基于PLC與WinCC的引信自動(dòng)裝配機(jī)控制系統(tǒng)設(shè)計(jì)
2015-09-12 07:50:40焦志剛李富民
兵器裝備工程學(xué)報(bào) 2015年3期
關(guān)鍵詞:按鈕
劉 猛,焦志剛,崔 瀚,李富民
(1.海軍駐沈陽(yáng)彈藥專(zhuān)業(yè)代表室,沈陽(yáng) 110045;2.沈陽(yáng)理工大學(xué) 裝備工程學(xué)院,沈陽(yáng) 1101591;3.沈陽(yáng)工學(xué)院能源與水利學(xué)院,遼寧 撫順 113112)
彈藥是武器裝備中使用最多的產(chǎn)品[1],廣泛的應(yīng)用于我國(guó)陸、海、空三軍。隨著近年來(lái)我國(guó)國(guó)防事業(yè)的不斷發(fā)展,對(duì)彈藥的需求量也在逐年增加,因此彈藥生產(chǎn)技術(shù)水平就成為衡量一個(gè)國(guó)家國(guó)防制造能力和國(guó)防能力的重要指標(biāo)。引信作為彈藥的重要組成部分,其生產(chǎn)技術(shù)水平直接關(guān)乎到彈藥產(chǎn)品的作用可靠性以及生產(chǎn)效率。引信自動(dòng)裝配機(jī)將自動(dòng)裝配技術(shù)引入引信生產(chǎn),其生產(chǎn)技術(shù)水平與質(zhì)量明顯提高。裝配機(jī)的控制系統(tǒng)采用上位機(jī)與下位機(jī)相結(jié)合的結(jié)構(gòu)形式,下位機(jī)采用S7-300 PLC實(shí)現(xiàn)對(duì)現(xiàn)場(chǎng)設(shè)備的控制,上位機(jī)使用裝有WinCCV6.0組態(tài)軟件的工控機(jī)實(shí)現(xiàn)對(duì)現(xiàn)場(chǎng)設(shè)備的實(shí)時(shí)監(jiān)控,上位機(jī)與下位機(jī)采用MPI通訊方式實(shí)現(xiàn)通訊連接。
1 系統(tǒng)結(jié)構(gòu)
引信自動(dòng)裝配機(jī)根據(jù)裝配工藝以及總體設(shè)計(jì)技術(shù)指標(biāo),采用12工位回轉(zhuǎn)工作臺(tái)式裝配系統(tǒng)。主要由機(jī)械部分與控制部分兩部分組成,機(jī)械部分主要由箱體、傳動(dòng)系統(tǒng)、回轉(zhuǎn)工作臺(tái)、升降工作臺(tái)、隨行工裝、光電檢測(cè)裝置、擊針距檢測(cè)裝置、收口裝置、壓平裝置、自動(dòng)涂膠機(jī)、雷管上料裝置、雷管壓平裝置、機(jī)構(gòu)高度檢測(cè)裝置和下料裝置等組成;控制部分分為上位機(jī)與下位機(jī)2個(gè)控制系統(tǒng),下位機(jī)控制系統(tǒng)采用S7-300 PLC作為控制單元對(duì)氣動(dòng)元件、防爆步進(jìn)電機(jī)以及各個(gè)傳感器等元件進(jìn)行控制,上位機(jī)控制系統(tǒng)使用裝有WinCC V6.0組態(tài)軟件的工控機(jī)對(duì)工作現(xiàn)場(chǎng)實(shí)施實(shí)時(shí)監(jiān)控,確保設(shè)備管理人員在不親臨現(xiàn)場(chǎng)的條件下即可掌握設(shè)備的工作情況與工作狀態(tài)。上位機(jī)的通訊處理器采用西門(mén)子CP5611通信卡,該卡支持Profibus和 MPI兩種方式,下位機(jī) PLC的CPU模塊為CPU314,它自帶MPI接口,所以上位機(jī)與下位機(jī)采用MPI通信方式連接,這樣不但可以節(jié)約成本,而且現(xiàn)場(chǎng)施工、調(diào)試都很方便。引信自動(dòng)裝配機(jī)系統(tǒng)結(jié)構(gòu)如圖1所示。
