塑料超聲波鉚接技術
2015-10-10 00:16:07張勝玉
橡塑技術與裝備 2015年12期
張勝玉
(廣州市特種設備行業協會,廣東 廣州 510380)
塑料超聲波鉚接技術
張勝玉
(廣州市特種設備行業協會,廣東廣州510380)
超聲波鉚接是一種連接異種材料(通常是塑料與金屬或異種塑料)的裝配方法。它通過可控熔化和整形塑料柱銷在另一工件上產生鎖頭并將其鎖定。由于超聲波鉚接具有循環時間短、可重復性好、易控制、緊裝配、能一次鉚接多元件等優點,在汽車、五金、電子、電器、儀器儀表、航空航天工業獲得了廣泛的應用。本文對超聲波鉚接原理及過程、鉚接適應性、鉚接結構、鉚接技術、特點、常見問題分析及處理進行了論述。
超聲波鉚接;裝配方法;金屬與塑料;異種塑料;焊頭;空腔;凸臺;柱銷;整形;鉚接結構
超聲波鉚接,有時稱超聲波鉚焊,是一種極好的連接異種材料的裝配方法。在兩工件由異種不可焊塑料組成或者一個工件相對于另一工件簡單的機械固定足夠(不需分子鍵合)時,超聲波鉚接可以代替超聲波焊接。超聲波鉚接最常用于金屬與塑料的連接。
1 超聲波鉚接原理及過程
超聲波鉚接的基本原理是將高頻電能轉化為高頻機械能以往復縱向移動的方式作用于熱塑性塑料,在塑料/塑料或者塑料/金屬界面產生摩擦熱,形成局部熔化,通過可控熔化和整形塑料凸臺或柱銷以鎖定另一零件。
在超聲波鉚接的過程中,熔化塑料的控制流用于鎖定另一零件(通常是另一種塑料或金屬)。預成型塑料柱銷從待鎖定零件的孔中穿出,來自焊頭的高頻超聲振動傳遞給柱銷上部,柱銷由于摩擦熱產生熔化并填充焊頭空腔體積,結果產生鉚頭鎖緊零件。塑料柱銷是在持續輕壓下漸次熔化形成鉚頭。焊頭的輕微壓力使柱銷頭部形成特定的形狀(由焊頭端部結構決定)。振動停止后,塑料凝固,異種材料固結在一起。
2 各種塑料的超聲波鉚接適應性
超聲波鉚接適用于塑料與其它材料如金屬的連接以及異種塑料的連接。但可能不適合于同種塑料的連接,因為在這種情況下,柱銷的軟化頭有可能與配合件焊在一起并形成尖銳缺口,造成應力集中和脆化接頭。與普通的超聲波焊接剛好相反,通常塑料愈軟,愈容易超聲波鉚接。不過,采用適當的振幅和壓力組合大多數塑料能獲得良好的結果。為取得最好的結果,超聲波鉚接限于用于熔化/軟化溫度差至少達22 ℃的塑料之間。表1列出了各種常用熱塑性塑料超聲波鉚接難易程度。
3 超聲波鉚接結構
超聲波鉚接在待裝配工件還處于設計階段時就應該加以考慮。有幾種柱銷/空腔設計結構,每一種各有其優缺點。結構的選擇由塑料種類、工件幾何形狀、裝配要求、機加工和成型能力及美觀外形等因素決定。每一種結構的超聲波鉚接原則是相同的:焊頭和柱銷之間的初始接觸面積保持最小以便集中能量和產生快速熔化。
超聲波鉚接組件的完整性很大程度上取決于柱銷與空腔之間的幾何關系。適當的設計會產生最佳強度及最少飛邊。只要有可能,柱銷應設計成底部帶下凹半徑以防止斷裂或熔化。配合零件中的孔應倒圓或者至少去毛刺。應避免長的柱銷。柱銷應適當定位和自下剛性支撐以確保能量消耗在焊頭/柱銷界面而不是作用于整個塑料組件和夾具。在焊頭接觸柱銷之前開始超聲振動可獲得最佳的鉚接結果。這樣防止“冷成型”,允許柱銷的逐漸整形。超聲振動的預觸發由預觸發開關完成。為獲得可重復的結果,鉚接時焊頭前進的距離應保持一致并受限位擋塊調節的限制。

