低溫甲醇洗技術在16 萬噸/年煤制油裝置中的應用
2015-07-25 03:34:02齊亞平張培忠于化龍
化工進展 2015年1期
關鍵詞:工藝
齊亞平,張培忠,于化龍
(內蒙古伊泰煤制油有限責任公司,內蒙古 鄂爾多斯 010300)
低溫甲醇洗(Rectisol)工藝是20 世紀50年代初由德國林德(Linde)公司和魯奇(Lurgi)公司聯合開發的一種用于高濃度酸性氣體的凈化工藝。與聚乙二醇二甲醚法(Selexol)、N-甲基吡咯烷酮法(Purisol)等酸性氣物理吸收工藝相比,采用低溫甲醇洗工藝具有氣體凈化度高、選擇性好,并且可濃縮H2S 氣體做為克勞斯(Claus)硫回收原料氣同時副產高純度CO2氣體等特點[1-2]。1953年,在南非Sasol 建成第一個用于處理魯奇(Lurgi)加壓氣化制煤氣的工業規模示范裝置。20 世紀70年代末,我國引進了三套由林德(Linde)設計的低溫甲醇洗裝置。隨著工藝的不斷優化和改進,低溫甲醇洗工藝被廣泛應用于國內外合成氨、城市煤氣、工業制氫、甲醇合成、煤制天然氣、煤制烯烴、煤制油等氣體凈化裝置中[3-4]。隨著我國現代煤化工的發展,低溫甲醇洗工藝裝置逐漸向大型化、節約化,環境友好型發展,成為現代新型煤化工特別是大型煤化工裝置的首選凈化工藝。
內蒙古伊泰煤制油有限責任公司16 萬噸/年煤間接液化示范項目于2006年5月開工建設,2009年3月20日首次投料試車成功,打通了全部流程,2009年3月27 日順利產出我國煤間接液化工業化第一桶合格成品油。主要工藝過程為:以煤為原料,水煤漿加壓氣化產生的粗煤氣經中溫耐硫變換單元部分變換,調節H2/CO比后,經低溫甲醇洗裝置脫除酸性氣后,送至油品合成單元合成油品。至今,通過多次工藝優化和調整,已達到滿負荷、長周期、連續穩定運行。低溫甲醇洗裝置在煤間接液化示范裝置中起著至關重要的作用,其對合成氣凈化程度的高低以及其運行的穩定性,直接影響油品合成單元的正常生產和催化劑的使用壽命。幾年來,對低溫甲醇洗工藝進行了若干次技術優化,達到了良好的效果,完全滿足煤間接液化對凈化合成氣的要求。
1 低溫甲醇洗工藝流程簡介
伊泰16 萬噸/年煤制油低溫甲醇洗工藝流程見圖1。
1.1 原料氣的預冷
變換氣基本參數如下:流量178000m3/h,溫度40℃,壓力3.5MPa(A);組成為28.36%(摩爾分數,下同)CO2和0.034%H2S。