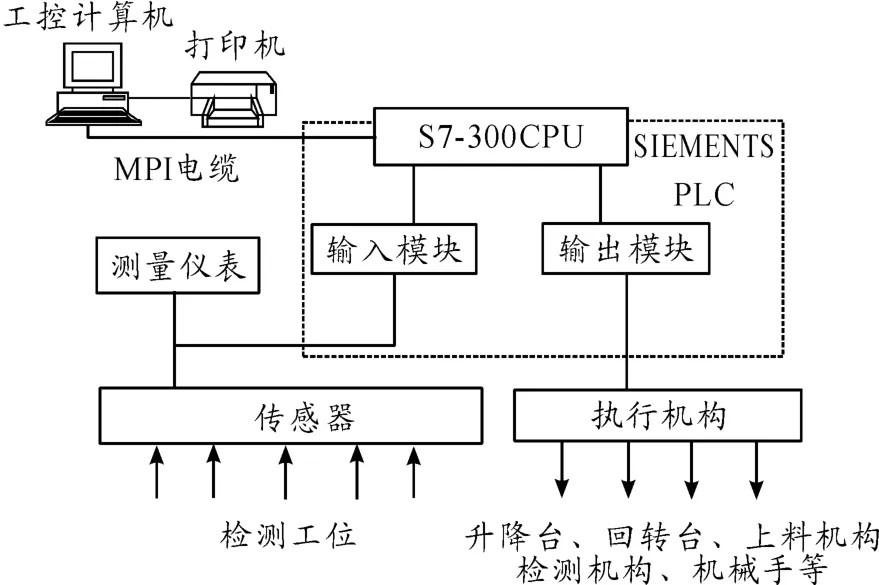
圖1 引信自動(dòng)裝配機(jī)系統(tǒng)結(jié)構(gòu)
2 基于PLC的下位機(jī)控制系統(tǒng)設(shè)計(jì)
2.1 裝配流程
根據(jù)引信的裝配工藝采用12工位回轉(zhuǎn)工作臺(tái)式裝配系統(tǒng)對(duì)引信進(jìn)行裝配,圖2所示為引信自動(dòng)裝配機(jī)裝配流程。引信自動(dòng)裝配機(jī)的12個(gè)工位均勻布置在圓環(huán)型轉(zhuǎn)盤(pán)上,每30°布置一個(gè)工位,該機(jī)構(gòu)通過(guò)回轉(zhuǎn)平臺(tái)循環(huán)運(yùn)行連續(xù)經(jīng)過(guò)12個(gè)生產(chǎn)工位最終將引信合件自動(dòng)裝配完成并順利下線,每種引信產(chǎn)品配一套隨行工裝,對(duì)不同型號(hào)引信進(jìn)行裝配時(shí),只要更換其對(duì)應(yīng)的隨行工裝以及控制系統(tǒng)程序即可。工作時(shí)人工將引信合件放入裝有隨行工裝的回轉(zhuǎn)平臺(tái)上,由回轉(zhuǎn)平臺(tái)完成隨行工裝的輸送。隨行工裝到達(dá)某個(gè)工位后,向控制系統(tǒng)發(fā)出信號(hào),控制系統(tǒng)自動(dòng)啟動(dòng)該工位的控制程序,控制該工位的執(zhí)行機(jī)構(gòu)動(dòng)作,最終完成的裝配成品將自動(dòng)分料,由輸送道進(jìn)入不同的料倉(cāng)。

圖2 引信自動(dòng)裝配機(jī)裝配流程
2.2 硬件選型
根據(jù)引信自動(dòng)裝配機(jī)的工作特點(diǎn)以及對(duì)其工作時(shí)序的分析,選用了德國(guó)西門(mén)子公司的S7-300系列PLC。對(duì)硬件的選型,首先要確定I/O點(diǎn)數(shù),所以考慮了裝配機(jī)的工作時(shí)序、起停控制、位置檢測(cè)、手動(dòng)控制、現(xiàn)場(chǎng)的各種控制燈報(bào)警燈、以及為系統(tǒng)升級(jí)預(yù)留I/O端口和檢測(cè)工位的模擬量輸入問(wèn)題,初步計(jì)算需要73輸入、64輸出、以及3個(gè)模擬量輸入,因此選擇3塊SM321 DI32×DC 24V數(shù)字量輸入模塊、4塊SM322 DO16×Rel.AC120/230V數(shù)字量輸出模塊以及1塊SM 331 AI8×12Bit模擬量輸入模塊,根據(jù)所需的存儲(chǔ)容量以及考慮與上位機(jī)的通訊,CPU選擇CPU314;其次是選擇步進(jìn)電機(jī)工作控制模塊,從步進(jìn)電機(jī)工作可靠性方面考慮,選擇步進(jìn)電機(jī)專(zhuān)用控制模塊FM 353對(duì)步進(jìn)電機(jī)進(jìn)行控制。最后根據(jù)各模塊的耗電量選擇電源模塊,經(jīng)計(jì)算選擇電源模塊SP3075A可以滿足供電要求。選用的模塊在STEP7中的硬件組態(tài)如圖3所示。
