裝載機用油缸缸筒破裂研究
2015-07-31 08:05:52趙素
上海電機學院學報 2015年5期
趙 素
(上海電機學院 機械學院,上海200240)
油缸作為裝載機的重要液壓元件,缸筒是液壓缸的主體零件,其質量將直接影響裝載機的正常工作和使用壽命[1]。油缸的工作壓力一般為16~22MPa,在這樣的壓力下,焊接的質量至關重要。金屬在焊接熱循環的作用下,熱影響區的組織分布是不均勻的。熔合區和過熱區出現了組織形態的變化及嚴重的晶粒粗化,導致其性能惡化,是整個焊接接頭的薄弱地帶[2-4]。
某裝載機用油缸的缸筒為焊接組合件,缸筒在試壓試驗中在發生破裂。本文結合該油缸缸筒的失效情況,對油缸連接焊接接頭進行組織性能分析,以改善焊接件的質量。
1 試驗方法
1.1 實驗樣品
實驗樣品為工廠提供的破裂的缸筒,缸筒材質為正火處理后的45鋼,其外徑約為φ554mm,內徑約為φ452mm,全長約3 694mm。在距端部132mm處有一進油孔,孔與進油管由焊接相連,進油管外徑約φ30mm。
1.2 測試方法
用SpectroMaxx型直讀光譜儀進行了化學成分分析,用Canon 6D型高分辨數碼相機進行宏觀觀察,用JSM-6610型電子顯微鏡對斷口進行觀察分析,然后制樣,并經4%硝酸酒精溶液浸蝕后,用DMI5000M型金相顯微鏡進行微觀組織分析。在焊縫各區域及母材處用FM-700型維氏硬度計測定材料的硬度。
2 實驗結果與分析
2.1 化學成分
試驗材料進行光譜分析,其化學成分的質量分數如下:w(C)=0.47%,w(S)=0.007%,w(Si)=0.18%,w(Mn)=0.58%,w(P)=0.020%,w(Cr)=0.068%,w(Ni)=0.038%,w(Cu)=0.087%,符合45鋼材料標準(GB/T 699—1999)要求。
2.2 破裂形貌特征
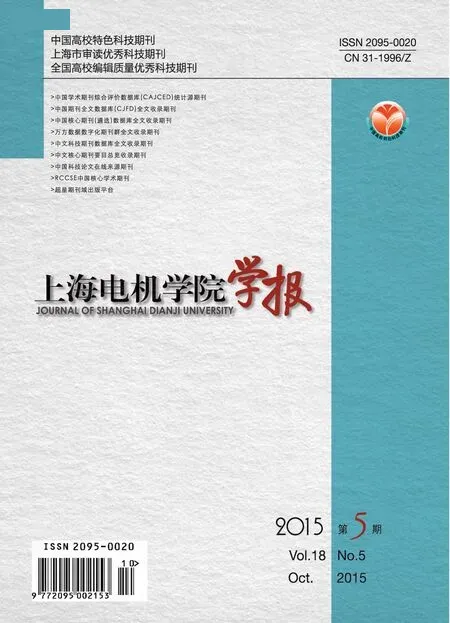
缸筒破裂發生在進油孔一側,呈塊狀翹裂,翹裂塊端部呈“V”字形,兩側裂面平行、曲折發展。翹裂區裂縫打開后裂面的宏觀形貌如圖1中(a)所示,可見斷面較粗糙,斷面上可見由焊接區一側裂縫起始向左擴展的人字形條紋,由此可見開裂由焊趾區域起始向左側發展。V字形翹塊頭部為兩裂縫交匯處,V字頭直指進油孔,裂縫在孔的焊縫區沿焊趾發展,約經1/4圓弧后縱向延伸,縱向裂紋長度約960mm,如圖1中(b)所示。
