基于變頻器USS通信的工件自動分揀PLC控制系統
2015-08-10 09:13:30鄭長山
產業與科技論壇 2015年15期
關鍵詞:變頻器
□鄭長山
隨著通信與網絡技術的不斷發展,通信已經成為控制系統中不可缺少的重要組成部分,在電機拖動控制中,越來越多地采用了變頻器進行控制。由于變頻器輸出端會產生強烈的干擾信號,因此會出現控制錯誤,而采用基于USS協議來完成變頻器的拖動控制,不僅提高抗干擾能力、控制穩定,同時也減少了布線的工程量,降低了敷線的成本。利用PLC組成USS通信的控制網絡具有較高的性價比。[1]目前很多企業在工件分揀過程中仍采用人工方式進行,不但耗費了很大的人力、物力,而且采用人工分揀,效率低,生產成本高。針對上述情況,本文利用USS通信進行了西門子S7-200PLC工件分揀自動控制系統設計。
一、控制任務
用一臺S7-200 CPU224 XP CN對變頻器MM420進行USS通信,控制一臺三相異步電動機。通過狀態表與USS通信,可以設定變頻器頻率。
三相異步電動機控制傳送帶,傳送帶機構如圖1所示。當工件被放到傳送帶入料口處,被光電傳感器檢測到時,變頻器啟動,電機驅動傳送帶運行,工件首先經過金屬傳感器,再經過光纖傳感器檢測黑色還是白色。出料槽1存放金屬工件、出料槽2存放非金屬白色工件、出料槽3存放非金屬黑色工件。推料到位傳感器選擇磁性開關,三個推桿氣缸從左到右為推桿1、推桿2、推桿3。
三相異步電機參數:電機額定電壓380V;電機額定電流0.18A;電機額定功率0.03kW;電機額定頻率50Hz;電機額定轉速1300r/min。
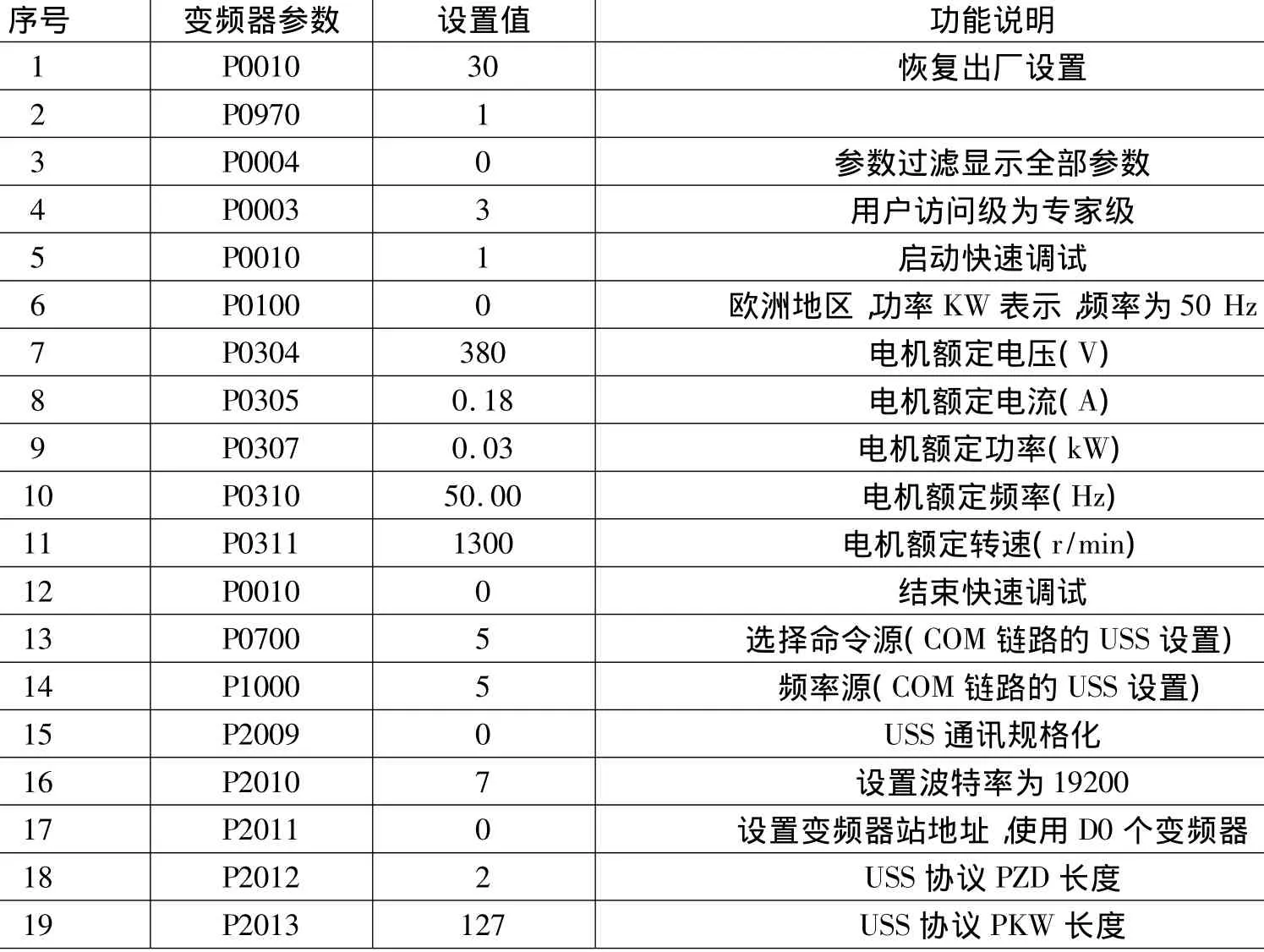
表1 變頻器參數設置值
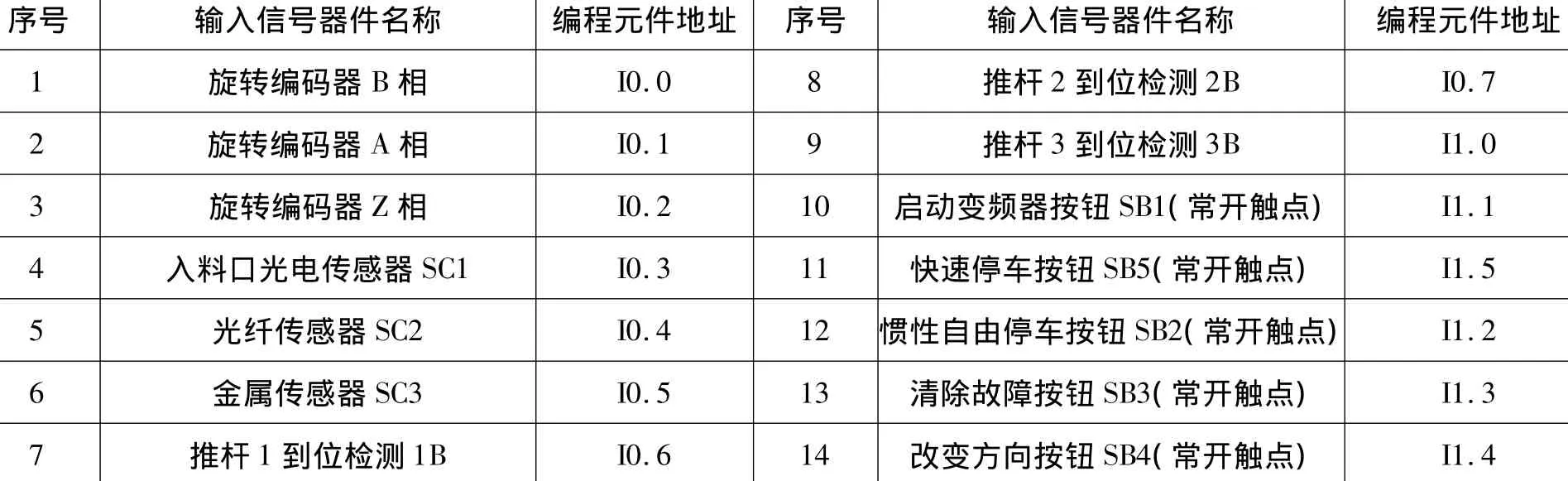
表2 輸入地址分配表

表3 輸出地址分配表
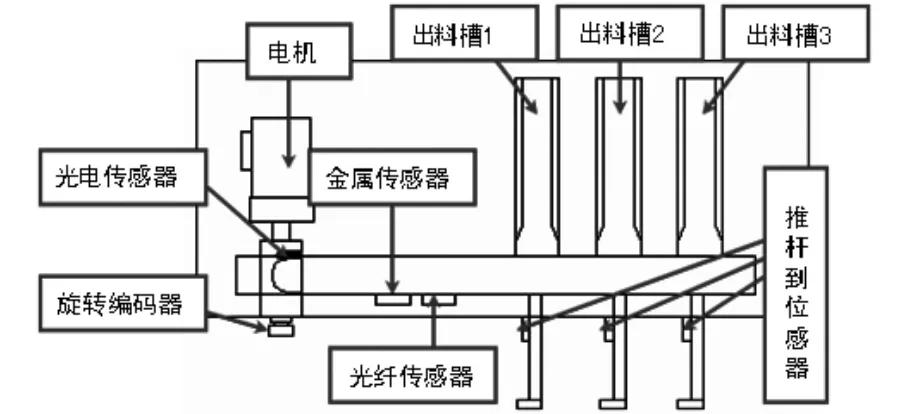