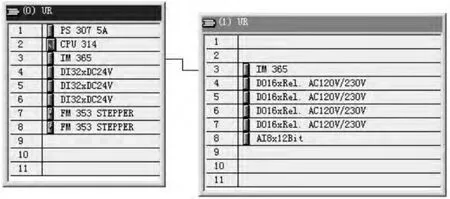
圖3 所選硬件在STEP7中的組態(tài)
2.3 控制程序設(shè)計(jì)
引信自動(dòng)裝配機(jī)按照控制要求將控制系統(tǒng)的程序分成若干個(gè)塊,所有塊均在STEP7中定義,如圖4所示,塊定義之后按照分配的功能編寫(xiě)相應(yīng)的程序,然后下載到PLC中。將裝配機(jī)所要實(shí)現(xiàn)的功能分配到各個(gè)塊中,并在相應(yīng)的塊中設(shè)計(jì)各部分控制程序,然后在OB1中根據(jù)引信自動(dòng)裝配機(jī)的控制要求動(dòng)作流程分別調(diào)用各個(gè)程序塊。程序設(shè)計(jì)結(jié)束后即可進(jìn)行調(diào)試,首先使用西門(mén)子PLC的仿真軟件S7-PLCSIM對(duì)程序進(jìn)行離線仿真,離線仿真無(wú)誤后即可進(jìn)行現(xiàn)場(chǎng)調(diào)試。本控制系統(tǒng)經(jīng)過(guò)現(xiàn)場(chǎng)調(diào)試以滿足自動(dòng)裝配機(jī)的控制要求,現(xiàn)已投入使用。
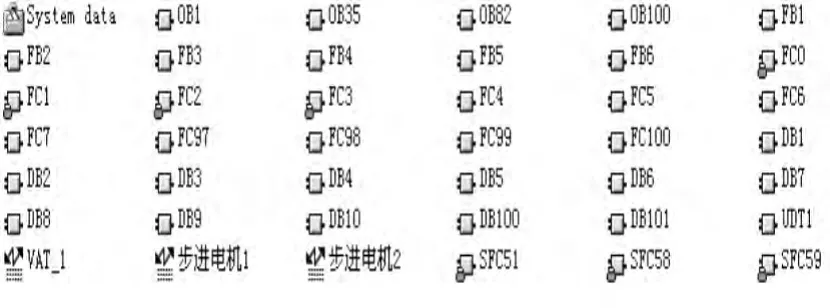
圖4 STEP7中各個(gè)塊的定義
3 位機(jī)控制系統(tǒng)設(shè)計(jì)
本文所設(shè)計(jì)的上位機(jī)控制系統(tǒng)主要用于監(jiān)控現(xiàn)場(chǎng)設(shè)備的工作狀況,由于下位機(jī)采用 SIEMENS S7-300PLC,而WinCC(Windows Control Center[5]視窗控制中心)組態(tài)軟件為西門(mén)子公司的組態(tài)產(chǎn)品,其功能十分強(qiáng)大并且與SIEMENS PLC之間的兼容性高于其他組態(tài)產(chǎn)品,所以選用WinCC組態(tài)軟件開(kāi)發(fā)上位機(jī)控制系統(tǒng)選。
3.1 上位機(jī)控制系統(tǒng)設(shè)計(jì)
1)操作權(quán)限設(shè)置。生產(chǎn)過(guò)程中的安全性很重要,不當(dāng)?shù)牟僮骺赡芷茐恼5纳a(chǎn)過(guò)程。所以要對(duì)監(jiān)控系統(tǒng)的操作者設(shè)置操作權(quán)限。WinCC用戶管理器提供了對(duì)用戶權(quán)限的分配,本系統(tǒng)的操作員等級(jí)分為操作員和管理員,管理員的級(jí)別高于操作員,操作員登陸如圖5所示。對(duì)于用戶名或密碼輸入錯(cuò)誤的用戶將不能進(jìn)入操作系統(tǒng),登陸是通過(guò)調(diào)用的PWRTLogin函數(shù)實(shí)現(xiàn)的,而退出系統(tǒng)和關(guān)機(jī)是通過(guò)動(dòng)態(tài)向?qū)?shí)現(xiàn)的。

