磁力研磨對440c不銹鋼表面形貌的影響
2015-09-26 02:03:22張桂香趙文聰
電鍍與精飾 2015年3期
關鍵詞:不銹鋼
吳 昊,張桂香,趙文聰
(山東理工大學機械工程學院,山東淄博255049)
引 言
440c不銹鋼是一種馬氏體型不銹鋼,其鉻質量分數為17%,碳質量分數達到1%左右[1],由于其高碳、高鉻的特性,熱處理后碳化物數量多,因此440c不銹鋼具有較高的強度、硬度、耐磨性和抗氧化性[2]。440c不銹鋼在大氣、水蒸氣和不超過30℃的鹽水溶液、硝酸及食品介質中具有足夠的耐蝕性,廣泛用于制作抗弱腐蝕性介質并能承受沖擊負荷的零件[3],如球閥、軸承、水壓閥、泵、渦輪、壓縮機、軸、餐具、手術刀具以及外科磨具[4]等。目前,國內外對不銹鋼類零件的光整加工技術僅以砂布拋光、毛絲面加工等表面研磨方式為主,這類加工方法在加工期間過程繁雜、加工設備昂貴,表面粗糙度僅能達到 0.25μm 左右[5]。
光整加工作為零件加工的最后一道工序對零件的質量起著至關重要的作用。磁力研磨作為新興的光整加工技術[6-7],利用磁場使磁極吸附磨料對零件表面進行研磨加工的工藝方法。由于磁力研磨屬于微量磨削[8],并且在加工過程中磁性磨粒的交變磨損作用[9],可以在短時間內獲得很好的零件表面形貌和較低的表面粗糙度。由于磁力研磨具有自適應性,工具無需補償、修形等特點有望和數控技術相結合實現加工自動化[10-11]。因此,對440c不繡鋼進行磁力研磨實驗研究,探討其加工后表面形貌特征和表面粗糙度的變化,目的是使該類零件在工業方面得到更廣泛的應用和推廣。
1 實驗加工條件與檢測裝置
實驗裝置為XK7136C型數控銑床改裝的平面研磨裝置;試樣為440c不銹鋼薄板(400mm×35mm×3mm),磁極N38釹鐵硼永磁極(Φ13mm)在1.5~2.0mm的間隙內產生的磁感應強度為0.90 ~0.75T;研磨液采用煤油;選用Al2O3系磨料75~150μm、48~75μm、38~48μm,加工 t依次為8、8 和4min,總加工 t為20min。
采用TR200手持式表面粗糙度儀(北京時代公司)測定工件表面粗糙度,在加工區域內隨機測量數次取平均值作為最終工件表面粗糙度。采用MicroXAM-100白光干涉儀(美國Tencor公司)測工件加工前后表面形貌。
2 正交試驗設計與分析