圖1 傳送帶機構
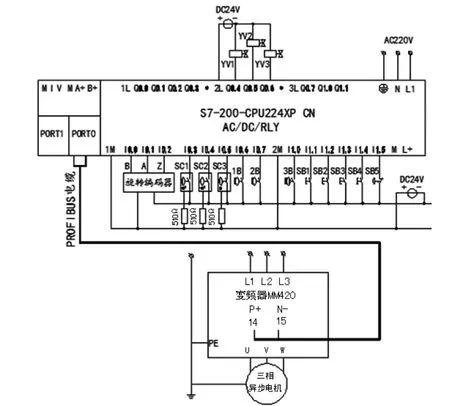
圖2 接線圖
二、硬件和軟件配置
(一)硬件。一臺S7-200PLC(CPU224XP CN)、一臺變頻器MM420、1個帶編程口的網絡連接器(DP頭)、一根PROFIBUS-DP電纜、一根USB/PPI編程電纜(S7-200PLC下載線)、裝有STEP7-Micro/WIN軟件的電腦(也稱編程器)、幾個普通按鈕、一個急停按鈕、一臺三相異步電動機、1條傳送帶、1個旋轉編碼器、1個漫反射光電傳感器、1個金屬傳感器、1個光纖傳感器、3個磁性開關、3個氣缸、3個電磁閥、3個出料槽、一個空氣壓縮機、若干導線與氣管。
(二)軟件。STEP7-Micro/WIN V4.0 SP6及以上版本編程軟件(含指令庫)。
三、硬件通信連接設計
一根PROFIBUD-DP電纜與網絡連接器相連,網絡連接器插入到S7-200PLC的PORT0口,網絡連接器的第3針所連的線插入到變頻器的14端子(P+),第8針所連的線插入到變頻器的15端子(N—)。網絡連接器的的開關撥向ON,因為S7-200PLC在PROFIBUD-DP電纜在終端位置。
四、變頻器參數設置
在MM420變頻器的操作面板上進行參數設置,具體設置值如表1所示。
其他參數如上升時間、下降時間等的設置與否,取決于任務要求。
五、輸入和輸出地址分配
根據控制任務進行如下地址分配,如表2、3所示。
六、接線圖設計
根據控制任務,繪制接線圖如圖2所示。
七、程序設計
(一)關于USS通信程序中,首先進行Active參數的確定。方法如下:D0(0號)-D31(31號)代表32臺變頻器,要激活某一臺變頻器,就將該位為1,如果將0號變頻器(Drive=0)激活,其16進制表示為:16#1(Active=1)。