低壓發泡技術應用于水處理產品的開發
2015-07-27 07:38:41霍祥明趙錦輝江蘇川源環保設備有限公司江蘇優聯環境發展有限公司江蘇南通600
山東工業技術 2015年19期
霍祥明,錢 健,趙錦輝(.江蘇川源環保設備有限公司;.江蘇優聯環境發展有限公司,江蘇 南通 600)
低壓發泡技術應用于水處理產品的開發
霍祥明1,錢健2,趙錦輝2
(1.江蘇川源環保設備有限公司;2.江蘇優聯環境發展有限公司,江蘇南通226001)
摘要:厚壁水處理塑料產品開發,采用低壓發泡技術[1]能消除產品內應力,提高產品強度,降低收縮率,并改善產品翹曲變形,尺寸穩定性、質量和生產效率得到提高。采用單注射通道注塑機,添加化學發泡劑的低壓發泡技術,在開發大型厚壁水處理塑料制品過程中值得推廣。
關鍵詞:注膠壓力;HDPE;化學發泡劑;熱流道;針閥;冷卻
0 前言
大型水處理設備塑料制品,如環保水箱重量大、壁厚厚。采用常規高壓注塑工藝加工,由于注塑壓力大、保壓時間長,產量低、能耗高;產品內應力大,變形嚴重,產品易開裂,裝配存在問題。國外經驗,厚壁塑料產品應該采用低壓發泡注塑技術加工。HDPE材質的大型厚壁水處理產品開發過程涉及模具開發、加工工藝確定、產品評估和驗收等內容,為其他水處理塑料產品的開發提供思路。
開發背景:高壓注塑技術是國內常見的塑料制品加工技術,應用經驗豐富,注塑機為普通高壓注塑機。高壓注塑技術即熱塑性塑料經注塑機加熱成熱熔膠,被注塑機推料螺桿以較高壓力注射進模具腔內,再經冷卻、保壓、成型的加工技術。高壓注塑產品的開發過程包括產品造型、模具開發、試模、加工參數確定和量產。由于注膠、冷卻和保壓過程壓力高,產品被模腔高壓包裹,產品造型需要充分考慮拔模斜度,以便于拔模,影響產品功能;注塑材料存在收縮性,模具應根據材料收縮率放大來確保產品整體尺寸符合要求,但加強筋位置縮水不能改善。經驗表明采用高壓注塑技術加工薄壁小型產品是可行的。
但采用高壓注塑技術加工壁厚大于6mm的HDPE環保水箱產品,由于材料收縮率大,產品變形嚴重;模具抽芯距離長,拔模斜度大,產品壁厚不均;產品內應力大,容易開裂,無法獲得滿意的產品。尋求合適的注塑加工技術是厚壁HDPE水處理產品的關鍵。
國外采用發泡技術注塑加工厚壁塑料取得成功,產品尺寸和形狀飽滿、內應力小、縮水消除、變形小、重量降低、強度增加。
發泡技術有低壓化學發泡注塑技術、多通道注塑發泡注塑技術和物理發泡注塑技術等。低壓化學發泡注塑技術,即熱塑性塑料中添加AC或小蘇打化學發泡劑,低壓注膠成型技術;為縮短注射距離,降低注塑機尺寸,開發多通道低壓注塑機注塑加工發泡產品;物理發泡技術,注塑機采用專用螺桿,添加超臨界氣體,注塑加工發泡產品,該技術在國外得到迅速推廣,逐漸取代化學發泡技術。