由于440c不銹鋼硬度較高,磨削時材料表面粘性大且升溫快,所以選取Al2O3系磨料(w7)對試樣進行磁力研磨。這類磨料熱穩定性好,化學惰性強,不易與鐵族元素產生親和作用。針對440c不銹鋼磁力研磨中的主要參數(主軸轉速、加工間隙、磨削進給速度和磨料填充量)進行正交試驗設計,并探討了加工參數對表面粗糙度的影響[5]。以最少的試驗次數獲得440c不銹鋼磁力研磨加工的優化參數。試驗因素水平如表1所示。
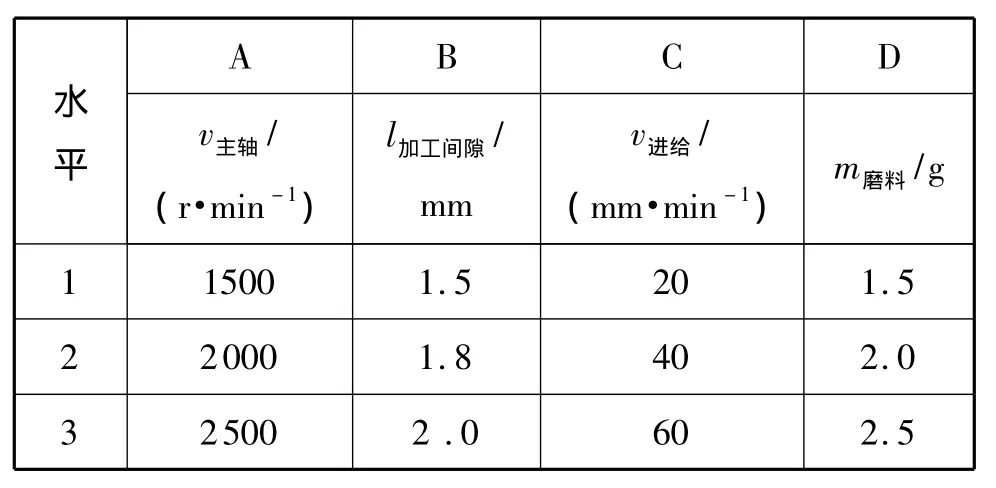
表1 試驗因素水平
各個主要參數水平分別采用正交表格形式組合進行試驗,采用直觀因素分析法對試驗數據進行分析,如表2所示。
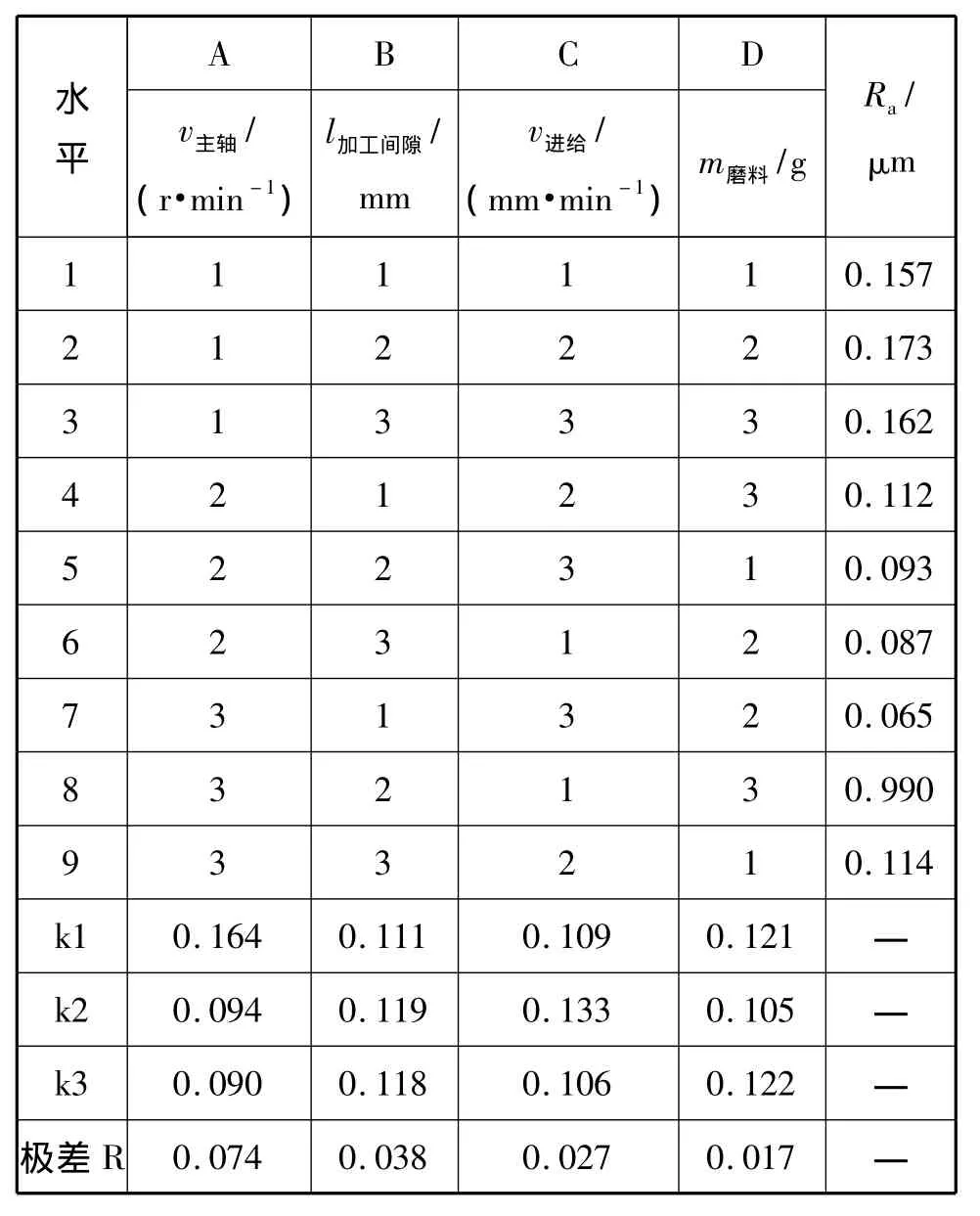
表2 試驗直觀分析結果
由于試驗是以表面粗糙度為評價指標,所以各因素應取各水平因素的最小平均值。對于主軸轉速v來說,Ak3<Ak2<Ak1,故選取A3(第三個因素平均值)水平參數。以此類推,剩余的最佳參數為B1C3D2。即優化參數為主軸轉速2500r/min、加工間隙 1.5mm、進給速度60mm/min、磨料填充量2.0g。采用極差分析法分析,極差R越大說明該極差所對應的參數對試驗影響越大,根據表2的極差結果分析RA>RB>RC>RD,即各參數對試驗的影響順序為:主軸轉速>加工間隙>進給速度>磨料填充量。對于高硬度440c不銹鋼,為達到磨削加工的良好效果,高轉速下產生的磨削力是必不可少的;而1.5mm的加工間隙可以使得磁極產生足夠的磁場強度,吸附磨料防止磨料飛濺,降低研磨效率。
3 實驗結果與討論
3.1 表面形貌與微觀紋理的變化
圖1 為440c不銹鋼加工前后表面形貌照片。440c不銹鋼經過精密磨床磨削,受到機械加工工藝系統的振動使工件與磨具之間成形運動受到破壞,從而在工件表面沿加工方向形成溝壑型劃痕。原始試樣在磨床磨削過程中,受到豎直方向的擠壓作用,受到磨床精度的影響,在相對運動中導致試樣表面余留大量毛刺,如圖1(a)所示。在經過磁力研磨以后,材料表面溝壑劃痕得以去除,大量毛刺也消失,如圖1(b)所示。這是因為在磁力研磨過程中,磁性磨粒與材料表面以一定方式相對運動,磁場力使磁性磨料始終壓向試樣表面[9],對表面產生擠壓作用,大量毛刺得以去除。由于在加工過程中,磁性磨粒集中在磁力線密集的溝壑表面凸起附近,溝壑型劃痕凸體處的塑變磨損相對較大,最終消失不見。表面形貌和紋理的改善,使得腐蝕性物質不易在表面積聚,滲透和腐蝕作用變小,使440c不銹鋼耐腐蝕性得到提高[12]。
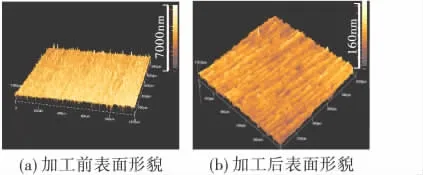
圖1 440c不銹鋼三維表面形貌照片