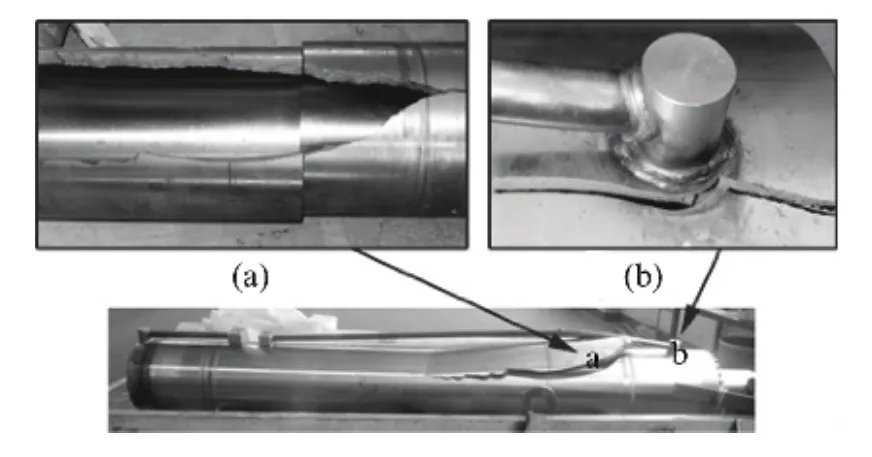
圖1 缸筒破裂部位宏觀形貌Fig.1 Macroscopic morphology of the cracked cylinder
將進油孔處焊接區域裂縫打開后裂面宏觀形貌如圖2(a)所示,圖下側為近焊縫轉角區域(如箭頭所示),圖上側為內孔表面,圖中間為裂面,可見裂面呈銀灰色,近焊縫轉角區域裂面較平坦,并可見有該區域起始向兩側的擴展條紋,裂面擴展區相對較粗糙;由此可見開裂由焊趾轉角區域起始向兩側發展。起始區邊緣斷面呈沿晶開裂形貌,如圖2(b)所示,擴展區裂面呈解離形貌,解理面粗大,解理河流清晰可見,為脆性斷裂,如圖2(c)所示。
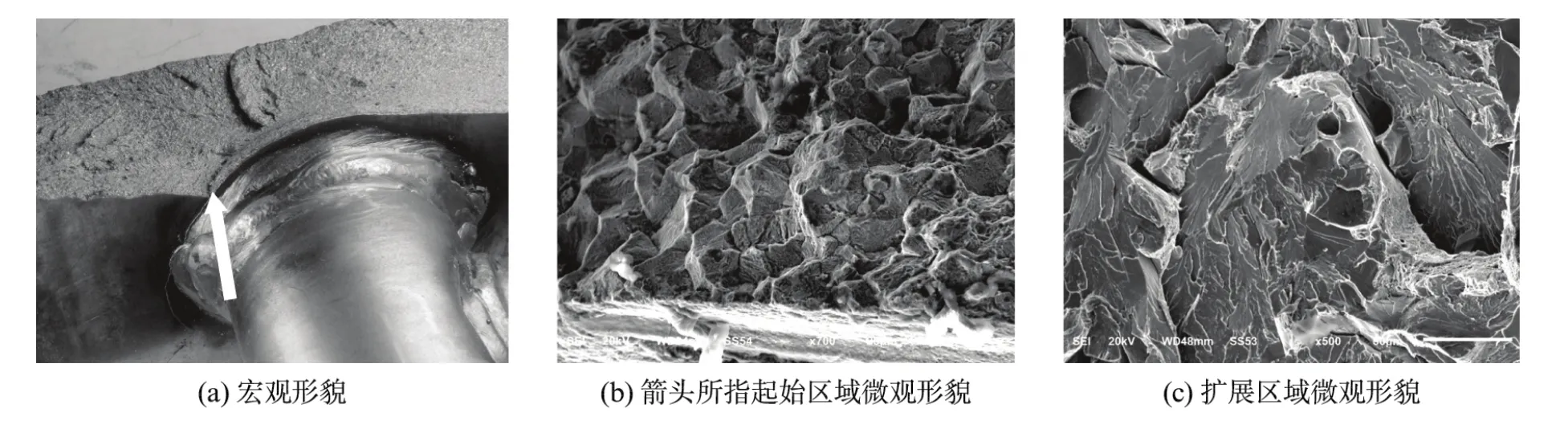
圖2 裂面形貌Fig.2 Morphology of the fracture surface
2.3 焊接接頭及母材金相分析
2.3.1 焊縫區 焊接接頭是由焊縫和熱影響區組成的,如圖3(a)中的區域Ⅰ和Ⅱ所示。在高的放大倍數下,區域Ⅰ中焊縫區組織為索氏體和少量鐵素體,組織呈枝晶狀分布,并且在焊縫局部區域出現裂紋,裂縫尾部較纖細(箭頭所示),呈波狀分布的熱裂紋特征,如圖3(b)所示。
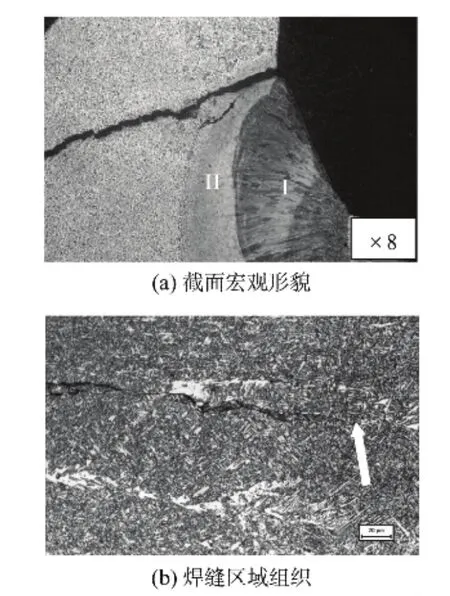
圖3 焊接接頭組織Fig.3 Structures of welded joints
由于焊接過程中,絕大部分焊接方法都采用局部加熱,故在焊接構件中總是存在不同程度的焊接應力和變形。焊接應力的存在,促使焊接焊縫區內產生熱裂紋等工藝缺陷。
熱裂紋是由于焊縫在凝固過程中產生的內應力超過該溫度下金屬的斷裂強度時形成的一種裂縫。焊接過程中,焊接接頭區域受到不均勻的局部加熱,形成不均勻的溫度場,焊縫區的金屬被熔化,隨著與焊縫距離的增加溫度迅速降低。在與熔池相鄰的高溫區,材料的熱膨脹將受到周圍較冷區域材料的限制,產生壓縮塑性變形。而在隨后的冷卻過程中,已發生塑性變形的這部分材料又受到周圍條件的約束而不能自由收縮,將形成拉應力。同時,熔池凝固,形成的焊縫金屬冷卻收縮受阻時也會產生相應的拉應力。如果剛結晶部分的晶體的某些薄弱部位不足以抵抗這種拉應力,則被拉開形成裂紋[5]。