由于發泡注塑工業規模小,進口低壓注塑機和多通道注塑機價格昂貴,物理發泡技術專利費用高昂,相關技術研發難度大,我國發泡注塑技術發展極為緩慢。國內采用普通單通道高壓注塑機,塑料添加發泡劑,螺桿以低壓力注膠,注膠結束及時回撤螺桿或安裝針閥或鎖閉式噴嘴,截斷螺桿至模具腔內的壓力傳遞,低背壓注塑加工發泡產品。但發泡注塑案例很少,更沒有建立完善的應用標準和指導。
根據國內注塑機類型和技術水平,大型厚壁HDPE水處理產品采用低壓發泡注塑技術加工,其產品造型設計、模具設計、發泡劑選擇,以及工藝控制是產品開發的重點。
開發過程:大型厚壁HDPE水處理產品開發的目的在于采用低壓發泡注塑技術,降低產品收縮率,提高產品尺寸和形狀規格,減小變形量,減輕產品重量,并加快產品加工效率。
模具設計和應用確保能夠實現低壓發泡注塑和產品快速成型的要求。
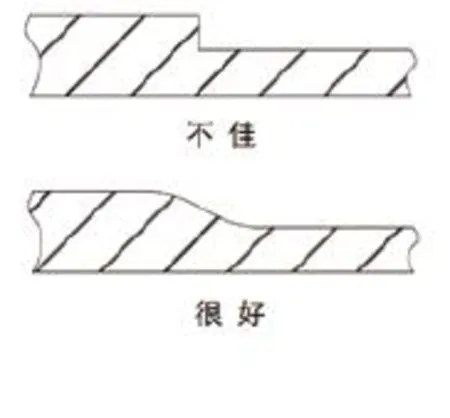
圖1 壁厚過度部位設計比較圖
1 產品設計
產品的壁厚大于6.0mm,其造型應確保熱熔膠在模腔內快速流動和各部位壁厚均勻。如圖1,壁厚變化部位平滑過渡,熱熔膠流動途徑部位產品各R角半徑最好大于產品的平均厚度;采用低壓注塑,不考慮拔模斜度,整體產品壁厚均勻。
2 模具設計
2.1收縮率
HDPE材料添加發泡劑,采用低壓發泡注塑進行實驗,結果顯示產品收縮率小于0.5%,則模具設計放大0.5%或不放大。
2.2模具安裝針閥式熱流道及膠口設計
厚壁HDPE環保水箱理論重量11.8Kg,平均壁厚大于6.0mm,產品設計尺寸為1000x300x300mm,熱熔膠在模具模腔內的平均流動距離設計為小于400mm,模具共安裝8根針閥式熱流道,如圖2,頂部安裝六根單膠口熱流道,兩側各安裝1根多膠口熱流道,各注膠膠口設計為大水口,口徑大于10mm。

圖2 熱流道布置
2.3冷卻
注膠結束,發泡產品在模腔內應快速冷卻,隨著溫度降低,發泡劑停止分解,產品定型,內應力消除。冷卻方式設計為冰水冷卻,冷卻水管徑為12mm。通水冷卻時間通過電磁閥控制。
2.4排氣
低壓發泡模具相對于傳統高壓模具,排氣槽應適當加寬。分析熱熔膠流動的阻力狀態,并根據試模結果在恰當位置設置扎包。

表1
3 發泡劑及添加比例
根據HDPE材料特性選擇合適的AC發泡劑或小蘇打發泡劑。AC發泡劑學名為偶氮二甲酰胺,分解溫度范圍為180°C至210°C,可添加適量氧化鋅活性劑,降低AC發泡劑的分解溫度,建議添加比例1%-2%。
小蘇打發泡劑分解溫度為210°C至230°C,建議添加比例為2%-4%。
采用小型厚壁產品模具進行實驗,實驗材料配制如表1。
發泡劑與HDPE塑料顆粒按比例加入混料機中充分攪拌10分鐘以上至混合均勻,備用。
采用1200噸普通單注射螺桿注塑機實驗,注膠壓力設定為30bar,通過比較比較各組分低壓發泡產品的泡孔分布狀態確定AC發泡劑添加比例不小于1.5%,小蘇打發泡劑添加比例不小于2%。
4 工藝控制
4.1注膠螺桿溫度設定
如圖3,注膠螺桿溫度設定為拋物線狀,即炮筒溫度中間高,兩端低。加料段、壓縮段和計量段溫度設定為195°C、215°C和195°C,混有發泡劑的HDPE塑料顆粒在加料段開始熔化,壓縮段
