特大型剖分調心滾子軸承加工的研究
2015-08-09 02:29:18姬曉飛
河南科技 2015年8期
關鍵詞:工藝流程
姬曉飛
(洛陽LYC軸承有限公司,河南 洛陽 471023)
1 剖分調心滾子軸承的主要用途及主要組成
剖分軸承是在整體軸承的基礎上經過特殊的工藝設計生產的,非常適合在高溫、低速、重載的工況下使用,它的最大優點是可以方便地安裝和拆卸;可以為終端客戶節省大量的時間,進而降低生產成本。它的主要組成部分有半內圈、半外圈、半保持架、半擋圈、半緊固圈、連接螺栓等。
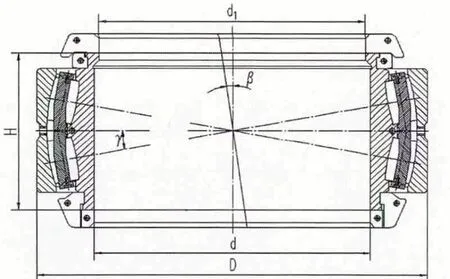
圖1 某轉爐耳軸用剖分調心滾子軸承結構
2 原加工工藝流程及不足
工藝流程編制的合理與否,直接影響著產品的生產成本及質量,所以編制一套合理的工藝流程對產品的加工有著極其重要的作用。
以內圈為例,工藝流程基本是:鍛件→粗車端面→粗車內、外徑→粗車圓柱面→粗車滾道→粗車擋邊及圓角→車油溝→鉆孔、攻絲→熱處理→初磨端面→初磨內、外徑→初磨圓柱面→初磨滾道→附加回火→細磨端面→細磨內、外徑→細磨緊固槽→細磨滾道→附加回火→終磨緊固槽→附加回火→線切割(重點)→終磨端面→終磨內徑→終磨滾道→終磨擋邊→終磨內徑槽[1]。
此工藝流程存在的不足是:①熱處理前加工油溝容易出現淬火裂紋;②隨著數控機床的普遍化及其加工精度的提高,“以車代磨”完全可以在工藝流程編制中應用,進而縮短加工時間;③僅加工“終磨緊固槽”一個工序就增加一次附加回火,浪費時間,且意義不大;④線切割后兩半套圈會出現對接錯位,大、小擋邊外徑不再做磨加工,很容易出現對接處劃切附件現象(如大擋邊外徑與保持架的接觸位置);⑤最后安排“終磨內徑槽”工序非常影響產品的外觀質量。
3 加工難點分析
3.1 剖分調心滾子軸承套圈材料采用鋼GCr15SiMn,此材料在熱處理過程變形影響相對較大,所以須考慮收縮量。留量過大,成本提高,同時難以保證成品軸承的硬度;留量過小,因收縮量的影響,熱處理后存在無留量風險。
3.2 剖分調心滾子軸承涉及線切割,切割后加工零件由圓形變為橢圓形,進而出現橢圓度,加之應力的釋放對零件尺寸的影響無法做出規律性估計。并且套圈的加工直徑及厚薄程度均會對零件尺寸產生影響。所以淬火后套圈的加工留量分配按常規方法顯然不合理,尤其是線切割后的加工留量。
3.3 剖分調心滾子軸承套圈線切割過程的好壞,直接影響到后續工序能否順利進行,決定著最終產品能否成功完成。此工序也是整個工藝的重點,在線切割過程中,應力產生無法避免,若不采取措施,在此工序接近結束時,應力集中將會對零件產生很大可能性的崩裂、掉塊現象(前期已有許多案例出現),這將嚴重影響產品的質量。如何將其合理的釋放將是此工序的難點。
3.4 調心滾子軸承通常情況下均是以外圈來配游隙,外圈的線切割是設計在所有終磨工序完成后進行,外圈剖分后,游隙將無法檢測。外徑尺寸公差也會有變化。
4 加工工藝流程改進
針對原加工工藝流程的不足及此類型軸承加工難度的分析,現對原加工工藝流程作如下改進:
①將“熱處理”工序前的“車油溝”調整至初磨工序完成后加工;②除“初磨端面”工序,其余初磨工序均以精車代替;③將“細磨緊固槽”工序改為“終磨緊固槽”;④線切割后,增加終磨擋邊外徑;⑤“終磨內徑槽”工序取消,改在線切割三角槽時加深切割深度。
通過以上改進,新工藝流程如下:
鍛件→粗車端面→粗車內、外徑→粗車圓柱面→粗車滾道→粗車擋邊及圓角→鉆孔、攻絲→熱處理→初磨端面→精車內、外徑→精車圓柱面→精車滾道→精車油溝→附加回火→細磨端面→細磨內、外徑→終磨緊固槽→細磨滾道→附加回火→線切割(重點)→終磨端面→終磨內徑→終磨擋邊外徑→終磨滾道→終磨擋邊。
5 加工難點的解決
通過分析前期一些同類型特大型調心滾子軸承加工過程中總結的數據和出現的案例,總結出以下解決方案:
①總留量在正常標準留量的基礎上增加30%左右;②套圈在熱處理淬火前增加去應力退火,淬火后高溫回火;③線切割前,精車、細磨工序加工完分別作特殊溫度和時間的附加回火,保證充分穩定;④依據總留量分配標準,在總留量不變的前提下,磨加工主要工序留量的分配增加70%左右,且增量均分配到線切割后工序;⑤為最大限度地防止崩裂、掉塊現象出現,在線切割加工時必須采用緊固工裝做防護;⑥線切割改用對切的方法進行,同時在對切交會處增加貫穿整個軸向的工藝回旋孔,孔徑大小可取φ3~φ5(mm),以最大限度地將應力引導在此釋放。⑦配游隙(終磨滾道)時,采用如下計算公式換算到未線切割前;剖分游隙換算公式線切割前游隙=產品游隙+K;(K—線切割前后直徑方向收縮量d鉬—鉬絲直徑 D—產品直徑)
⑧保證成品外徑尺寸公差時,采用如下公式換算到未線切割前。
剖分外徑公差換算公式

(ΔD—線切割后外徑公差(成品公差)ΔD1—線切割前外徑公差 d鉬—鉬絲直徑)

圖2
6 加工過程中其他加工方法的改進
①在線切割緊固圈時,為保證兩半內圈完全緊固,可適當加大切割間隙;②為更好地保證成品與軸緊配合,在線切割后組裝內圈時,切割面加0.40~0.50mm 墊片后再進行緊固、加工;③配游隙時,若出現外圈滾道無留量現象(終磨見圓后),可通過剖分游隙換算公式進行反推(確保正常配出游隙);④為保證零件表面粗糙度,終磨的最后一刀增加無進刀量的空轉光磨時間。
7 結語
通過對剖分調心滾子軸承工藝及加工方法的改進,現在加工此類型的剖分調心滾子軸承在產品質量上有很大的提升。并且,目前國內最大的剖分調心滾子軸承就是在改進后的加工方法下順利完成的。同時,這也對其他類型剖分軸承的加工有一定的參考價值。
[1]柳楓,王龍杰,李苗苗.特大型調心滾子軸承全互換合套工藝[J].軸承,2013(5):26-28.
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學生數理化(高中版.高考數學)(2020年2期)2020-04-21 07:51:18
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
當代化工研究(2016年7期)2016-03-20 16:21:56
求學·理科版(2016年1期)2016-02-29 15:34:46
現代制造技術與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(2014年5期)2014-02-27 14:01:38