2.3.2 焊接熱影響區金相分析 在焊接熱源作用下,焊接兩側發生組織和性能變化的區域為熱影響區。由于母材金屬離焊縫的距離不同,各點被加熱的溫度也有差別,故冷卻時焊接接頭部分會發生一系列不同的組織變化,分為不同的區域,主要為完全淬火區和不完全淬火區[6]。焊接熱影響區中,因為在化學成分上和組織性能上都有大的不均勻性,所以對焊接接頭的強度、韌性都有很大影響。
(1)完全淬火區。由圖3(a)可知,裂縫沿焊縫邊緣轉角區域的熱影響區發展。在高的放大倍數下,裂縫表層可見馬氏體組織,并且裂縫呈沿晶界發展,如圖4(a)所示。完全淬火區內的組織主要為馬氏體和少量的托氏體,晶粒較粗大,如圖4(b)所示。經焊接后在冷卻過程中出現的馬氏體組織是馬氏體相變的產物,馬氏體相變是低溫相變,是固態相變中的一種特殊的、重要的類型[7]。45鋼的碳當量約為0.7%[8],含碳量較高,馬氏體相變開始溫度Ms較低[9],淬硬傾向十分明顯,在焊接熱影響區很容易產生脆硬的馬氏體組織,它是碳在α-Fe中的過飽和固溶體,有很大的過飽和度,晶格點陣的畸變嚴重,因而硬度和脆性很大[10]。
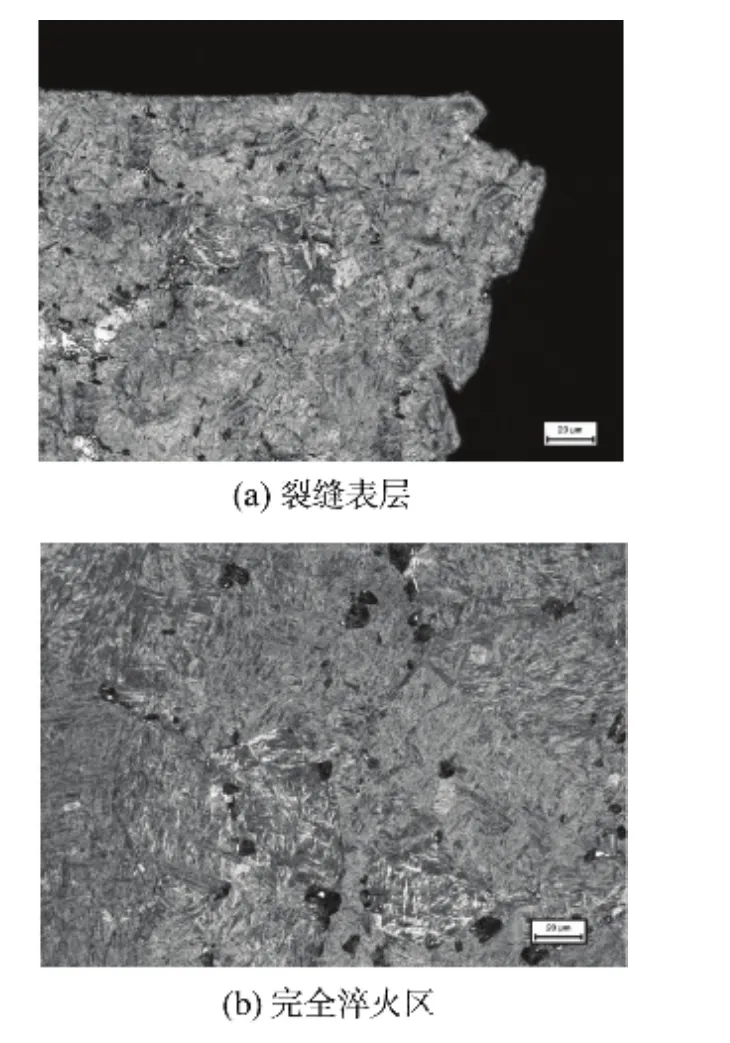
圖4 不同區域微觀組織Fig.4 Microstructure in different areas
(2)不完全淬火區。不完全淬火區組織主要為珠光體、托氏體和粗大的鐵素體,如圖5所示。由于焊接快速加熱,珠光體組織首先奧氏體化形成細小的奧氏體,并且受熱晶粒稍有長大。在以后連續冷卻時,奧氏體轉變為托氏體和珠光體,未溶入奧氏體的鐵素體不發生轉變,最后該區的組織主要由托氏體、珠光體和未發生相變的粗大鐵素體組成,形成晶粒大小不均勻的區域。
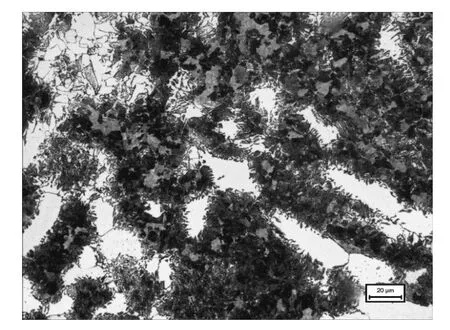
圖5 不完全淬火區組織Fig.5 Microstructure of the incompletely quenched zone
(3)母材。母材近表層組織為粗大的珠光體和鐵素體,晶粒度約評為5.5級,如圖6(a)所示。母材心部組織為較細小的珠光體和鐵素體,晶粒度約評為7.5級,如圖6(b)所示。可見母材基體組織不均勻,近表層組織較粗大。
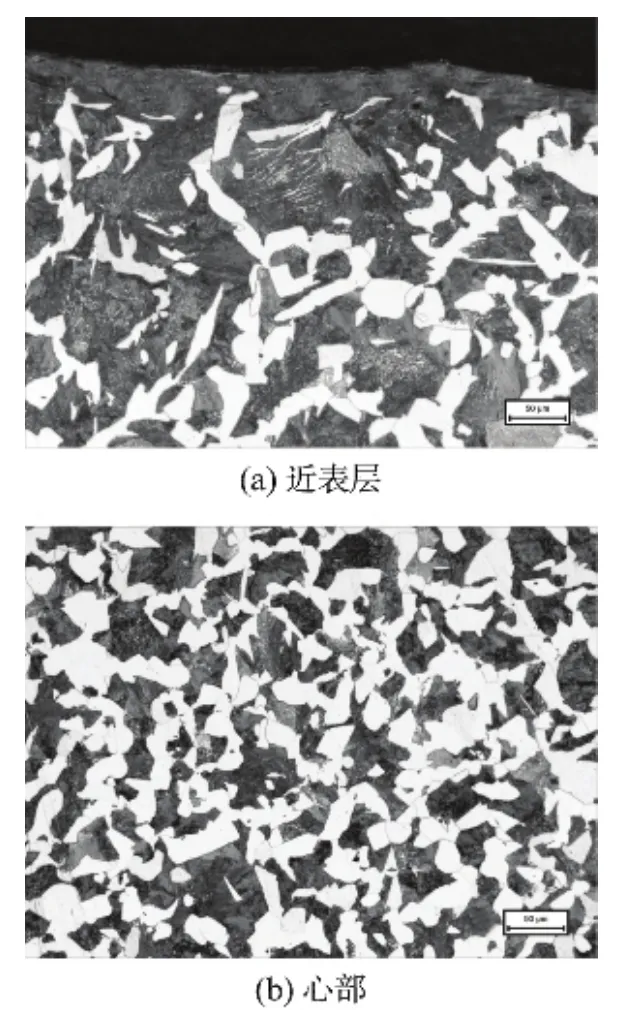
