JC125—17C把座車加工夾具設計
2015-10-09 18:15:02洪莉莉
山東工業技術 2015年19期
洪莉莉
摘 要:具有空間位置的回轉類零件加工,可以在車床上,通過角鐵型專用夾具進行回轉中心的轉換,將需要加工的外圓回轉中心轉換到車床回轉中心,完成外圓的加工。采用該類加工方法,工藝簡單,加工成本低,生產效率高。
關鍵詞:夾具;定位;夾緊機構;位置精度;誤差分析
1 夾具設計任務
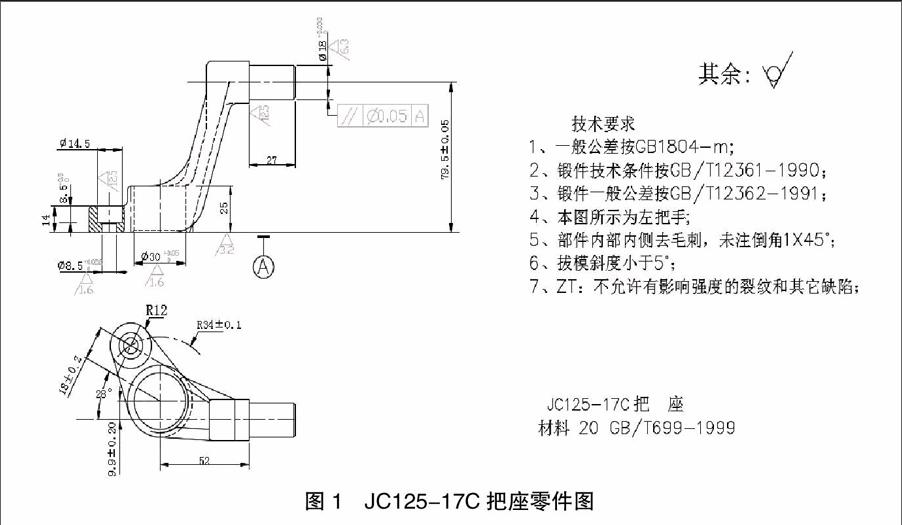
1.1 產品零件圖如圖1所示
1.2 零件的重點技術要求分析
零件名稱為JC125-17C把座,材料20鋼,鍛件,本工序加工Φ180+0.033mm外圓,設計專用夾具。
零件已經加工的部分分別有孔Φ300+0.05mm,孔Φ8.5mm和Φ14.5×8.50+0.50孔mm,以及基準面A,孔Φ8.5mm和孔Φ14.5mm同心,Φ8.5mm孔的中心是以Φ300+0.05mm孔中心為圓心,半徑為R34±0.10mm圓弧和第二象限與X軸夾角為-28°的直線的交點,保證尺寸18±0.2mm。
本零件的特點是Φ180+0.033和Φ300+0.05外圓及基準A是空間位置尺寸且外形不規則,加工Φ180+0.033外圓用回轉類設備加工尺寸精度較容易保證,但需要使用專用夾具將工件的回轉中心轉換成Φ180+0.033外圓中心,通過夾具和機床的聯接,再將Φ180+0.033外圓中心轉換成機床的回轉中心,達到加工的目的
加工Φ180+0.033mm外圓,尺寸精度IT8級,表面粗糙度Ra6.3μm,車削加工就能夠滿足要求。批量生產時,尺寸精度由機床操作保證,位置精度靠設計的夾具來保證,因此,本設計的專用夾具為車加工專用夾具,加工Φ180+0.033mm外圓的位置精度包括以下兩個方面的要求:
(1)與Φ300+0.05孔中心距尺寸Y=9.9±0.20mm,Z=79.5±0.05mm。
(2)Φ180+0.033mm外圓與基準A的平行度為Φ0.05mm。