如果將1號變頻器(Drive=1)激活,其16進制表示為:16#2(Active=2);如果將2號變頻器(Drive=2)激活,其16進制表示為:16#4(Active=4);如果將3號變頻器(Drive=3)激活,其16進制表示為:16#8(Active=8);如果將0-3號變頻器(Drive=0,Drive=1,Drive=2,Drive=3)全部激活,其16進制表示為:16#F(Active=F);其他類推。
(二)采用現場測量脈沖當量值。計算每兩個脈沖之間的距離即脈沖當量。本文選擇增量式旋轉編碼器是直接利用光電轉換原理輸出三組方波脈沖A相、B相和Z相。用于計算工件在傳送帶上的位置,A相、B相直接連到CPU224XP的高速計數器的輸入端,Z相沒使用。CPU224XP集成6點高速計數器,編號為HSC0~HSC5,每一編號的計數器均分配有固定地址的輸入端。同時,高速計數器可以配置12種模式中的一種。本文采用模式9,計數器為HSC0,B相脈沖從 I0.0輸入,A相脈沖從 I0.1輸入,倍頻設定為4倍頻。
編寫脈沖當量現場測試主程序,變頻器設為1赫茲,在入料口處,放入工件,傳送帶啟動運行,運行一段距離,使傳送帶停止,程序中讀出高速計數器脈沖數,測量實際工件移動距離,高速計數器脈沖數/4=編碼器脈沖數,脈沖當量=工件移動距離/編碼器脈沖數。同理方法做三次,將三次脈沖當量取平均值,就是最終脈沖當量。
(三)計算工件在各個出料槽口位置時脈沖數。測量進料口到各個出料槽口位置的距離,除以脈沖當量,再乘以4,就是工件在各個出料槽口位置時脈沖數。通過選擇單擊“數據塊”,將脈沖數存儲在指定的VD變量存儲器中。傳送帶運行時,高速計數器HC0經過值,通過比較指令,與存儲在指定的VD變量存儲器的數據比較,編寫程序使得相應的電磁閥動作,通過氣缸將工件推到指定料槽。
(四)編寫HSC-INIT中斷程序。在主程序塊中使用SM0.1調用此中斷子程序,完成高速計數器定義并啟動計數器。
