎn),大大提高了燃油噴嘴組件的流量試驗(yàn)合格率,能滿足小批生產(chǎn)的需要,而且攻關(guān)中的經(jīng)驗(yàn)及思路可推廣至其他類似燃油噴嘴的加工與調(diào)試工作中,以此來提高科研生產(chǎn)水平和加快生產(chǎn)進(jìn)度,為航機(jī)的順利交付提供有力保障。
參考文獻(xiàn)
[1] 李杰.LEAP-X發(fā)動機(jī)的創(chuàng)新性技術(shù)[J].航空科學(xué)技術(shù),2011(4):12-14.
[2] 李杰.TAPS燃燒室燃油噴嘴結(jié)構(gòu)設(shè)計特點(diǎn)分析及思考[J].航空科學(xué)技術(shù),2010(1):8-10.
[3] 劉存喜.多級旋流空氣霧化噴嘴霧化特性及光學(xué)測試方法研究[D].中國科學(xué)院研究生院:工程熱物理研究所,2012.
[4] 張弛,張榮偉,徐國強(qiáng),等.直射式雙旋流空氣霧化噴嘴的霧化效果[J].航空動力學(xué)報,2006(5):805-809.
猜你喜歡
科技創(chuàng)新與應(yīng)用(2016年34期)2016-12-23 18:55:29
職業(yè)·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術(shù)新產(chǎn)品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18