圖6 母材組織形貌Fig.6 Microstructures of the base metal
加熱過程形成的奧氏體晶粒度,對冷卻時相變過程和相變產物有明顯的影響[11]。熔焊時在集中熱源的作用下,在過熱粗晶區內,一方面金屬是處于過熱的狀態,奧氏體晶粒發生嚴重的長大,形成粗晶熱影響區[12];另一方面母材晶粒越粗大(圖6(a)),受組織遺傳性的影響,得到的奧氏體晶粒也粗大,冷卻后的相變產物組織也更加粗大。晶粒越粗大越易降低韌性,而細晶有利于提高韌性。
2.4 焊接熱影響區硬度分析
在硬度測試中,維氏硬度法能相對準確地反映硬度的變化情況。在母材、焊接熱影響區和焊縫區隨機取點進行維氏硬度值(載荷為4.9N)的測定,結果如圖7所示。
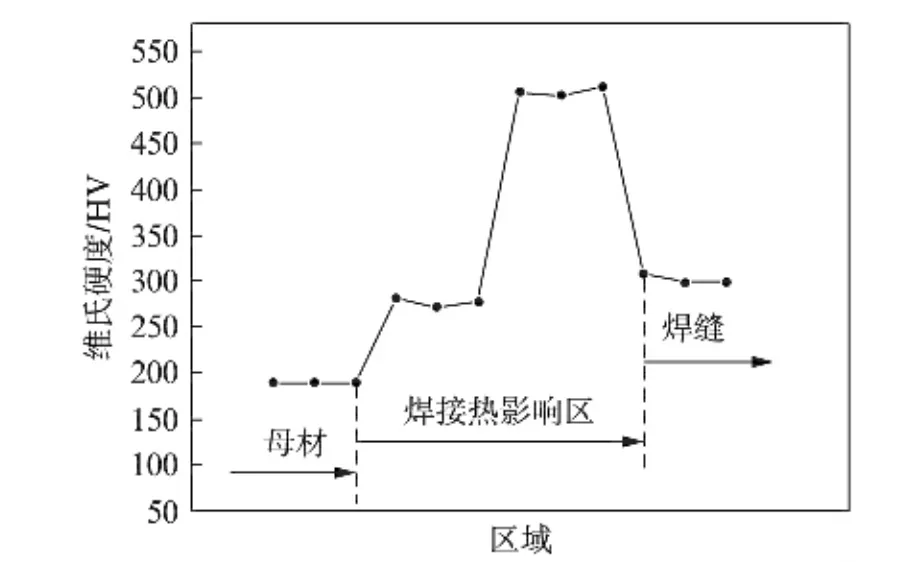
圖7 硬度分布曲線Fig.7 Diagram of hardness distribution
熱影響區的硬度峰值落在熔合線附近,遠離熔合線的硬度迅速下降。不同熱影響區的硬度變化,實質上是反映了不同的金屬組織。根據金屬學理論可知,熱影響區的硬度隨著含碳量和合金元素的增加而提高,焊接熱影響區的最高硬度值不超過350HV,否則焊接性顯著惡化。對于碳鋼,當維氏硬度值超過350HV標志馬氏體的出現[13]。馬氏體數量越多,那么硬度值越高。由金相觀察可知,硬度峰值處組織主要為馬氏體和少量托氏體(圖4)。在靠近母材的焊接熱影響區的不完全淬火區出現硬度值降低的現象,這主要是由于該區域晶粒大小不均勻(圖5),表現不同程度的硬度性能。
2.5 應力分析
在焊接過程中由于溫度的變化會產生熱應變,也會通過微觀組織變化引起相變應變,從而引起很大的裂紋敏感性。當奧氏體分解轉變為馬氏體要引起體積膨脹,由于受到周圍金屬的拘束,結果造成內應力。而且對于中碳鋼,焊后冷卻到200~350℃時才發生奧氏體分解,轉變生成硬脆相的馬氏體,這時鋼的塑性已經很低,就會造成很大的內應力。
負載構件在均勻截面上應力分布應該是均勻的,當構件截面有急劇變化時,在劇變處的應力會高于平均應力,這現象稱為應力集中。應力集中削弱構件的強度,降低了構件的承載能力,是構件破壞的起始點,是引起構件破壞的主要因素[14]。焊趾轉角部位,因截面的急劇變化,將產生局部的高應力,容易導致應力集中。
