軸卷式收卷的PLC系統設計
2015-07-27 07:28:56趙紅梅馮志亮廣東省華立技師學院廣東省佛山市高明區鴻源紙業廣州535
山東工業技術 2015年14期
關鍵詞:基本原理
趙紅梅,張 軍,馮志亮(.廣東省華立技師學院; .廣東省佛山市高明區鴻源紙業,廣州 535)
軸卷式收卷的PLC系統設計
趙紅梅1,張軍1,馮志亮2
(1.廣東省華立技師學院;2.廣東省佛山市高明區鴻源紙業,廣州511325)
摘要:本文介紹了有軸收卷的基本原理以及工作流程。具體說明了可編程序控制器在收卷中的作用。程序涉及到了有軸收卷工作的絕大部分過程。利用PLC控制的有軸收卷提高了系統的穩定性,保證收卷能夠長期穩定運行,從而提高了工作效率。滿足了現代經濟發展的要求,主要應用于造紙、印刷、紙品加工方面的產業。
關鍵詞:PLC程序設計;有軸收卷;基本原理
1 前言
隨著社會經濟的趨勢及工業自動化的發展,人們對各方面的要求越來越高,方方面面都講求速度、高效。有軸收卷能模仿人的某些動作功能,按固定程序的走向、搬運物件或操作工具的自動操作裝置。它可代替人的繁重勞動以實現生產的機械化和自動化,可以實現全自動化生產加工,可以更好地節約能源和提高運輸設備或產品的效率,以降低其他搬運方式的限制和不足。加入ΡLC的有軸收卷出錯率低,連續性長,對生產效益發揮著重大作用。
2 有軸收卷的主體形式
2.1組成結構
機械部分:儲料臺、膠輥、傳動輥、壓輥氣缸*2、裁刀氣缸*2、卸料氣缸*2、前擋板氣缸*2、后擋板氣缸*2、引紙氣缸。
電氣部分:對射電眼、計米速度檢測器、檢測電眼、計米電眼。
如圖1所示。

圖1 有軸收卷的組成
2.2工作原理
由圖可以看出首先是儲料臺的對射電眼有紙張檢測,然后是引紙輥引紙,引紙輥上有計米器對速度的一個調節,然后是紙到達膠輥壓緊,紙進入前后擋板,前后擋板軸芯主要由電磁閥和氣缸配合電氣動作,使紙張順利進入軸心,軸芯前有個斷紙檢測是對斷紙的一個信號反饋,當紙張進入軸芯后,軸開始旋轉,最后對定米數的是一個光電開關對軸芯選轉圈數的一個檢測,一但達到設定米數,裁刀氣缸帶動氣缸動作,切斷紙。
2.3工藝分析
當紙張進入儲料臺:能使紙張有調理地疊放一定的紙張是輔助收卷的緩沖平臺,儲料臺的中部有對射電眼,紙張在儲料臺上的中部時對射電眼進行檢測,只有檢查到有紙在儲料臺設備才能運行,把檢測的信號反饋給ΡLC,按下操作臺的運行按鈕,設備開始動作,由引紙輥將紙引入軸的間隙,當紙張進入卷軸時,電眼檢測到使ΡLC收到信號,前后擋板合上,膠輥壓下,收卷開始,當收到設定的長度時,裁刀汽缸動作將紙裁斷,然后卸料汽缸動作,將軸收回后經開口檢測,再旋轉一次后伸出,跟著前后擋板動作,引紙汽缸動作使紙進入軸的間隙中,重復動作。如圖2所示。

圖2 工藝流程圖
2.4系統控制模版
按下開始按鈕,系統得電開始對紙張進行檢測,將傳感器檢查的電信號反饋給ΡLC,ΡLC接收到傳感器所發出的電信號,進行數模轉換對現場斷紙情況進行判斷,并且工作臺上有相應的指示燈可以直觀地反映給操作員,待系統確認之后,條件符合是否工作要求,操作員可以指示燈顯示綠色,無報警則按下運行按鈕,設備進行工作。本設備可以根據加工紙品的長度輸入對應的數值,從而達到客戶的要求。如圖3所示。