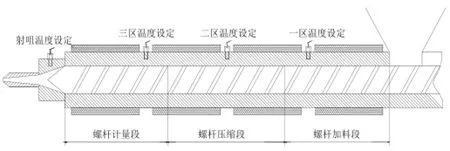
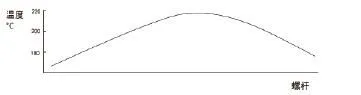
圖3 螺桿溫度分布曲線
進一步熔化,流動性增強,高溫使得發泡劑分解產生氣體,均勻分布于塑料熔膠中;計量段溫度降低,靜態壓力增加,氣泡被有效保存在熔膠中。
4.2炮筒壓力設定
加料段、壓縮段和計量段實驗壓力設定為50bar、80bar和40bar 至55bar,保證快速注膠。試模過程,螺桿計量段壓力由高至低測試,實驗確定計量段注膠壓力位48bar。
4.3注膠速度
設定為最大,總計進料時間小于12秒。
4.4順序進料
控制各點熱流道的進料順序和進膠量是確保產品發泡均勻、產品飽滿的保障。如圖2,水箱產品頂部6點注膠口由中間向兩端距注塑機注膠口距離越遠,如不加以控制,熱熔膠將會由中間向兩端推進,阻力越來越大,模腔內壓力分布不均。試模實驗表明,通過控制針閥,兩端膠口先進料,中間膠口最后進料,能夠快速注膠,降低注膠阻力,提高模腔內壓力分布均勻性。
4.5模溫控制
產通過快速冷卻,發泡劑停止分解發泡,產品快速定型,內應力消除,同時可提高生產效率。但冷卻時間過長,HDPE材料表面完全固化,將增加材料與模具之間摩擦力,不利于拔模動作。
4.6保壓
注膠結束,通過時間控制熱流道針閥關閉,隔離注塑機螺桿對模具模腔的壓力傳遞,模腔背壓消除,模腔內壓力迅速降低,熱熔膠中高壓氣體析出,氣泡體積增大,形成均勻分布的微米級微氣泡。區別于高壓注塑工藝,不進行保壓是低壓發泡注塑工藝的重要特點。
5 結論
通過對HDPE環保水箱尺寸測量、變形狀況分析、泡孔結構和分布狀況觀察、產品減重測算,綜合評估低壓發泡注塑技用于開發水處理產品的優勢如下:
(1)產品平整度高,基本無翹曲變形。
(2)各尺寸誤差均在允許誤差范圍之內。
(3)收縮率小于0.4%,無收縮痕。
(4)鋸開不同位置,各斷面,熔接線位置以外,泡孔分布均勻,發泡層和結皮層界線明顯,發泡層約為3.5mm,結皮層約為1.5mm,產品結構強度較高,無論承重還是接頭連接強度,均增強。
(5)產品減重約18%,整體形狀飽滿。
(6)由于無保壓過程,生產效率較普通高壓注塑提高3倍以上。
總之,低壓發泡注塑工藝能夠消除厚壁環保水箱等產品的內應力,減少產品變形和收縮,能夠保證產品的形狀和尺寸要求,確保產品的使用性能。低壓發泡技術通過對產品造型和模具的優化設計,試模確定合適的工藝參數,有效控制低壓發泡注塑各流程操作,能夠高效注塑加工厚壁塑料水處理產品,值得深入研究和推廣。
參考文獻:
[1]Structural foam molding guide, Uniloy Milacron North American Headquarters.
[2]陳志雄,葉智方,李向東,謝雄飛.化學發泡預壓高速注塑成型方法[P].專利號:200710026663.0,東華機械有限公司.