2 夾具方案的確定
在車床上加工Φ180+0.033mm外圓,要限制Y軸的移動、Y軸的轉動、Z軸的移動和Z軸的轉動自由度,要保證加工長度為27mm,必須要限制零件的X軸的移動自由度。
要保證Φ180+0.033mm外圓中心線對基準面A的平行度和中心高79.5±0.05mm,根據基準重合原則,應選用基準面A作為加工外圓的第一基準,該基準可以限制工件Z軸的移動和Y軸的轉動兩個自由度。
要保證Φ180+0.033mm中心到Φ300+0.05孔中心距尺寸Y=9.9mm,可以選擇Φ300+0.05孔做為第二基準,限制工件Y軸的移動和X的移動自由度。
第一基準和第二基準限制了工件的四個自由度,Z軸的轉動自由度沒有被限制,如果工件能繞Z軸旋轉,加工時就會造成加工好的外圓和毛坯外圓不同心。第三基準用來限制工件繞Z軸旋轉,可以選擇毛坯R12圓弧,也可以選擇Φ8.5mm孔。
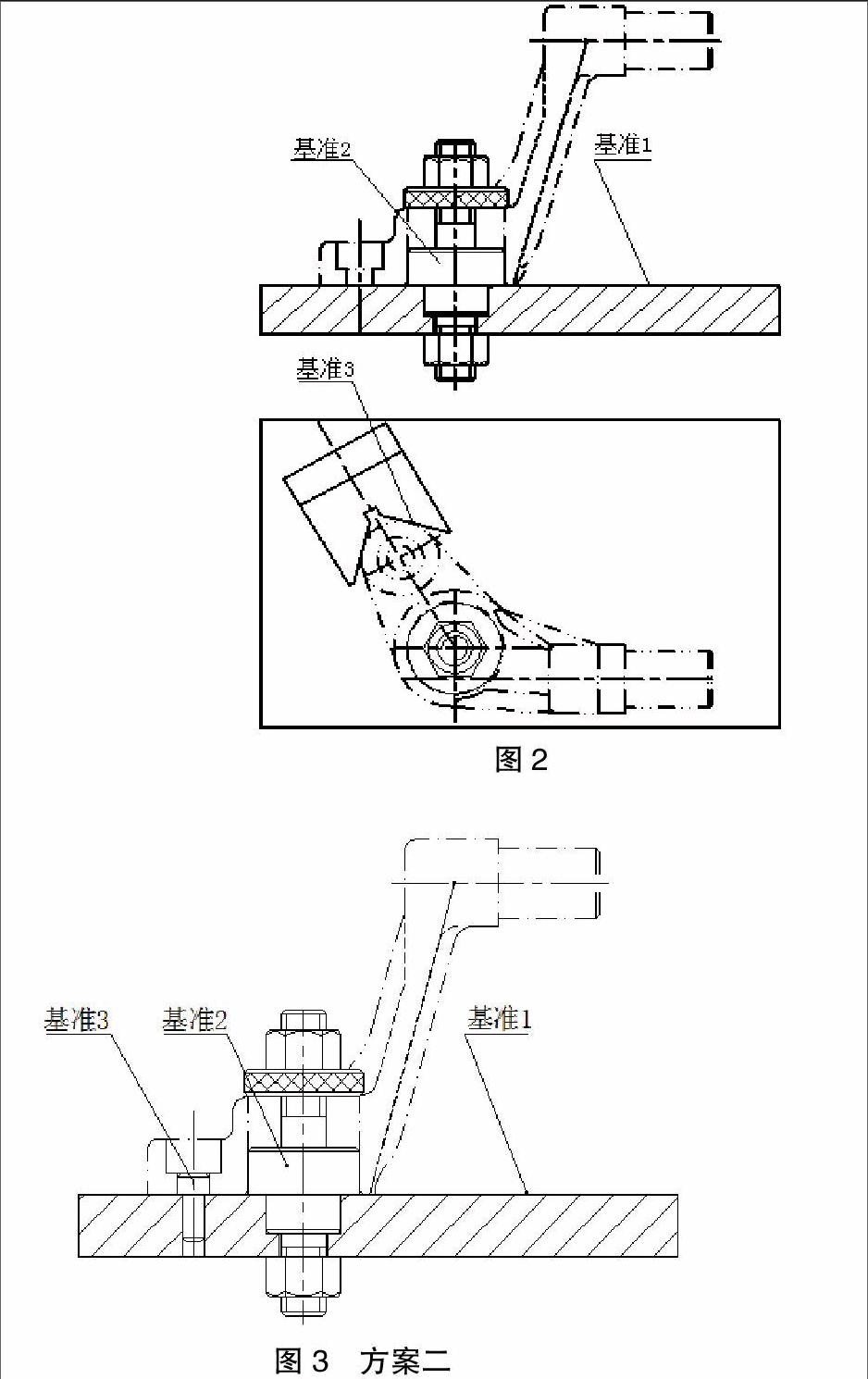
方案一,如圖2所示,以孔Φ300+0.05和毛坯R12圓弧為第二、第三基準,通過固定圓柱銷和V型塊實現定位。
方案二,如圖3所示,選擇孔Φ300+0.05和Φ8.5孔為第二、第三基準,通過固定式圓柱銷和菱形銷實現定位。
經過分析,第一方案以圓柱銷和V型塊組合定位,要受到毛坯R12圓弧的加工精度的影響, R12圓弧是鍛件毛坯,尺寸誤差為±1.2mm,公差較大,不能滿足裝夾要求,因此選用第二方案。此方案對兩孔采用圓柱銷和菱形銷組合定位,工件一面兩銷的完全定位,沒有重復定位,方案可行。
(1)基準面的選擇,夾具定位方式的確定。基準A為第一基準,孔Φ300+0.05和孔Φ8.5為第二、第三基準,選擇一面兩銷的定位方式;(2)定位元件的選擇。用支承板、固定式圓柱銷和菱形銷實現定位;(3)夾緊方式和夾緊元件。為減小夾具體的體積,可采用開口墊圈的螺母手動夾緊機構;(4)夾緊力。采用手動夾緊的螺旋夾緊機構,螺母提供的夾緊力足夠夾緊,因此不需要做夾緊力的精確計算。
