Al/Al、Al/Cu組合搭接接頭無針攪拌摩擦焊的前期研究
2015-09-18 05:36:12吳量彭磊魏志毅蘇振華孫向陽西安交通大學陜西西安710049中國重型機械研究院股份公司陜西西安71003
重型機械 2015年2期
關鍵詞:界面
吳量,彭磊,魏志毅,蘇振華,孫向陽(1.西安交通大學,陜西西安710049;.中國重型機械研究院股份公司,陜西西安71003)
Al/Al、Al/Cu組合搭接接頭無針攪拌摩擦焊的前期研究
吳量1,2,彭磊2,魏志毅2,蘇振華2,孫向陽2
(1.西安交通大學,陜西西安710049;2.中國重型機械研究院股份公司,陜西西安710032)
為了消除匙孔和避免硬母材對針的磨損等問題,使用無針攪拌工具的攪拌摩擦搭接焊(FSLW)焊接Al/Al和Al/Cu組合的搭接接頭。在不同的拘束條件下:a)上板Al母材邊緣一邊夾緊一邊自由;b)上板Al母材邊緣兩邊全部用夾具夾緊,分別用直徑為20 mm和30 mm的無針攪拌工具對厚約2 mm的Al/Al、Al/Cu組合板材實施攪拌摩擦焊工藝。針對Al/Al組合(軟組合),無論采取哪種裝夾方式,都能得到良好的焊接接頭;針對Al/Cu組合,當采用(a)方式裝夾時,上板未夾緊的一邊出現明顯地延展變形,易得到穩定可靠的搭接接頭,當采用(b)方式裝夾時,只有在增加壓入深度和增大攪拌頭直徑(增加熱輸入)的情況下,才能得到部分焊合的搭接接頭,若在搭接界面預置Zn箔作為釬料(攪拌摩擦釬焊,FSB),可以明顯改善接頭的強度。
攪拌摩擦搭接焊;拘束;延展變形;攪拌摩擦釬焊
0 前言
要想獲得大面積搭接的焊接接頭,不能采用氬弧焊,而可以采用釬焊、擴散焊和攪拌摩擦焊的方法[1-3]。在后三種方法里面,只有攪拌摩擦焊可以通過攪拌針的力學作用破碎氧化膜[4-5],并且整個焊接過程無需釬劑和保護性氣體[6]。然而攪拌摩擦焊也存在一些缺點,比如攪拌針的磨損、匙孔的殘留[7-10]和受攪拌針尺寸限制較窄的搭接區域[8,9]等問題。
攪拌摩擦焊對焊縫界面的力學作用主要受以下幾種因素地影響:上下板母材的種類、上板的厚度、攪拌針的壓入深度、飛邊、上板的裝夾方式、攪拌頭的形狀和尺寸、焊接參數[8,10]等。為了消除匙孔和避免硬母材對攪拌工具的磨損,現采用無針攪拌工具,利用軸肩的摩擦扭轉對焊縫界面施加力學作用[12],達到破碎分散氧化膜的效果。
近日,為了消除匙孔和減少母材對攪拌針的磨損,在不同的拘束條件下,進行了使用無針攪拌頭的攪拌摩擦焊工藝。第一種裝夾方式是上板的一邊未夾緊處于自由狀態。第二種裝夾方式是上板的兩邊都被夾具夾緊。在FSLW焊接過程中,我們將研究拘束方式的不同對焊接接頭的影響。
1 實驗方法