圖5 監(jiān)控系統(tǒng)用戶登陸界面
2)主界面設(shè)計(jì)。主界面主要是對(duì)畫(huà)面的合理布局,本監(jiān)控系統(tǒng)主界面上部為總覽區(qū)、下部左側(cè)為按鈕區(qū)、下部右側(cè)為現(xiàn)場(chǎng)畫(huà)面區(qū)。總覽區(qū)主要用來(lái)顯示項(xiàng)目標(biāo)題以及當(dāng)前時(shí)間,現(xiàn)場(chǎng)畫(huà)面區(qū)用來(lái)顯示監(jiān)控現(xiàn)場(chǎng)工作情況,按鈕區(qū)則是通過(guò)單擊相應(yīng)按鈕實(shí)現(xiàn)現(xiàn)場(chǎng)畫(huà)面區(qū)畫(huà)面的切換。畫(huà)面切換是通過(guò)設(shè)置一個(gè)名為“切換”的內(nèi)部變量來(lái)實(shí)現(xiàn)的。
3)主監(jiān)控畫(huà)面設(shè)計(jì)。主監(jiān)視界面如圖6所示。它主要用于監(jiān)視各工位的運(yùn)行狀態(tài)、手動(dòng)操作面板、操作狀態(tài)及對(duì)數(shù)據(jù)的統(tǒng)計(jì)。畫(huà)面中的操作狀態(tài)及手動(dòng)操作按鈕都是根據(jù)顏色的變化來(lái)判斷其是否處于工作狀態(tài);各工位的運(yùn)行狀態(tài)是通過(guò)文本顯示來(lái)實(shí)現(xiàn)的;數(shù)據(jù)統(tǒng)計(jì)是通過(guò)對(duì)“輸入輸出域”的輸出值屬性組態(tài)動(dòng)態(tài)對(duì)話框來(lái)顯示各項(xiàng)統(tǒng)計(jì)信息的。通過(guò)單擊“合格率計(jì)算”按鈕據(jù)統(tǒng)計(jì)產(chǎn)品的裝配總數(shù)及合格率并顯示在相應(yīng)的“輸入輸出域”中;“本次工作數(shù)據(jù)統(tǒng)計(jì)”按鈕用來(lái)將統(tǒng)計(jì)數(shù)據(jù)保存在Excel表格中,作為完成一班生產(chǎn)任務(wù)的歸檔記錄。“合格率計(jì)算”和“本次工作數(shù)據(jù)統(tǒng)計(jì)”按鈕鼠標(biāo)動(dòng)作是通過(guò)VB腳本實(shí)現(xiàn)的。“報(bào)警確認(rèn)”按鈕用于在主監(jiān)視界面確認(rèn)報(bào)警記錄。
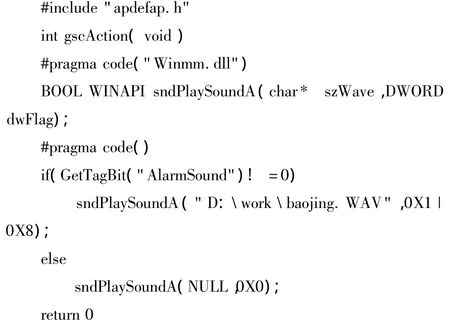
4)語(yǔ)音報(bào)警實(shí)現(xiàn)。故障時(shí)的語(yǔ)音報(bào)警可以有效提醒操作員,然后由操作員采取相應(yīng)的糾正措施,使裝配機(jī)恢復(fù)正常狀態(tài)。WinCC通過(guò)調(diào)用Windows API函數(shù)sndPlaySoundA實(shí)現(xiàn)播放語(yǔ)音文件,實(shí)現(xiàn)裝配機(jī)出現(xiàn)故障時(shí)的語(yǔ)音報(bào)警。首先建立一個(gè)BOOL型的內(nèi)部變量“AlarmSound”,當(dāng)有報(bào)警的時(shí)候內(nèi)部變量“AlarmSound”為“1”,此時(shí)可以播放指定路徑下的語(yǔ)音文件,反之變量值為“0”。變量“AlarmSound”在WinCC的Horn組件中設(shè)置,如圖7所示,函數(shù)對(duì)變量的觸發(fā)在全局腳本中進(jìn)行,在全局腳本C-Editor中建立一個(gè)全局動(dòng)作,然后通過(guò)以下程序?qū)崿F(xiàn)語(yǔ)音報(bào)警。