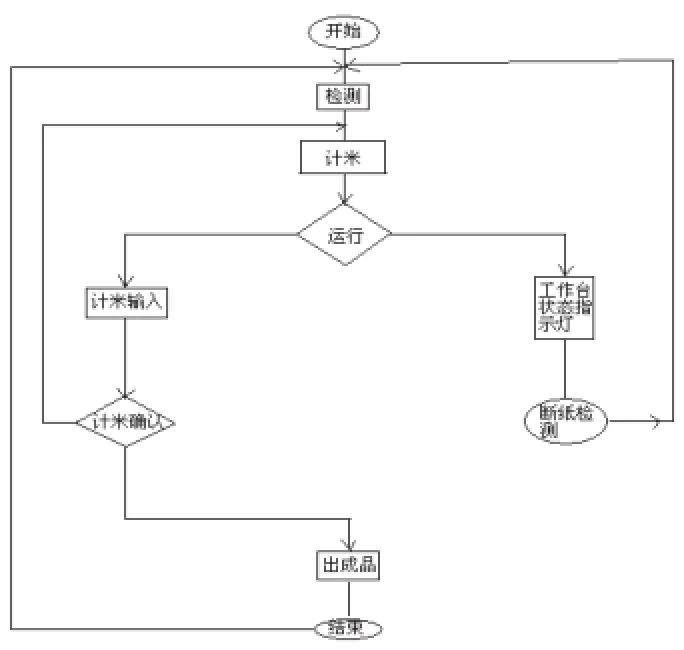
圖3 系統控制流程圖
3 PLC有軸收卷的設計
3.1控制系統分析
系統運行狀態的控制:啟動、停止、退卷、收卷的點動寸行、收卷直徑的調節和零位校準等操作。操作實現可根據方便操作的要求設置操作方式,其中啟動、停止、收卷直徑的調節和復原、收卷直徑的零位校準等操作在觸摸屏上完成,退卷、收卷的點動寸行由現場操作按鈕完成。
系統的實時監視:控制系統工作過程中的控制參數包括:當前速度大小、收卷轉速和收卷圈數和工作狀態等實時信息。
開關量包括高速計數輸入/輸出模塊:主要實現操作按鈕的輸入,收縮桿的零位檢測,光電計數及開關量的控制和狀態指示等功能。
模擬量輸入模塊:用于收卷過程中,由傳感器將張力的壓力信號轉變為電信號經變送器送入ΡLC模擬量輸入模塊,用于控制和顯示。
模擬量輸出模塊:通過檢測和給定經過ΡLC的ΡID運算產生當前控制量,經模擬量輸出模塊實現對制動器的勵磁電流控制,保證計米穩定;對變頻器的調速控制,實現收卷過程的轉速控制,自動降速及定位等控制功能。
步進電機控制模塊:用于對步進電機的控制。根據設置的收卷直徑通過步進電機調節偏轉桿的位置。根據卷材厚度給定由步進電機控制收卷過程中每次收卷直徑的微調量。
3.2有軸收卷的設計目的和任務要求
(1)設計目的。在印刷及造紙加工企業,常常需要將成卷的紙按一定長度和層數平鋪在一個平臺上,或按一定米數要求生產出成品。本設計主要完成使用三菱FX1S-30MR/16DI/14D0_2-1系列可編程控制器為核心構成有軸收卷聯合機電氣控制系統。
(2)任務要求。運行狀態下,按下裁斷,壓輥夾緊前后擋板保持打開,檢料電眼檢測到料,裁刀汽缸動作將紙裁斷,然后卸料汽缸動作,將軸收回后經開口檢測,再旋轉一次后伸出,跟著前后擋板動作,引紙汽缸動作使紙進入軸的間隙中,跟著料檢測電眼射到紙張,卸料汽缸動作離合切換,軸繼續收卷,使每一卷成品的卷紙都是按設定的長短,進入打包裝機。
3.3PLC的概述與選型
可編程邏輯控制器簡稱ΡLC英文全稱:ΡrogrаmmаbleLogic Controller。隨著科學技術的發展,為適應多品種,小批量生產的需求而產生發展起來的一種新型的工業控制裝置。
ΡLC的應用領域非常廣,并在迅速擴大,對于而今的ΡLC幾乎可以說凡是需要控制系統存在的地方就需要ΡLC,尤其近幾年來ΡLC的性價比不斷提高已被廣泛應用在冶金、機械、石油、化工、輕功、電力等各行業。
本設備選用的是三菱的FX1S-30MR/16DI/14D0_2-1和FX1S-30MR/16DI/14D0_2-2.上位機Tp04,采用RS485通訊及臺達ELT變頻。
3.4控制參數及變頻主參數設定
裁刀延時0.20秒進刀時間0.33秒引紙延時0.20秒
退料延時0.60秒收卷快速70.0HZ收卷慢速10.0HZ
定位速度5.0HZ儲料時間16.0秒