3.2 表面粗糙度的變化
表面粗糙度能夠度量表面的微觀不平度,表征被加工表面的微觀幾何形狀誤差,是實驗研究表面完整性中的一個重要環節。原始工件受到常規機械加工各方面因素的影響,表面粗糙度增加,難以達到使用要求。在經過磁力研磨以后,工件由于受到磁性磨粒磨削、擠壓[8]以及多次塑變磨損和摩擦腐蝕磨損作用[11],研磨效率提高,可以很快的獲得較為光滑的表面。
圖2 為440c不銹鋼試樣加工前后表面粗糙度測試結果。從圖2可以看出,在經過20min磁力研磨后,原始表面粗糙度由 0.450μm下降到0.043μm。磁力研磨加工前后的鏡面效果對比如圖3所示。材料表面粗糙度的降低,抗疲勞強度和耐磨性得到改善,能提高了使用壽命和機械性能。
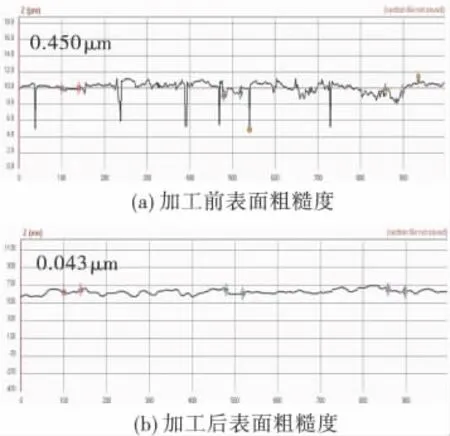
圖2 440c不銹鋼表面粗糙度對比
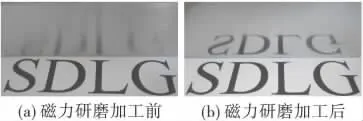
圖3 加工前后鏡面效果對比
4 結論
1)經過正交試驗設計與分析,采用霧化快凝法制備Al2O3磨料,440c不銹鋼磁力研磨的優化參數為主軸 2500r/min、加工間隙 1.5mm、進給速度60mm/min、磨料填充量 2.0g。
2)在磁力研磨過程中,由于磁極吸附磨料形成磁力研磨刷對440c不銹鋼材料表面進行塑變磨損、腐蝕磨損及電化學磨損等作用,其表面形貌狀況得到改善,使材料的耐腐蝕性得到提高。
3)經過磁力研磨后,440c不銹鋼材料表面粗糙度由初始的0.450μm 下降到 0.043μm,獲得良好鏡面效果,材料的疲勞強度和耐磨性得到提高。
[1]梁良華.440C不銹鋼金屬注射成形工藝研究[J].粉末冶金工業,2007,17(6):42-43.
[2]葉文君、胡隆偉、王川.高碳馬氏體不銹鋼440c熱處理工藝[J].金屬加工,2014,(03):46-47.
[3]Thamizhmanii S,BinOmar B.Surface roughness analyses on hard martensitic stainless steel by turning[J].Journal of Achievements in Materials and Manufacturing Engineering.2008,2(26):139-142.
[4]王曉霞.金屬切削原理與刀具[M].北京:航空工業出版社,2000:41-45.
[5]劉文祎、張桂香、張萍萍.永磁場磁力研磨316L不銹鋼試驗研究[J].制造技術與機床,2013,(03):116-117.
