二輥矯直機的結構改進
2015-09-18 05:36:23劉磊趙西韓馬強王仕杰周文浩陳燦賈尚武中國重型機械研究院股份公司陜西西安710032
重型機械 2015年2期
關鍵詞:系統(tǒng)
劉磊,趙西韓,馬強,王仕杰,周文浩,陳燦,賈尚武(中國重型機械研究院股份公司,陜西西安710032)
二輥矯直機的結構改進
劉磊,趙西韓,馬強,王仕杰,周文浩,陳燦,賈尚武
(中國重型機械研究院股份公司,陜西西安710032)
介紹了二輥矯直機設備組成,并對相應問題進行了改進:通過變頻控制前夾送輥的送料速度和在結構上引入超越式離合器解決了棒材搓傷問題;采用電氣系統(tǒng)控制液壓缸解決了實際輥縫與顯示輥縫不一致的問題;在矯直輥下方增加液壓緩沖機構解決了因棒材橢圓度超差無法連續(xù)咬入的問題;改進后設備運行穩(wěn)定,現(xiàn)場使用效果較好。
二輥矯直機;棒材;矯直
0 前言
伴隨著國內(nèi)汽車行業(yè)及石油行業(yè)的強勢發(fā)展,大直徑圓斷面棒材在市場上的需求也在持續(xù)增長,同時對成品棒材的橢圓度和直線度有了更高的要求,如何更好的為市場和用戶服務是亟待解決的問題。
二輥矯直機作為一種精密矯直的設備,是棒材精整線上重要的一環(huán),多與剝皮機配合使用,用于剝皮后棒材的矯直滾光,提高成品棒材的直線度和表面光潔度。二輥矯直機的矯直原理與多輥矯直機有很大不同,它對工件的矯直作用不是依靠相鄰各輥之間的交錯壓彎使得工件產(chǎn)生塑性彎曲變形,而是依靠一對輥縫內(nèi)部彎曲曲率的變化產(chǎn)生的,所以輥型在棒材直的過程中起到了至關重要的作用。棒材需要矯直,首先需要經(jīng)過一個導程范圍內(nèi)的等曲率大壓彎量,然后經(jīng)過至少半個導程的等曲率反向小壓彎量進行彈復矯正,小壓彎量處的曲率需要根據(jù)來料的狀態(tài)和前面大壓彎量的曲率決定。等曲率大壓彎可以保證棒材達到一個統(tǒng)一的彎曲,而等曲率小壓彎可以使得工件在全長范圍內(nèi)實現(xiàn)全方位的矯直。
1 設備的組成
二輥矯直機的機械結構主要由三部分組成,分別是前部送料系統(tǒng)、主機和后部下料系統(tǒng)。
前部送料系統(tǒng)主要由固定臺架、擋料撥料機構、固定C型架和前夾送輥四部分組成,如圖1所示。待矯直棒料放置在固定臺架上,將棒料整齊放至擋料撥料機構處,通過可調(diào)整的擋料機構保證每次只撥入一根棒料進入固定C型架中,在撥入C型架的同時,棒材頭部進入前夾送輥的夾送區(qū)域,由前夾送輥夾合將棒材送入矯直機主機。

圖1 前部送料系統(tǒng)Fig.1 Foreside carrying system
二輥矯直機主機主體為二梁四柱的二斜輥式結構。采用四拉桿式預應力機架,防止矯直過程中機架的整體彈跳,增加了機架的整體剛度。兩輥均為主動,配有壓下傳動機構,下輥設置恒壓保護液壓負荷缸,上下輥均配有角度調(diào)整機構,輥縫兩側配有側導板等。其主傳動由二臺電機通過硬齒面減速機、萬向聯(lián)軸器分別傳動上下輥。一般采用交流變頻的方式實現(xiàn)矯直速度的調(diào)整;其上下兩個矯直輥采用高硬度冷軋輥鋼,經(jīng)高頻表面淬火處理,具有極高的表面硬度。輥體裝配由軸承座、矯直輥軸、軸承等組成。主機結構如圖2所示。
主機的輥縫大小通過電機驅(qū)動蝸輪蝸桿機構驅(qū)動主絲杠壓下帶動上輥上下運動,以實現(xiàn)輥逢的調(diào)整。上輥具有液壓平衡機構,以平衡上輥的重量和消除主螺母與絲杠之間間隙,防止矯直過程中上輥的彈跳,避免矯直過程中的進料沖擊。
對于矯直不同直徑的棒料,上下輥的角度也是有區(qū)別的。二輥矯直機的角度調(diào)整系統(tǒng)采用螺旋升降機電機驅(qū)動,調(diào)整范圍10°~22°。調(diào)整系統(tǒng)具有自鎖功能,用于防止調(diào)整后和矯直過程中的跑偏。二輥矯直機的輥型與多輥不同,在矯直過程中對棒材的包絡和夾持不夠,而側導板系統(tǒng)作為二輥矯直機特有的一種結構,主要就是為了保證棒材在矯直過程中不會竄出矯直機。側導板系統(tǒng)可以根據(jù)被矯棒料的直徑等參數(shù)進行高度及水平方向的電動調(diào)整。設備在下橫梁內(nèi)部設置有液壓負荷控制缸,用于恒壓負荷控制,以便于調(diào)整孔型、實現(xiàn)對輥壓緊,減少頭尾縮徑。液壓負荷缸的采用,矯直過程中,避免了由于圓度不夠、過彎棒材對機架的破壞沖擊,變剛性機架為柔性機架。