3 主要零件設計說明
(1)夾具體的設計。夾具體采用角鐵式車床夾具。車床上加工Φ180+0.033外圓,必須將外圓的中心線和車床的回轉中心重合才能實現加工。工件如果采用平面式的夾具體裝夾在主軸上,工件只能整體圍繞主軸旋轉,無法將Φ180+0.033外圓的中心線轉換到機床回轉中心。只有把角鐵式夾結構的夾具體垂直裝夾在主軸上,才能將Φ180+0.033中心轉換成水平方向,調整夾具體上下左右的位置,將工件的回轉中心和主軸軸線調整一致。夾具體通過過渡盤和機床主軸聯接。
加工Φ180+0.033外圓,車刀徑向進給,為防止夾具體干涉車刀的徑向進給,工件加工部分應伸出夾具體外,伸出長度大于加工長度5mm以上。
(2)過渡盤。如果夾具體設計成過渡盤和角鐵一體,夾具體本身的加工工藝復雜程度較高,加工精度不容易保證,成本較高,因此設計成角鐵和過渡盤分開,通過過渡盤和機床主軸端部聯接,加工簡單,成本低,而且加工精度容易保證。
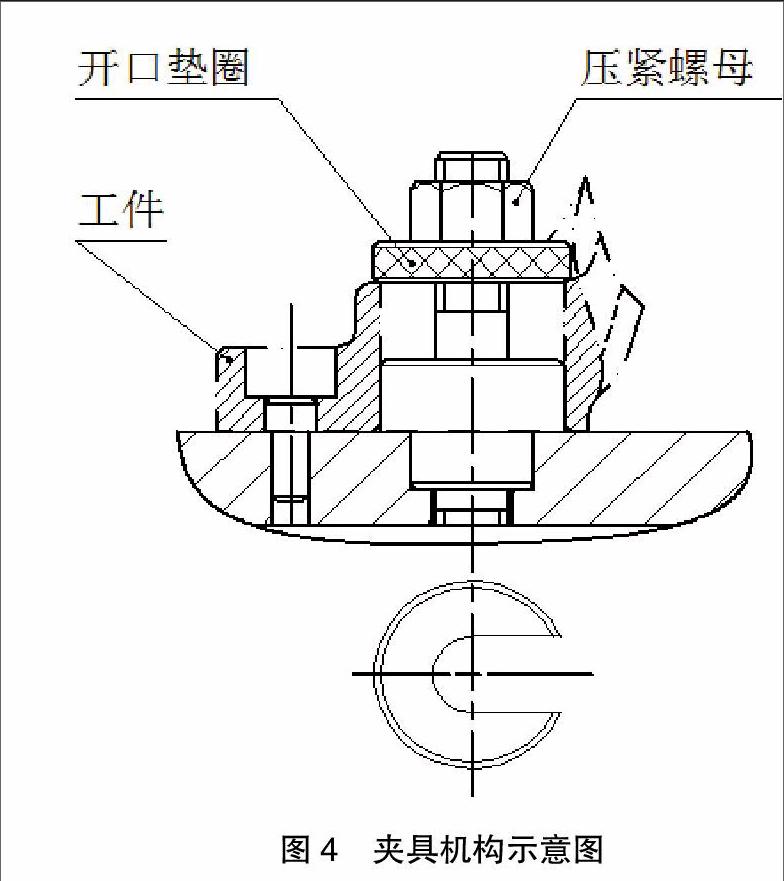
(3)夾緊機構。夾緊方案初步確定如圖4所示。夾緊部位選擇Φ300+0.05孔上端面,上端面沒有干涉部分直徑為Φ33mm,因此選開口墊圈的最大外圓直徑為Φ32mm,厚度8mm,鎖緊螺母選擇M12mm。螺母的最大外徑小于工件的孔徑,松開螺母取下開口墊圈,工件即可穿過螺母被取出。
(4)平衡塊。夾具體在過渡盤上相對主軸中心處于偏心狀態,其重心偏離機床主軸回轉軸線,因此需要配置平衡塊,消除夾具在回轉時的不平衡現象。平衡塊上開有圓弧槽,便于調整其位置。
4 夾具結構示意圖圖
夾具結構圖見圖5。
5 定位尺寸和定位誤差的分析與計算
5.1 計算定位尺寸
(1) 確定定位銷的中心距和尺寸公差endprint
銷間距的基本尺寸和孔間距的基本尺寸相同
銷間距的公差為:
兩定位銷中心距為:(34±0.02)mm
(2)確定圓柱銷的尺寸及公差
取
(3)選取削邊銷尺寸
1)確定削邊銷尺寸b1和B。參照國標《機床夾具零件及部件》(GB/T2203-91)取