5)傳感器監(jiān)視界面設(shè)計(jì)。傳感器監(jiān)視界面如圖8所示。界面用來(lái)顯示當(dāng)前各工位傳感器的工作情況。在傳感器工作沒(méi)到位時(shí)相應(yīng)的傳感器后面顯示為“叉”號(hào),反之顯示為“對(duì)”號(hào)。此界面的作用是在設(shè)備安裝調(diào)試過(guò)程中檢測(cè)傳感器的工作狀況,防止傳感器安裝錯(cuò)誤。當(dāng)裝配機(jī)處于工作狀態(tài)時(shí),用于檢測(cè)各個(gè)工位執(zhí)行元件是否發(fā)生干涉。
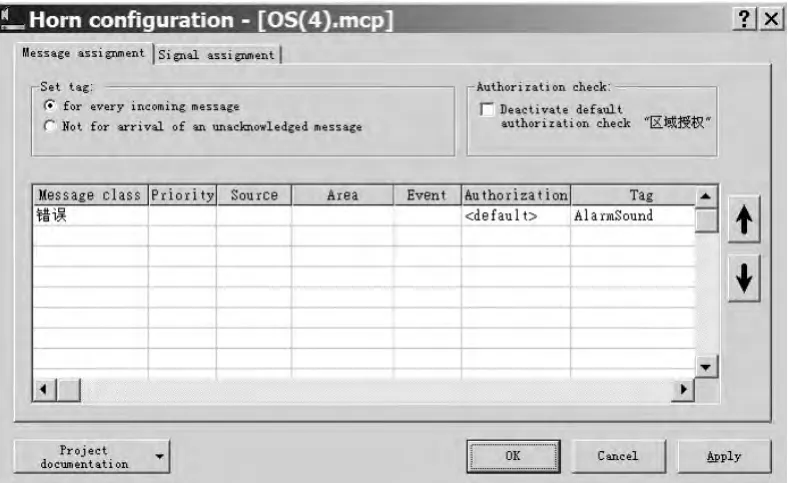
圖7 “AlarmSound”在Horn組件中的設(shè)置
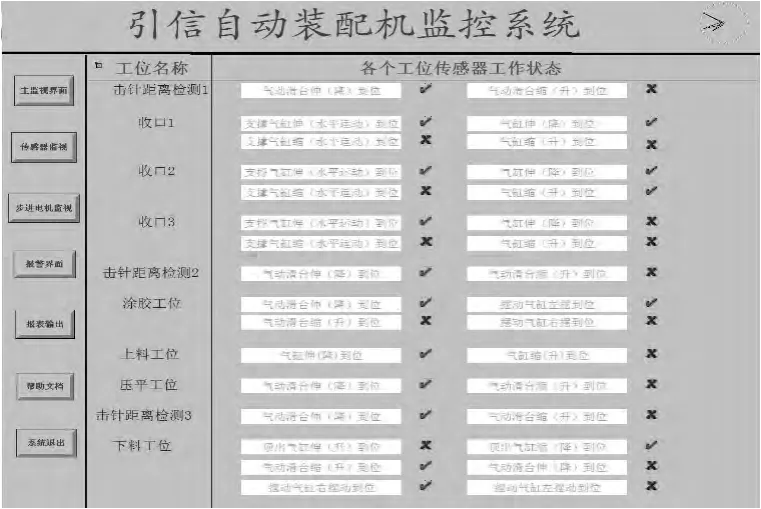
圖8 傳感器監(jiān)視界面
6)其他功能。鼠標(biāo)單擊的“報(bào)表輸出”按鈕,將打印裝配機(jī)報(bào)表;鼠標(biāo)單擊“幫助文檔”按鈕將顯示監(jiān)控系統(tǒng)的簡(jiǎn)要幫助;鼠標(biāo)單擊“系統(tǒng)退出”按鈕退出登錄系統(tǒng)。
3.2 WinCC與PLC的通訊設(shè)計(jì)
本系統(tǒng)使用CP5611網(wǎng)卡實(shí)現(xiàn)PLC與WinCC的MPI通訊,首先在裝有WinCC的工控機(jī)上安裝CP5611板卡驅(qū)動(dòng),其次STEP7編程軟件能通過(guò)MPI網(wǎng)絡(luò)連接到PLC,并將在STEP7中設(shè)置的MPI參數(shù)下載到PLC。然后在WinCC中建立一個(gè)新項(xiàng)目,在項(xiàng)目的變量管理器中添加SIMATIC S7 Protocol Suitet通訊驅(qū)動(dòng)程序并在此驅(qū)動(dòng)程序下的MPI通道單元建立新的驅(qū)動(dòng)程序連接,選擇新建的MPI通道單元并右擊,在彈出菜單項(xiàng)中單擊“系統(tǒng)參數(shù)”及MPI屬性,建立WinCC的MPI連接參數(shù)。參數(shù)設(shè)置后可通過(guò)WinCC所帶的附件Tools中的channel Diagnosis測(cè)試二者的通訊狀態(tài),本系統(tǒng)經(jīng)過(guò)連接測(cè)試通訊效果良好。
4 結(jié)束語(yǔ)
本文針對(duì)引信自動(dòng)裝配機(jī)應(yīng)用于軍品生產(chǎn)的特殊性,應(yīng)用PLC與WinCC設(shè)計(jì)了引信自動(dòng)裝配機(jī)的控制系統(tǒng)。此控制系統(tǒng)不但可以可靠地控制現(xiàn)場(chǎng)設(shè)備的運(yùn)行,同時(shí)實(shí)現(xiàn)了對(duì)裝配機(jī)工作狀態(tài)的實(shí)時(shí)監(jiān)控,從而大幅度提高了引信的生產(chǎn)效率、產(chǎn)品質(zhì)量以及現(xiàn)場(chǎng)工作的安全性。經(jīng)測(cè)試此控制系統(tǒng)運(yùn)行可靠、滿足控制系統(tǒng)的控制要求。