選用2 mm厚的商業純鋁板和純銅板作為母材,尺寸為100 mm×60 mm。Al/Al組合和Al/ Cu組合的攪拌工具尺寸和焊接工藝參數如表1所示。為了改善硬母材組合的接頭強度,在搭接接頭的搭接位置預置了厚度為0.1 mm的Zn箔,此工藝也被稱作攪拌摩擦釬焊(FSB)[13]。
為了比較FSLW和FSB的差異,通過拉剪測試來測量接頭的強度,并比較了接頭的斷裂載荷和斷裂表面。通過觀察焊后搭接接頭的外觀和斷裂特征來分析拘束方式和預置釬料對焊接界面的影響。
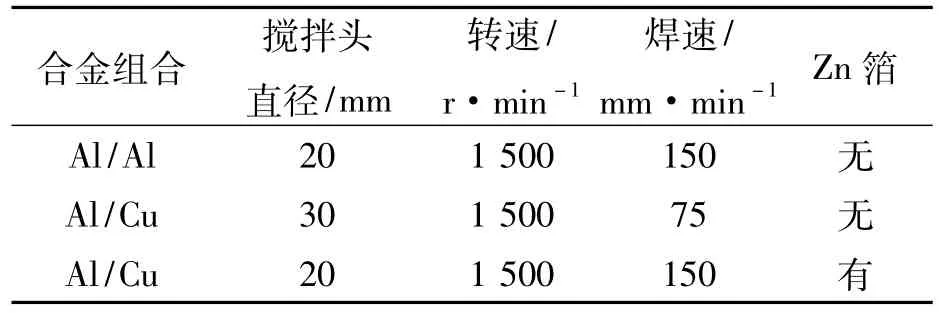
表1 Al/Al組合和Al/Cu組合的攪拌工具尺寸和焊接工藝參數Tab.1 The tool and welding parameters for Al/Al and Al/Cu combinations
2 結果與討論
2.1選用直徑為φ20mm的無針攪拌工具的Al/ Al組合
按照圖1的裝夾方式對Al/Al組合實施焊接工藝,搭接接頭外觀和斷裂路徑分別如圖2a~2c和圖2d~2f所示。觀察圖2a~2c可以得出,接頭外觀光滑,沒有匙孔和毛刺。在拉剪測試過程中,寬度為25 mm的拉剪試樣,全部斷裂于上鋁板母材,并沒有從焊接界面開裂,拉剪載荷穩定在3.5 kN附近。在沒有攪拌針的情況下,焊接接頭的獲得完全依靠攪拌頭肩的熱力學作用。針對Al/Al軟組合,小直徑(20mm)無針攪拌頭能夠產生足夠的熱力學作用而獲得良好的焊接接頭。由此可以總結得到,Al/Al軟組合; (1)在FSLW工藝條件下容易獲得良好的搭接接頭,即使是選用20 mm小直徑的無針攪拌頭; (2)拘束方式的改變,對接頭的力學性能影響不大。由于純鋁的屈服強度較低,Al/Al組合在FSLW過程中,受到無針攪拌工具的力學作用,比較容易鍛壓和變形,有利于破碎氧化膜和獲得致密的焊接接頭。
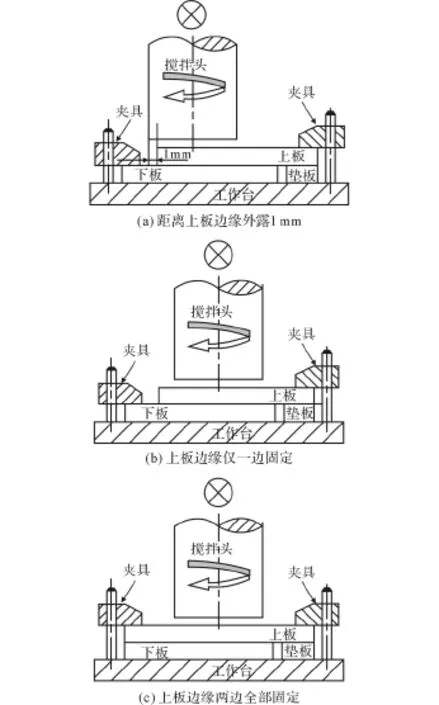
圖1 攪拌摩擦搭接焊過程中的三種裝夾方式Fig.1 Three different constraintways used in friction stir lap welding
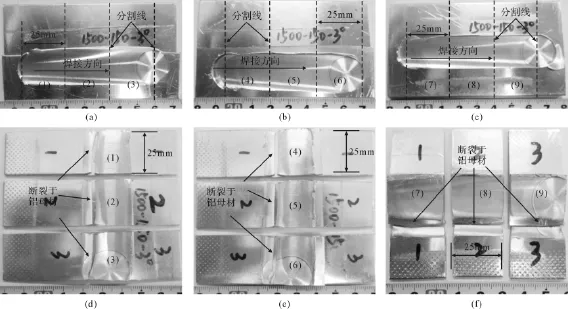
圖2 選用無針攪拌工具(20 mm)FSLW焊接Al/Al軟組合接頭外觀和斷裂方式Fig.2 Appearances and fracture behaviors of Al/Al(soft combination)joint produced by FSLW using a small pin free tool(20 mm)after tensile shear test
2.2選用大直徑30mm無針攪拌工具的Al/Cu組合