b1=4mm,B=d-2=8.5-2=6.5mm
2)確定削邊銷的直徑尺寸及公差
取a=δLd+δLD=0.1+0.02=0.12mm
取
所以d2min=D2min-X2min=8.5-0.11=8.39mm
削邊銷與孔的配合取h8,其下偏差為-0.022mm,因此其直徑為
5.2 定位誤差的分析與計算
依靠夾具保證的工序尺寸有79.5±0.05mm和9.9±0.20mm,只要計算79.5±0.05mm和9.9±0.05mm的定位誤差即可。
(1)79.5±0.05mm的定位誤差
1)計算基準不重合誤差σB。79.5±0.05mm的定位基準為A面,定位基準和工序基準重合,故σB=0
2)計算基準位移誤差σY。79.5±0.05mm的定位基準A面為平面定位,平面定位的位移誤差為0,故σY=0
要求定位基準面A的平面度<0.03mm角鐵的垂直度<0.03mm。
(2) 9.9±0.05mm的定位誤差
1)計算基準不重合誤差σB。9.9±0.15mm的定位基準為Φ300+0.05mm孔中心,基準重合,故σB=0;
2)計算基準位移誤差σY。
轉角誤差為:
加工軸的軸線在大孔中心線的外側,因此
σY=X1max+2×9.9×tanσβ
=0.07+2×9.9×0.0018=0.106mm定位誤差為σD=σY=0.106mm
由于
所以夾具的定位誤差能夠滿足工件的制造誤差,夾具的定位尺寸基本合理。
6 小結
夾具的設計要綜合考慮加工的工藝性和加工成本,選擇合理的加工方法和工裝夾具,能有效提高加工效率。
參考文獻:
[1]魏康民.機械加工工藝方案設計與實施[M].北京:機械工業出版社,2010.
[2]何國旗,何英.機械制造工程實踐教程[M].北京:機械工業出版社,2011.
[3]魏康民.機械制造工藝裝備[M].重慶:重慶大學出版社,2007.
[4]機械加工工藝裝備設計手冊委員會.機械加工工藝裝備設計手冊[K].北京:機械工業出版社,1998.endprint