[1]馬云富.我國(guó)彈藥裝藥裝配技術(shù)現(xiàn)狀及發(fā)展對(duì)策[J].兵工自動(dòng)化,2009,28(9):1-3,14.
[2]胡學(xué)林.可編程控制器教程(提高篇)[M].北京:電子工業(yè)出版社,2005.
[3]鐘肇粲.西門(mén)子S7-300序列PLC及應(yīng)用軟件STEP7[M].廣州:華南理工大學(xué)出版社,2004.
[4]西門(mén)子.SIMATIC S7-300模塊數(shù)據(jù)設(shè)備手冊(cè)[Z].2005.
[5]蘇昆哲.深入淺出西門(mén)子WinCC V6[M].北京:北京航空航天大學(xué)出版社,2004.
[6]A systematic approach for the sequence controller design in manufacturing systems[J].Int J Adv Manuf Technol,2005(25):754-760.
[7]Recent Developments on PC+PLC based Control Systems for Beer Brewery Process Automation Applications[J].ICEICASE International Joint Conference 2006(10):18-21.
[8]韓映川.基于PLC與WinCC組態(tài)軟件的自動(dòng)配煤控制系統(tǒng)[J].煤礦機(jī)械,2012,33(12):248-249.
[9]李智,蘇禹,賀剛.基于WinCC的造紙工程監(jiān)控系統(tǒng)[J].儀表技術(shù)與傳感器,2012(8):43-45.
[10]陳力,呂亭亭.基于PLC與WinCC的原煤生產(chǎn)集中控制系統(tǒng)設(shè)計(jì)[J].煤礦機(jī)械,2012,33(10):243-245.
猜你喜歡
兒童故事畫(huà)報(bào)·發(fā)現(xiàn)號(hào)趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創(chuàng)新報(bào)(2024年23期)2024-07-12 00:00:00
中學(xué)生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創(chuàng)新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛(ài)寫(xiě)作文(2017年6期)2017-06-12 23:21:56
商業(yè)評(píng)論(2014年9期)2015-02-28 04:32:41
中學(xué)語(yǔ)文(2013年35期)2013-11-14 03:29:12
移動(dòng)一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00