圖2 主機Fig.2 Central equipment
后部出料系統(tǒng)主要由出料夾送輥、出料導槽和收集料筐三部分組成。出料夾送輥為油缸驅(qū)動開合式夾送輥,為V型出料輥,上輥可由油缸驅(qū)動上下開合,將矯直后的棒材拉出矯直機。出料導槽為V型出料導槽,防止出料過程中的棒材甩動,由油缸控制導槽的翻轉(zhuǎn),可實現(xiàn)雙側下料,內(nèi)部耐磨襯板可更換。收集料筐為液壓驅(qū)動帆布帶升降料筐,由液壓擺動缸驅(qū)動滾輪卷曲收放帆布帶,避免下料時的沖擊。
2 二輥矯直機的改進
2.1前部送料系統(tǒng)中前夾送輥的改進
對于大中型二輥矯直機而言,前部送料系統(tǒng)中的前夾送輥是向主矯直輥送料喂料的重要部件。二輥矯直機本身輥型凹凸程度較淺,同時對棒材的夾持不夠,造成在棒料咬入主機時比較困難,需要讓棒料提前旋轉(zhuǎn)起來,并與主機旋轉(zhuǎn)方向相同,所以前夾送輥一般均為斜輥布置,可以保證棒料在前進的同時旋轉(zhuǎn)起來。另外,前夾送輥的夾送動作是通過液壓缸完成的。當棒料撥入前夾送輥內(nèi)部時,液壓缸動作夾持棒材同時,電機旋轉(zhuǎn)進行送料動作。但是,前夾送輥送料速度與主機矯直輥咬料速度不可能完全匹配,所以在棒材咬入主機時,前夾送液壓缸需要準確打開,以防止由于前夾送輥與主機矯直輥速度不同步而造成棒材搓傷現(xiàn)象的產(chǎn)生。而前夾送何時打開是個比較難以界定的問題,檢測到被矯工件后信號傳遞到液壓系統(tǒng)動作,對整個系統(tǒng)的反應時間提出了很高的要求,在實際工程中很難保證工件不被搓傷。中國重型機械研究院提出了一個新的解決方案。首先將前夾送輥的送料速度通過變頻控制,讓其與送料速度盡可能接近同時略低于主機速度。另一個改進措旋在機械結構上采用了超越式離合器。
當前夾送輥送料時,其速度會略低于主機速度,在棒料咬入時主機速度較高,則會造成離合器超越,前夾送輥隨動。同時檢測棒料咬入發(fā)出電氣信號,控制前夾送液壓缸打開。解決了由于前夾送輥與主機矯直輥速度不同步而造成棒材搓傷現(xiàn)象的問題。
2.2消除壓下系統(tǒng)的裝配間隙
一般來說,二輥矯直機的輥縫都是通過絲杠螺母的形式進行調(diào)節(jié)的,而絲杠螺母配合在長時間的使用過程會產(chǎn)生磨損,從而導致在使用一段時間內(nèi),實際輥縫與電氣系統(tǒng)顯示的輥縫大小不一,會影響到設備的矯直效果。以往設計中,習慣利用彈簧或者碟簧拉緊絲杠,消除間隙,但由于彈簧和碟簧在最初裝配時需要備緊,增加裝配難度,還會加速絲杠螺母之間的磨損,同時長時間使用后會產(chǎn)生疲勞甚至于失效。針對此種問題,采用液壓和電氣系統(tǒng)對油缸進行控制,在輥縫調(diào)整過程中,位于設備最上方的液壓缸處于隨動狀態(tài),其活塞桿隨下方絲杠筒體一起動作,電氣控制液壓系統(tǒng)對液壓缸前后腔體補油;當輥縫調(diào)整到位后,液壓缸有桿腔進油動作,提升絲杠筒體,而螺母固定不動,將其長期使用后造成的間隙消除掉,從而保證設備最終的矯直效果。其結構如圖3所示。
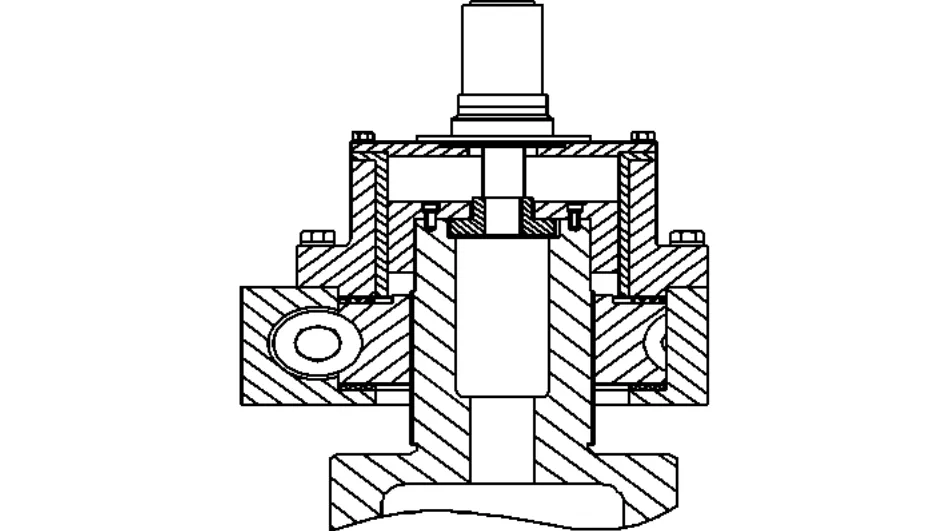
圖3 拉緊油缸Fig.3 Tighting cylinder
2.3動態(tài)連續(xù)矯直技術的應用
二輥矯直機均采用上下輥對置的方式布置,通過調(diào)整上下輥輥腰之間的距離(即輥縫)和上下輥角度的方式來獲得需要的彎曲曲率,從而滿足一定直徑范圍內(nèi)棒材的矯直。一般來說,輥縫都要比被矯工件的直徑略小,才可以對棒材施加一定的壓緊力,從而獲得理想的矯直效果。可是,現(xiàn)有國內(nèi)棒材原料均存在橢圓度超差的問題,從而造成二輥矯直機矯直過程的時斷時續(xù)和沖擊過大的問題。根據(jù)現(xiàn)場實際的使用工況,在二輥矯直機的下矯直輥下方增加了一個液壓緩沖機構,并根據(jù)工作需要的最大矯直力換算為緩沖機構的系統(tǒng)壓力,矯直工程中,液壓緩沖機構可以持續(xù)提供足夠的壓緊力,保證棒材的連續(xù)矯直,同時當棒材超差時,可以緩解瞬間的沖擊,減少對設備的損壞。