3 結 論
(1)熱影響區內硬度高,而且仍存在馬氏體組織,表明該部件焊后未經正常退火處理;同時,焊縫區存在焊接裂紋,表明存在較大焊接應力,可推斷該部件焊接區存在較大殘余應力。
(2)缸筒母材基體組織不均勻,近表層晶粒粗大,對焊接質量影響明顯,易在熱影響區誘發粗大的相變組織,影響綜合性能。
(3)轉角部位容易產生應力集中,而且這里又出現了硬度高、脆性大、晶粒粗大塑韌性低的馬氏體組織,在壓力試驗壓力波動時,極易在轉角應力集中區誘發開裂并擴展,當擴展至貫穿壁厚時,即會發生沿縱向的瞬時破斷,尤其在焊接區存在較大殘余應力時,會因應力疊加增大開裂幾率。
(4)對于高碳當量的焊接件,焊接時必須進行局部預熱及焊后退火處理,否則極易發生開裂事故。
[1] 賈培起.液壓缸[M] .北京:科學技術出版社,1987:132-135.
[2] Zhou Jilie,Yang Jinghua,Ye Yin,et al.Effect of heat input on microstructure and properties in heat affected zone of ASTM A572GR.65steel[J] .Advanced Materials Research,2011,148-149:553-557.
[3] Shi Yaowu,Han Zhunxiang.Effect of weld thermal cycle on microstructure and fracture toughness of simulated heat-affected zone for a 800MPa grade high strength low alloy steel[J] .Journal of Materials Processing Technology,2008,207(1-3):30-39.
[4] 閆凱鵑,郝世英,張驍勇,等.X80管線鋼焊接熱影響區不同區域的組織性能[J] .熱加工工藝,2011,40(23):147-152.
[5] 李亞江,王娟,劉鵬.低合金鋼焊接及工程應用[M] .北京:化學工業出版社,2003:195-197.
[6] 任頌贊,葉儉,陳德華.金相分析原理及技術[M] .上海:上海科學技術文獻出版社,2013:1049.