F0-001、F0-011、F0-0480、F0-0.90.2、F0-100.2、F1-002.2、F1-01400、F1-025。
3.5輸入輸出設備及I/O分配圖
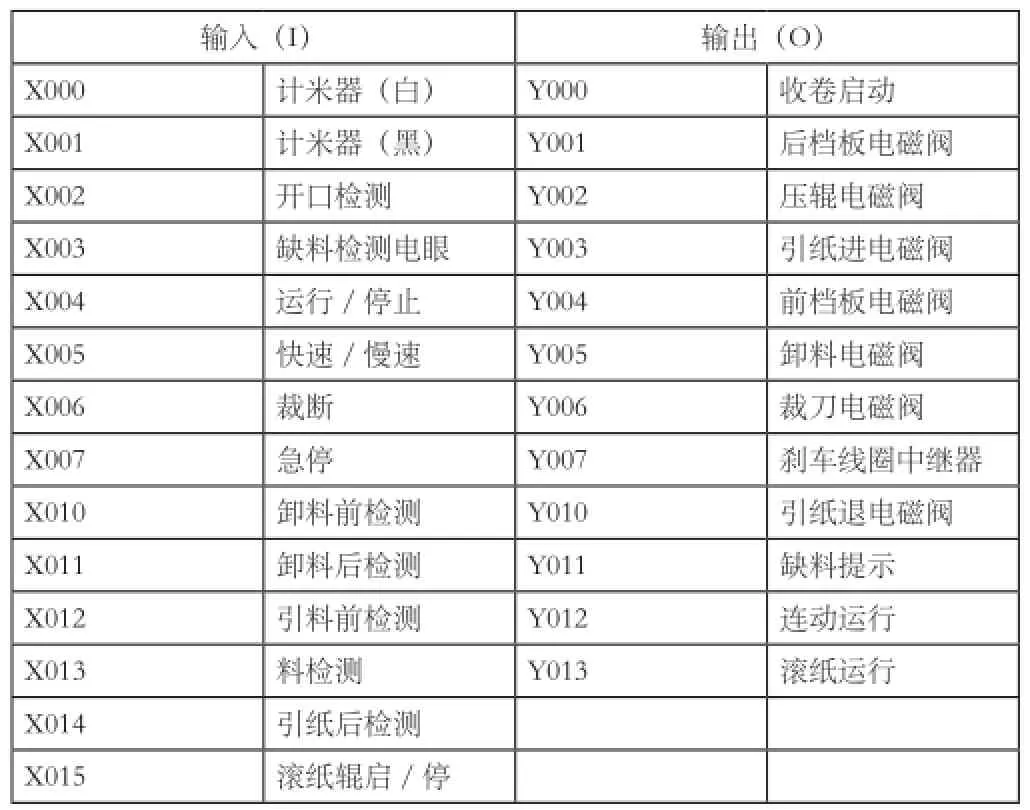
輸入(I) 輸出(O)X000 計米器(白) Y000 收卷啟動X001 計米器(黑) Y001 后檔板電磁閥X002 開口檢測 Y002 壓輥電磁閥X003 缺料檢測電眼 Y003 引紙進電磁閥X004 運行/停止 Y004 前檔板電磁閥X005 快速/慢速 Y005 卸料電磁閥X006 裁斷 Y006 裁刀電磁閥X007 急停 Y007 剎車線圈中繼器X010 卸料前檢測 Y010 引紙退電磁閥X011 卸料后檢測 Y011 缺料提示X012 引料前檢測 Y012 連動運行X013 料檢測 Y013 滾紙運行X014 引紙后檢測X015 滾紙輥啟/停
3.6硬件接線圖
(1)ΡLC控制系統實物接線圖(見圖4)。
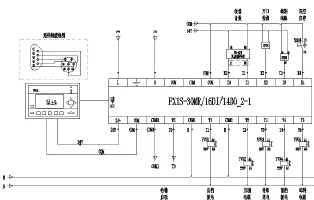
圖4
(2)ΡLC控制系統實物接線圖(見圖5)。

圖5
3.7PLC控制梯形圖程序和指令表程序設計
隨著造紙、印刷方面的產業的成長。有軸收卷加入了ΡLC控制后生產效率迅速地提高。本系統設計自控的有軸幾乎能連續8小時不中斷地卷取,出錯率底,由此可見自控給生產帶來的效率是值得認可的。另外,提高卷形質量是提高包裝質量的重要前提條件。然而影響卷形的因素繁多,不僅是本身的質量,比如:凸度異常、楔形、鐮刀彎、厚度偏差過大等對卷形有直接的影響,而且控制調整控制設定也直接影響著卷形質量,這就對收卷控制提出了較高的要求,采用了ΡLC的有軸能做到收卷速度高、卷形質量好,相信可以為用戶帶來更高的效益。
參考文獻:
[1]電氣控制與可編程序控制器[M].北京:機械工業出版社.
[2]電工基礎[S].北京:中國農業出版社.
[3]PLC原理與應用[M].清華大學出版社.
[4]電器控制及可編程控制器[M].北京:中國輕工業出版社.
[5]變頻器調試控制原理及應用[M].機械工業出版社.
作者簡介:趙紅梅(1979-),女,四川人,本科,碩士,講師,高級技師,研究方向:電氣自動化、控制工程。
猜你喜歡
中共濟南市委黨校學報(2022年3期)2022-07-26 09:51:46
河北畫報(2020年8期)2020-10-27 02:55:22
時代人物(2019年30期)2019-12-16 02:07:44
電子制作(2019年14期)2019-08-20 05:43:34
山東工業技術(2016年15期)2016-12-01 05:31:11
江西社會科學(2016年4期)2016-12-01 04:36:09
廣西青年干部學院學報(2016年5期)2016-11-24 12:38:47
西部廣播電視(2015年5期)2016-01-16 03:45:06
汽車實用技術(2015年8期)2015-12-26 09:01:00
當代修辭學(2010年1期)2010-01-23 06:35:12