表1 常用熱塑性塑料超聲波鉚接難易程度
各種超聲波鉚接結構如下:
3.1標準(蓮座)形鉚接(standard rosette profile stake)
如圖1所示,標準形鉚接最常用于直徑D大于等于1.6 mm的柱銷。模制柱銷上部是平的,熔化由焊頭空腔中的小伸出尖端引起。產生的鉚頭是柱銷直徑的兩倍,滿足絕大多數鉚接應用要求。它非常適合于鉚接硬質和軟質無磨料(未填充的)熱塑性塑料,尤其是低密度無磨料非結晶性塑料。螺紋焊頭的標準螺紋尖端適用于直徑為0.8~4.8 mm的柱銷。標準型不應該用于直徑4 mm以上的柱銷,這時應使用低斷面鉚接和中空鉚接。1.6 mm以下的柱銷應該用圓頂鉚接。
3.2低斷面鉚接(low profile stake)
如圖2所示,低斷面鉚接與標準型鉚接非常相似。區別在于最終鉚頭高度的不同。鉚頭高度的降低(低斷面)在用于空間受限的地方是有利的,它縮短循環時間,但鉚接強度較低。

圖1 標準形鉚接

圖2 低斷面鉚接
3.3圓頂鉚接(dome stake)
如圖3所示,圓頂鉚接推薦用于直徑小于1.6 mm的柱銷或者鉚接多個柱銷時。它尤其用于非常小的直徑或者填充玻璃或礦物質的塑料。推薦用于有明確熔化溫度的硬質結晶性塑料、含磨料塑料及易降解塑料。柱銷的上部應是錐形的。在減少通過柱銷傳遞能量的同時,這有助于開始熔化。焊頭和柱銷之間的對中并不如標準型那么重要,因為尖端和工件可以自動調整。在鉚接玻璃填充材料時,圓頂鉚接尖端比標準型尖端不容易磨損。
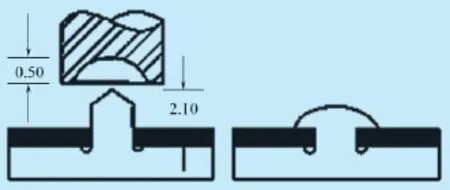
圖3 圓頂鉚接
3.4滾花鉚接(knurled stake)
如圖4所示,可獲得凸紋和凹紋圖案的滾花鉚接是為簡便和快捷裝配而設計的。因為飛邊不可控,它用于外觀和強度并不重要的場合。沒有規定尺寸的焊頭空腔,可進行多個鉚接而不需考慮精確對準或者柱銷的直徑。由于對準并不是重要考慮事項,滾花鉚接非常適合于大批量生產。通常推薦采用手持超聲波點焊機操作。
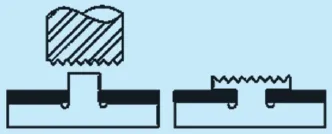
圖4 滾花鉚接
3.5齊平鉚接(flush stake)
如圖5所示,在需要齊平表面和內裝件中有足夠厚度允許凹進(凹槽或埋頭孔)的應用場合,適合于齊平鉚接。推薦使用圓頂鉚接所用的錐形柱銷設計。使用平整表面的焊頭或端部。齊平鉚接可用于所有熱塑性塑料,強度比其它設計要低。

圖5 齊平鉚接
3.6中空鉚接(hollow stake)