[7] 徐祖耀.馬氏體相變與馬氏體[M] .北京:科學出版社,1980:330-340.
[8] 鄧文英.金屬工藝學:上冊[M] .北京:高等教育出版社,1964:207-208.
[9] Seol JB,Jung JE,Jang YW,et al.Influence of carbon content on the microstructure,martensitic transformation and mechanical properties in austenite/ε-martensitedual-phase Fe-Mn-C steels[J] .Acta Materialia,2013,61(2):558-578.
[10] 熊臘森.焊接工程基礎[M] .北京:機械工業出版社,2002:302-305.
[11] 張漢謙.鋼熔焊接頭金屬學[M] .北京:機械工業出版社,2000:187-201.
[12] Lan Liangyun,Qiu Chunlin,Zhao Dewen,et al.Microstructural characteristics and toughness of the simulated coarse grained heat affected zone of high strength low carbon bainitic steel[J] .Materials Science & Engineering A,2011,529(1):192-200.
[13] Ikawa H,Oshige H,Tanoue T.Effect of martensite-austenite constituent on HAZ toughness of a highstrength steel[J] .Transactions of the Japan Welding Society,1980,11(2):87-96.
[14] 盧培民,王延輝,李冰.連續擠壓擠壓輪模具輪槽根部開裂失效分析[J] .熱加工工藝,2010,39(22):191-193.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
設備管理與維修(2015年12期)2015-04-09 06:57:24