為了使焊接界面得到足夠的熱力學作用,選用較大直徑(30 mm)的無針攪拌頭施焊Al/ Cu組合(硬組合)。按照圖1的裝夾方式對Al/ Cu組合實施FSLW焊接工藝,Al/Cu組合搭接接頭外觀和斷裂路徑分別如圖3a~3c和圖3d~3 f所示。在圖3a中,上板處于自由狀態的一側(位于前進側)可以明顯觀察到材料的延展現象。在這種情況下,容易獲得穩定的焊接良好的接頭,在拉剪測試過程中,均斷裂于上鋁板母材處,而不是沿著焊接界面。正是由于大直徑無針攪拌工具對上鋁板強烈的鍛壓作用,才得到未夾緊側的明顯延展(特殊的飛邊),進而得到肩下致密的焊接界面和力學性能可靠的焊接接頭。
當裝夾方式如圖1b和1c時,在壓入深度較淺的情況下,整個焊縫均得不到穩定的結合。當無針攪拌工具壓入較深時,盡管有時可以得到強度較高的接頭,但性能不太穩定,且在搭接區域的邊緣出現了明顯的飛邊。當裝夾方式如圖1c時,上鋁板兩側均處于完全夾緊狀態,由于工作臺夾具對母材強烈的拘束作用,觀察不到延展現象。因此,攪拌工具外露1mm使上鋁板對外強烈延展變形,借助工具對界面的鍛壓有利于獲得致密的焊接接頭。
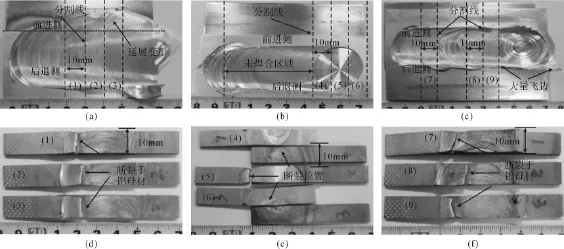
圖3 選用無針攪拌工具(30 mm)FSLW焊接Al/Cu硬組合接頭外觀和斷裂方式Fig.3 Appearances and fracture behaviors of Al/Al(soft combination)joint produced by FSLW using a small pin free tool(30 mm)after tensile shear test
2.3選用直徑為20 mm的無針攪拌工具的Al/ Cu組合(預置釬料)
選用20 mm直徑無針攪拌頭的Al/Cu組合的接頭外觀如圖4所示。其中圖4a~4c為FSLW焊接接頭,搭接界面沒有預置釬料;圖4d~4f為FSB焊接接頭,搭接界面預置了厚度為0.1 mm的商業純Zn釬料。
與直徑為30 mm的無針攪拌工具相比,由于20 mm的直徑較小,故攪拌摩擦過程中熱輸入較低。針對Al/Cu硬組合,無論選擇圖1中的哪種拘束方式,所有的FSLW接頭(圖4a~4c)都非常脆弱,強度很低。然而,當在上、下板搭接區域預置Zn箔之后,無論選擇圖1中的哪種拘束方式,焊后獲得的FSB接頭(圖5)均結合牢固、力學性能可靠,拉剪載荷穩定在3.5 kN附近。拉剪載荷測試有力地證實了預置釬料的必要性,良好焊接接頭的獲得取決于液態釬料Zn和攪拌工具的力學作用對Al側氧化膜的去除,有效地改善了焊接界面的潤濕性[13]。然而,也不可忽略釬料Zn對焊接接頭的不利影響,比如FSB接頭的表面質量變差(圖4d~4f),這種現象的出現,主要是由于液態純Zn釬料對上板鋁母材的顯著溶解,使上板強度降低,在攪拌頭的強烈力學作用下極易發生扭轉變形。