圖6 中空鉚接
如圖6所示,中空鉚接通常用于直徑大于等于4 mm的柱銷。中空柱銷模制時是有利的,因為能防止出現表面縮陷和內部空洞。鉚接中空柱銷產生大而強的鉚頭而不必熔化和移動大量材料。而且在需要拆卸修理時,可通過除掉形成的柱銷頭部接近內部組件并將自攻螺絲敲進柱銷內徑重新裝配來進行修理。
3.7多元件鉚接(multiple staking)
在很多情況下,可以一次鉚接多個柱銷。此外還允許多平面柱銷的鉚接,只要這些平面相對彼此靠近(一般小于6.35 mm)。多元件鉚接的可行性取決于是否能設計適當運作的焊頭。在零件幾何形狀排除使用標準焊頭的場合,可設計多元件焊頭滿足應用要求。帶六個尖端的焊頭已成功應用于多元件鉚接。鉚接質量隨工件尺寸一致性和焊頭振幅均勻性而變化。
不論選擇哪種特殊的鉚接結構,都有一些共同的設計特點。設計時考慮這些特點可以最大化效率和過程一致性。
(1)柱銷底部半徑有助于消除高應力集中區(如尖角處)。引入半徑的兩種方法如圖7所示。不引入半徑可能造成柱銷底部燒傷或斷裂而不是在焊頭/柱銷界面消耗能量。

圖7 在柱銷/工件設計中引入半徑
(2)柱銷與通孔之間的配合至關重要,這是因為所形成鉚頭的完整性取決于空腔和移動材料的體積關系。零件之間配合的變化可能改變這種關系,出現不一致。例如沿著柱銷直徑與孔徑之間側壁的間隙(見圖8)會允許部分位移材料流入,減少形成鉚頭的材料。因而,一般推薦滑動配合。
4 超聲波鉚接技術
依據材料和鉚接要求,有兩種鉚接方法:常規方法(最常用)和高壓法。兩種方法都需要柱銷適當定位和正下方剛性支撐以確保對準焊頭空腔以及能量消耗于焊頭/柱銷界面而不是作用于整個塑料組件和夾具。

圖8 工件之間配合
4.1常規方法
在此情況下,超聲波能量集中在塑料柱銷上部,所以只有該區域開始熔化。用于產生這種熔化鉚接方法的機件在接觸柱銷上部之前通常需要預觸發(供給超聲波焊頭能量)。焊頭以預定速度和壓力下降到接觸柱銷表面,允許柱銷表面熔化。焊頭下降速度不快于塑料柱銷的熔化速度至關重要,因為這樣可防止柱銷變形或彎曲。塑料柱銷熔進焊頭空腔內。然后需要一段保壓時間允許已整形的柱銷頭部凝固。凝固過程中成形頭部和焊頭之間足夠的夾緊力保持工件之間緊緊咬合。與超聲波塑料焊接不同,鉚接需要在焊頭與塑料表面之間產生不同相的振動。在有限接觸區域的不同相振動需要輕的初始接觸壓力。在持續輕壓下塑料柱銷的漸次熔化形成鉚頭。鉚接過程中推薦采用低壓力而不是高壓力。因為接合部件在焊頭壓力下夾緊直至鉚頭凝固,因而鉚接可以形成緊裝配,不存在熱熔(heat staking)和冷成型(cold forming)時發生的彈性復原情況。
常規方法工藝參數如下:慢的下降速度、低動態觸發參數設置的預觸發、低壓力、中到高振幅、柱銷下部剛性支承。
4.2高壓法
高壓法需要在表面沒有達到熔化溫度時整形塑料柱銷,用平面焊頭(包含空腔)創造條件軟化柱銷和使柱銷形成為平釘頭外形。高壓法作用于彈性材料如ABS和高抗沖苯乙烯或者聚乙烯和聚丙烯效果最好,作用于更硬的材料如聚碳酸酯和乙縮醛效果也不錯。用于實現高壓鉚接的機件在供給超聲波焊頭能量和使用低振幅之前需要大力作用于焊頭工作面和塑料柱銷上部之間。在柱銷上部和焊頭之間施加高壓時,建議僅采用低斷面塑料柱銷以利于防止柱銷彎曲。圖9所示為蘑菇狀柱銷斷面圖。高壓法工藝參數如下:中等下降速度、中到高動態觸發參數設置、中到高壓力、低振幅、柱銷下部剛性支承。