(五)編寫USS通信有關程序。0號變頻器(Drive=0),Active=1,Mode=1,Baud=19200,Type=1,Speed - SP=VD120,每臺變頻器指定一條USS-CTRL指令。特別說明:如果VD120中設置的是40.0,其含義是變頻器以40%的基準頻率運行,若變頻器的基準頻率是50Hz,那么變頻器將以50Hz*40%=20Hz運行,VD120是實數,輸入的數據要有小數點。
(六)編寫部分分揀子程序。如果檢測到是金屬工件,進入S1.0子程序。如果檢測是非金屬工件,再檢測是黑色還是白色,進入不同子程序。在編譯程序前,右擊“程序塊”,單擊“庫存儲區分配”,單擊“建議地址”,單擊“確定”按鈕,為指令庫分配存儲區。
確保連線正確的情況下,送電,保存,編譯,下載程序。通過狀態表把頻率值(實數值)寫入到VD 120,然后通過USS通信改變頻率值,根據控制任務,進行調試,調試結果滿足控制任務要求。
八、結語
本文采用了RS485接口的USS通信協議、旋轉編碼器,設計了工件自動分揀PLC控制系統,減少了系統的布線,該設計具備可靠性高、抗干擾能力強、配套齊全、維護方便、成本低、效率高等優點。本系統不僅在工程應用上有一定的參考價值,而且在教學、實訓、社會培訓上也可以應用。
[1]顧凌云,侯卓生.PLC與多臺變頻器基于USS協議的網絡通訊應用[J].產業與科技論壇,2015,1(14):53~53
[2]周婭,郎朗,蘇長杰.基于PLC和組態技術的材料分揀系統[J].南陽理工學院學報,2013,11(5):6
[3]王強,張明珠.材料自動分揀系統中的PLC應用研究[J].首都師范大學學報,2011,12(32):6
[4]呂景泉.自動化生產線安裝與調試(第二版)[M].北京:中國鐵道出版社,2009,11
[5]向曉漢.西門子PLC工業通信完全精通教程[M].北京:化學工業出版社,2014,8
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