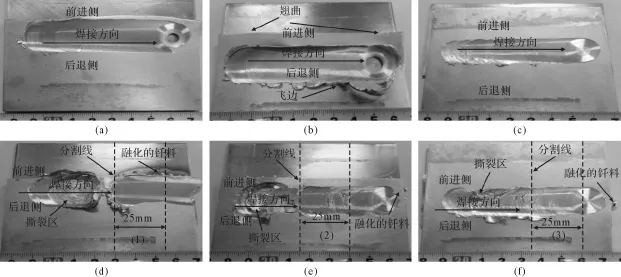
圖4 選用無針攪拌工具(20 mm)FSLW焊接(a-c)和FSB焊接(d-f)Al/Cu硬組合接頭外觀Fig.4 Al/Cu combination joint appearances and fracture behaviors of FSLW(a-c)and FSB(d-f)joints produced using a 20 mm diameter tool without pin after tensile shear test
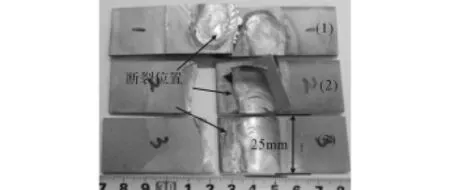
圖5 不同裝夾方式時,用無針攪拌工具(20 mm) FSB焊接Al/Cu硬組合接頭斷裂方式Fig.5 Fracture location of FSB joint under different constraint using a pin free tool with small diameter of20 mm
3 結論
本文研究了拘束方式和預置釬料對無針攪拌摩擦搭接焊焊接質量的影響,其中母材為板厚2 mm的Al/Al組合和Al/Cu組合。焊后主要通過接頭外觀成型、拉剪測試和斷裂方式等方法來評定焊接質量。
(1)對Al/Al軟組合而言,在圖1三種不同裝夾方式的條件下,即使選用20 mm直徑的小尺寸攪拌頭,也能得到外觀光亮、性能穩定的搭接接頭。這種情況表明,待焊母材的種類是影響FSLW焊接質量的重要因素之一。針對Al/Al軟組合,僅僅依靠無針攪拌頭對焊接界面強烈復雜的熱力學作用就能夠得到良好的焊接接頭。
(2)對Al/Cu硬組合來說,只有選用大直徑無針攪拌工具且工具外露1 mm(圖1a)的雙重條件下,通過母材的劇烈延展變形去除焊接界面氧化膜,進而獲得性能優異的搭接接頭。
(3)當Al/Cu硬組合選用小直徑無針攪拌工具時,由于熱輸入較低,不論采用哪種裝夾方式,都得不到結合良好的搭接接頭。當在Al/Cu界面預置Zn箔后,摩擦焊接過程中利用液態Zn釬料的冶金作用去除氧化膜,有效地改善了焊接界面的潤濕性,加上無針攪拌頭對焊接界面劇烈的熱力學作用可以輕松得到結合牢固的接頭。
[1]D.Fersini and A.Pirondi.Fatigue behaviour of Al2024-T3 friction stirwelded lap joints[J].Engineering fracturemechanics,2007,74(4):468-480.
