汽車轉向管柱齒板異響質量問題研究
2015-09-14 01:34:28李文賀徐龍飛郭路衛
中國新技術新產品 2015年16期
李文賀 徐龍飛 郭路衛 劉 佳
(長城汽車股份有限公司 整車事業部,河北 保定 071000)
1 轉向管柱介紹
轉向管柱是連接汽車方向盤和轉向機的機構,其作用是通過方向盤轉動轉向柱產生轉向力,轉向力傳遞至轉向機推動車輪實現轉向功能。同時轉向柱具有調節方向盤上下的作用,其主要是依靠齒板的換位實現角度調節。
2 轉向管柱構成
轉向管柱由手柄、回位彈簧、齒板銷、上齒板和下齒板構成。
3 問題現狀
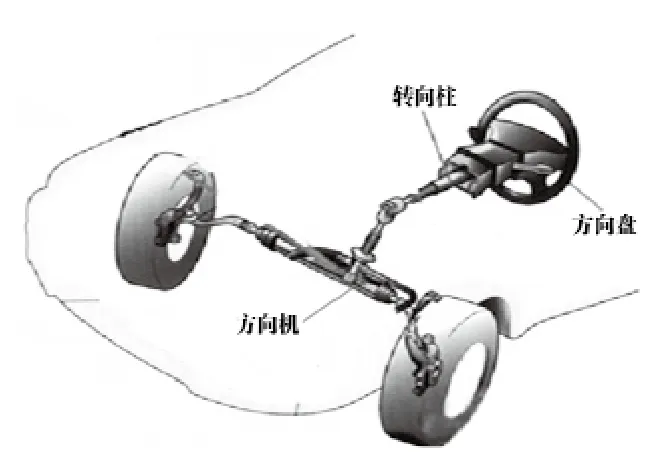
圖1
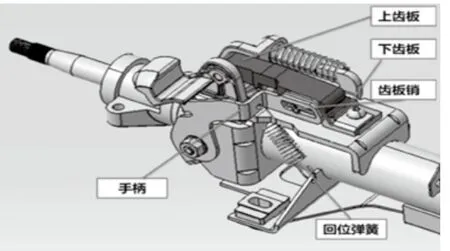
圖2
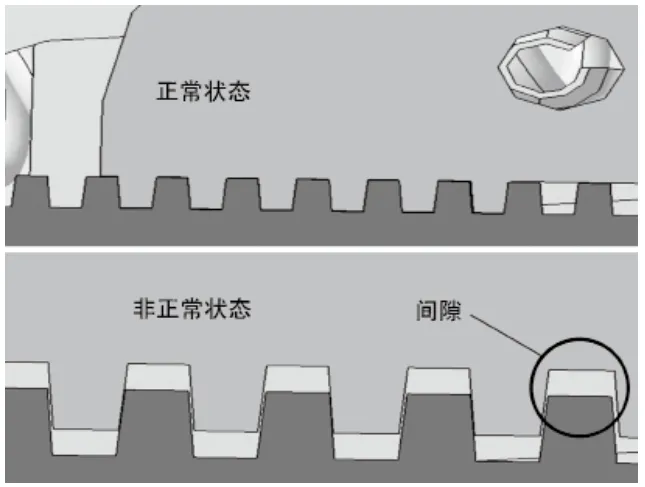
圖3
某車型售后市場反饋車輛行駛顛簸路時,轉向管柱異響,造成客戶抱怨,對故障件分析,齒板打滑異響占91%。
4 原因分析
(1)齒板打滑異響機理
靜止狀態,齒板銷和上齒板連接,彈簧拉動手柄向下,下壓到齒板銷,帶動上齒板下壓和下齒板嚙合,因此,當齒板嚙合狀態不良時,上下齒板的齒間存在間隙,車輛行駛顛簸路時,由于方向盤重力的作用,齒板前后移動產生碰撞,出現異響。
(2)故障件拆解分析
對市場故障件進行拆解分析,發現所有故障件上齒板連接銷都存在彎曲現象,且彎曲方向均為向下,現場更換齒板銷后,上下齒板嚙合狀況良好,異響消除,因此,齒板銷向下彎曲是導致異響的原因。
5 確定整改措施
(1)齒板銷彎曲機理
齒板銷壓裝于上齒板中,和手柄連接,手柄開啟時,帶動齒板銷向上移動,上齒板打開;當手柄松開時,彈簧拉動手柄向下,帶動齒板銷向下,上齒板和下齒板嚙合。當正常使用時彈簧拉力大于齒板銷屈服力或裝配時敲擊側向力大于齒板銷屈服力時,齒板銷發生彎曲。
(2)齒板銷彎曲原因分析
(a)分別測量工作狀態下,齒板壓緊和開啟時,齒板最大受力為47N,小于齒板屈服強度(200N),可以判定轉向管柱在整車上的工作狀態不會導致齒板銷彎曲現象的發生,即此問題非設計或配合問題。
(b)在生產現場連續跟蹤200件齒板銷裝配過程,對齒板銷彎曲結果進行統計,裝配過程存在齒板銷彎曲的現象。
通過觀察員工作業,發現齒板銷的裝配用鐵榔頭敲擊,敲擊力的方向偏差(如下F2),會導致齒板銷彎曲,敲擊方向偏差越大,彎曲程度越大。
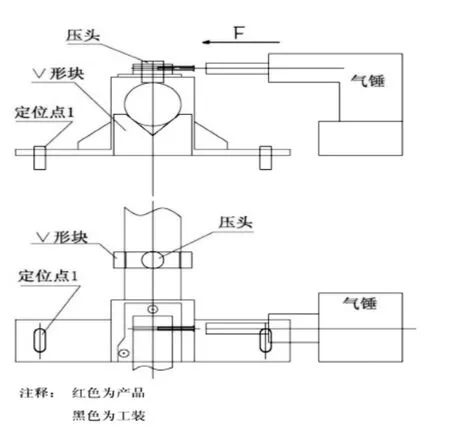
圖5
(3)制定對策
更改裝配工藝,由手工裝配更改為設備裝配,具體方案如下(圖5):
氣錘本身固定在工裝臺架上,齒板銷相對氣錘的位置固定,氣錘敲擊的最長位置則為齒板銷裝配到位的位置,氣錘定位敲擊,敲擊方向沿齒板銷軸線方向,每次敲擊的方向均為同一方向,避免受力方向偏差的現象,從而可以避免齒板銷裝配過程彎曲的出現。
6 改進效果驗證
每200件為一個統計子組,取10組,共2000件,進行過程能力探測,過程能力提升明顯。
結語
過程設計應以質量為基礎,尋求最佳加工路徑和方法,明確各加工參數對產品特性的關系,選擇最佳加工參數,保證長期過程能力的穩定。
[1]王鑫.轉向管柱異響的檢測及優化[J].汽車制造業,2012:66-67.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34