[6]Wang A C,Lee S J.Study the characteristics of magnetic finishing with gel abrasive[J].International Journal of Machine ToolsManufacture,2009,49(14):1063-1069.
[7]Yamaguchi Hitomi,Hanada Koraro.Development of spherical magnetic abrasive made by plasma spray[J].Journal of Manufacturing Science and Engineering,2008,130(3):1-9.
[8]Singh Dhirendra K,Jain V K,Raghuram V,et al.Analysis of surface texture generated by a flexible magnetic abrasive brush[J].Wear,2005,(259):1254-1261.
[9]Lin Chingtien,Yang Liehdai,Chow Hanming.Study of magnetic abrasive finishing in free-form surface operations using the taguchi method[J].Int.J.Adv.Manuf.Technol,2007,34(1/2):122-130.
[10]Muthukumarqn V,Selladural V,Nandhakumar S,et al.Experimental investigation on corrosion and hardness of ion implanted AISI316L stain-less steel[J].Materials and Design,2010,57(26):249-251.
[11]吳昊,張桂香,陳春增.磁力研磨加工718模具鋼表面質量和形貌試驗研究[J].制造技術與機床,2014,(06):75-76.
[12]陳珊,陳仁霖,陳學群.鋼材表面硅烷處理后的防腐蝕性能研究[J].材料保護,2008,(04):24-25.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