[2]L.Cederqvist and A.P.Reynolds.Factors affecting the properties of friction stir welded aluminum lap joints[J].Welding Journal,2001,80(12).
[3]A.Abdollah-Zadeh,T.Saeid and B.Sazgari.Microstructural andmechanical properties of friction stirwelded aluminum/copper lap joints[J].Journal of alloys and compounds,460(1):535-538.
[4]X.Cao and M.Jahazi.Effect of tool rotational speed and probe length on lap joint quality of a friction stir welded magnesium alloy[J].Materials&Design,2011,32(1).
[5]Y.C.Chen and K.Nakata.Effect of tool geometry onmicrostructure and mechanical properties of friction stir lap welded magnesium alloy and steel[J].Materials&Design,2009,30(9):3913-3919.
[6]Y.Morisada,H.Fujii and T.Nagaoka.MWCNTs/ AZ31 surface composites fabricated by friction stir processing[J].Materials science and engineering:A,2006,419(1):344-348.
[7]W.Gan,Z.T.Li and S.Khurana.Toolmaterials selection for friction stir welding of L80 steel[J].Science and technology of welding&joining,2007,12 (7):610-613.
[8]M.Aissani,S.Gachiand F.Boubenider.Design and optimization of friction stir welding tool[J].Materials and manufacturing processes,2010,25(11):1199-1205.
[9]R.A.Prado,L.E.Murr and K.F.Soto.Self-optimization in toolwear for friction-stirwelding of Al6061 +20%Al2O3MMC[J].Materials science and engineering:A,2003,349(1):156-165.
[10]C.J.Dawes and W.M.Thomas.Friction stir process welds aluminium alloys:The process produces low-distortion,high-quality,low-cost welds on aluminium[J].Welding journal,1996,75(3):41-45.
[11]R.S.Mishra and Z.Y.Ma.Friction stirwelding and processing[J].Materials science and engineering:R: reports,2005,50(1):1-78.
[12]G.F.Zhang,W.Su,J.Zhang.Effects of shoulder on interfacial bonding during friction stir lap welding of aluminum thin sheets using tool without pin[J].Transactions of Nonferrous Metals Society of China,2010,20(12):2223-2228.
[13]G.Zhang,W.Su,J.Zhang,and Z.Wei.Friction stir brazing:a novel process for fabricating Al/Steel layered composite and for dissimilar joining of Al to steel[J].Metallurgical and materials transactions A,2011,42(9):2850-2861.
Prelim inary investigation on friction stir lap welding of Al/Al and Al/Cu using a pin free tool
WU Liang,PENG Lei,WEIZhi-yi,SU Zhen-hua
(1.Xi'an Jiaotong University,Xi'an 710049,China; 2.China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an 710032,China)
To eliminate the keyhole and wear of pin by strong basemetal,friction stir lap welding(FSLW)of Al/Al and Al/Cu sheets(each one was 2 mm thick)combinations using a pin free tool(20 mm and 30 mm diameter shoulder)were conducted under the different constraints,namely,the edge of the top sheetof Alwas in free state or was constrained by jig.It was found that Al/Al combination(soft combination)could be effectively joined regardless of initial constraint type before welding.However,for Al/Cu combination,when the edge of the top sheet was not fixed by jig(in free state),sound joint was reliably obtained owing to the spreading deformation at the edge of the top sheet,whilewhen the edge of the top sheetwas fixed by jig,joining was achieved only under intense heating and deep plunge depth.In this case with constraint and insufficient heating,the insertion of Zn foil fillermetal at joint interface could significantly improve interfacial joining owing to evident dissolution of Al top sheet.The new process using fillermetal in FSLW was called friction stir brazing (FSB).
friction stir lap welding;constraints;extension deformation;friction stir brazing
TG457
A
1001-196X(2015)02-0026-05
2014-10-16;
2014-11-12
吳量(1984-),男,西安交通大學碩士研究生,中國重型機械研究院股份公司工程師。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