圖9 高壓鉚接
5 超聲波鉚接特點
超聲波鉚接優點:循環時間短(通常少于1 s)、設計簡單、無彈性復原的緊裝配、成形塑料應力最小、不需耗材如螺釘和鉚釘、單焊頭能進行多元件鉚接、可重復性和過程可控性好(能獲得一致的結果)、在大多數情況下能夠鉚接著色的或鍍鉻的凸臺或柱銷。
超聲波塑料鉚接設備工作頻率有20、30、40 kHz。取決于具體應用,每一種頻率都有利有弊。
20 kHz優點是有利于大尺寸凸臺或柱銷。缺點是在焊接過程中較高振幅可能損傷柱銷底部以及造成表面壓痕,還會產生聲頻噪音。
30 kHz優點是幾乎無聲,能鉚接甚至很大的柱銷,超聲波能量保持在近場區而表面壓痕風險降至最低。缺點是特別小的柱銷可能受到中等振幅的損害,因而更適合于40 kHz。
40 kHz優點是幾乎無聲,非常適合于特別小的柱銷。缺點是可能缺乏足夠的振幅在適當的循環時間完成焊接,因此造成柱銷損傷或者表面壓痕。難以焊接中到大的柱銷。
6 超聲波鉚接常見問題分析與處理
超聲波鉚接中,經常遇到的問題和可能的產生原因及解決辦法見表2。

表2 超聲波鉚接常見問題分析與處理

續表
7 結語
超聲波鉚接是一種熔化和整形柱銷以機械鎖定工件的裝配方法。在兩連接工件由異種不可焊材料(如金屬與塑料)組成或者一個工件相對于另一工件簡單的機械固定足夠(不需分子鍵合)時,超聲波鉚接可以替代焊接。超聲波鉚接最常用于金屬與塑料的連接。
超聲波鉚接組件的完整性取決于柱銷與空腔之間的幾何關系及成形柱銷時所用的超聲波參數。適當的鉚接設計會產生最佳柱銷強度及最少飛邊的外觀。結構設計取決于應用要求及待鉚接的柱銷外形尺寸。每一種結構的超聲波鉚接原則都是一樣的:焊頭和柱銷之間的初始接觸面積保持最小以便集中能量和產生快速可控的熔化。
超聲波鉚接一般指導原則如下:
使用高振幅焊頭、小接觸面積以集中加熱和提高熔化速度;輕的初始接觸壓力與可控的焊頭下降速度以便將超聲波能量集中于有限的焊頭/柱銷接觸區域;預觸發超聲波能量以產生不同相關系,防止焊頭/柱銷連在一起;慢的致動器下降速度在允許塑料流入焊頭空腔的同時防止柱銷斷裂;在保壓時間內較大的保持壓力使柱銷獲得保留連接材料的最佳強度。
塑料超聲波鉚接技術是一種簡單、低廉、高效、簡易的永久性固定裝配技術,可以將塑料件與金屬件或其他不可焊接材質的組件鉚接裝配成一體,鉚接面美觀、光潔度好,不易龜裂脆化。該技術具有循環時間短、設計簡單、緊裝配、成形塑料應力最小、不需耗材、可重復性好、過程可控、單焊頭能進行多元件鉚接、無污染、加工質量高等優點,可廣泛應用于汽車、五金、電子、電器、儀器儀表、航空航天等行業的生產中。
(XS-04)
Plastic ultrasonic riveting technology
TQ320.674
1009-797X(2015)12-0016-06
B DOI:10.13520/j.cnki.rpte.2015.12.003
張勝玉(1970-),男,高級工程師,畢業于上海交通大學材料科學及工程系焊接專業,工學學士。已發表論文10余篇,其中《塑料激光焊接》在第三屆華中地區科學技術推廣大會榮獲二等獎,《攪動摩擦焊原理及應用》被中國高科技產業化研究會評為一等獎。研究方向:塑料及復合材料焊接,焊接新技術、新工藝。
2014-11-13