3 結束語
二輥矯直機作為棒材精整線末端成品的重要設備,在國內(nèi)外已經(jīng)有了很大范圍的應用。經(jīng)過改進的二輥矯直機已經(jīng)陸續(xù)在寶雞鈦業(yè)、江蘇恒立等用戶單位經(jīng)過了長時間的使用,其穩(wěn)定性得到了顯著提高,故障率有了進一步的降低,得到了用戶的高度評價。
[1]崔甫.矯直原理與矯直機械[M].北京:冶金工業(yè)出版社,2002.
[2]趙西韓,薛紅衛(wèi),趙永平.可變恒壓動態(tài)矯直技術與應用[J].重型機械,2006(6):34-36.
[3]趙西韓,王仕杰,盧星,等.二輥矯直滾光機的輥形設計[J].重型機械,2012(4).
[4]熬列偉,熊西.二輥矯直輥面接觸應力的計算[J].重型機械,2000(1):34-35.
[5]呂慕禹.ZQJ-40雙凹輥式矯正機的試驗與分析[J].山西機械,2001(2):41-44.
[6]馮曉若.圓材矯直的理論與實踐[J].山西機械,2001(2):34-35.
[7]宜亞麗.矯直系統(tǒng)運動與力學研究分析[J].機械設計與制造,2005(2):3-4.
[8]劉勇,雙遠華等二輥矯直過程工藝參數(shù)研究[J].重型機械,2011(6):31-36.
[9]矯慶春,黃曉娟.矯直機矯直輥設計分析[J].冶金設備,2005(3):26-28.
[10]賴興濤,劉玉文.一種新型的棒材與管材矯直輥輥型的設計方法[J].寶鋼技術,2004(6):1-3.
[11]胡大超,陳豪敏.棒管材矯直機輥形曲面的設計研究[J].機械設計與制造,2009(2):145-146.
[12]賀鎮(zhèn),胡高舉,鄭才剛.兩輥對輥式管棒材矯直機輥形設計[J].機械,200128(6):58-59.
[13]井永水,竇忠強,李忠富.矯直理論的新探索[J].北京科技大學學報,200224(1):64-66.
[14]劉鴻文.材料力學[M].北京:高等教育出版社,1982.
The amelioration of the two-roll straightener
LIU Lei,ZHAO Xi-han,MA Qiang,WANG Shi-jie,ZHOUWen-hao,CHEN Can,JIA Shang-wu
(China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an 710032,China)
This paper introduced the basic configuration of the two-roll straightener,and ameliorated the issues existed in the debugging.Bruise has been raveled out through transducer and overrunning clutch,while electrical system controlling the hydraulic cylinder eliminates inconformity between display and actual roll gap; hydraulic buffermechanism is added below straightening roll to solve unable-to-bite issue due to over tolerance of the ovality,which bring a good appraise in the steely factory.
two-roll straightener;bar;straightening
TG333
A
1001-196X(2015)02-0083-03
2014-11-08;
2014-12-21
劉磊(1983-),男,中國重型機械研究院股份公司工程師,從事棒材矯直機的研發(fā)工作。
猜你喜歡
工業(yè)設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