來自變換單元的變換氣,經過原料氣/凈化氣換熱、原料氣深冷氣,將原料氣冷卻至10℃左右進入氨洗滌塔以降低NH3和HCN 含量,原料氣出氨洗滌塔塔頂與循環氣混合后,噴入由CO2吸收塔進料泵來的小流量甲醇液體防止水低溫結冰。最后,原料氣經終冷換熱器進一步冷卻,通過氣液分離器,分離后的氣體(-21.0℃,3.43MPa)進入H2S吸收塔底部預洗段。
1.2 原料氣H2S/CO2 吸收
原料氣進入H2S 吸收塔下部預洗段,在此微量的組分如NH3和HCN 等被一股來自H2S 吸收塔進料冷卻器的小流量-50℃過冷富甲醇液洗滌。預洗甲醇通過H2S 吸收塔塔底液位閥控制離開,進入預洗甲醇閃蒸加熱器換熱后溫度升至10℃,在預洗閃蒸罐閃蒸再生。
經過預洗的氣體通過升氣管進入H2S 吸收塔上部主洗段。來自CO2吸收塔塔底的CO2飽和甲醇在H2S 吸收塔主洗段洗滌H2S 和COS。來自CO2吸收塔塔底的部分富CO2甲醇溶液經過H2S 吸收塔進料冷卻器換熱至-50℃,通過正比于原料氣流量的流量比例控制加入至H2S 吸收塔的頂部。富H2S 甲醇溶液通過液位閥控制離開H2S 吸收塔主洗段集液槽,送至中壓閃蒸塔閃蒸再生。總硫含量低于10μL/L 脫硫氣體離開H2S 吸收塔塔頂進入CO2吸收塔下部的CO2洗滌冷卻段。
CO2吸收塔中,氣體吸收采用再吸收塔來的閃蒸再生的-53℃冷甲醇作為主洗甲醇,熱再生塔來的熱再生的-48.6℃冷甲醇作為精洗甲醇。精洗甲醇通過正比于氣體流量的流量比例控制加入至CO2吸收塔塔頂。
CO2吸收塔塔頂凈化氣(CO2≤0.064%,H2S +COS≤10μL/L)在原料氣終冷換熱器和原料氣/凈化氣換熱器復熱,回收冷量后凈化產品氣[30℃,3.3MPa(A)]送出界區。酸性氣脫除主要工藝指標見表1。
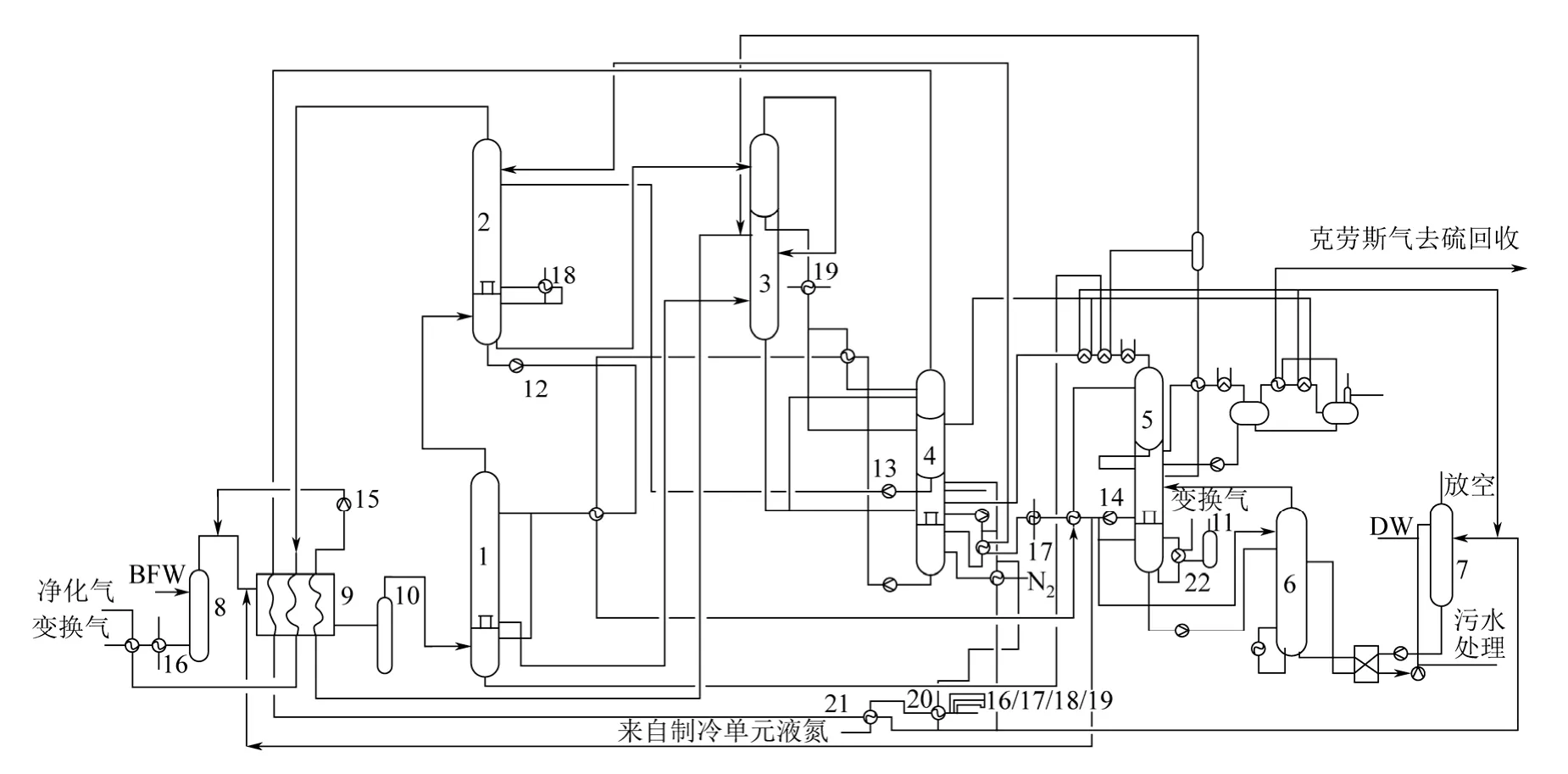
圖1 伊泰16 萬噸/年煤制油低溫甲醇洗工藝流程簡圖
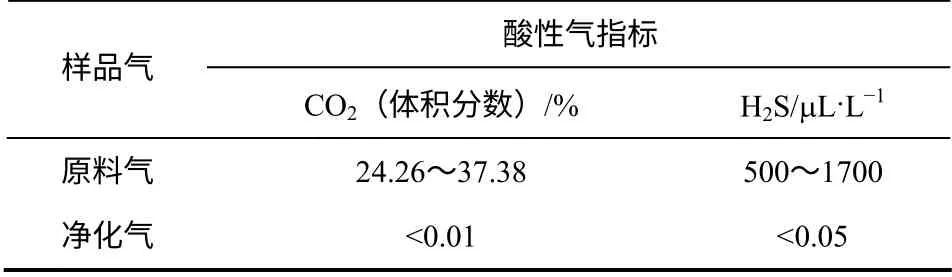
表1 酸性氣脫除主要工藝指標
2 低溫甲醇洗裝置運行情況
2.1 基本情況
16 萬噸/年煤間接液化示范項目低溫甲醇洗裝置于2009年3月底試車成功,達到50%負荷,2009年12月,達到100%負荷。從2011年7月開始至今一直以105%以上的高負荷運行,平均日產各類油品500 噸。
2.2 存在問題
(1)再吸收塔在現場安裝時發現問題:再吸收塔二段甲醇進料口和CO2產品氣出口幾乎在同一標高。這樣,在實際生產中,高速流動的CO2會夾帶著大量的甲醇來不及破沫沉降,并且超過了氣相出口除沫器能力,造成大量的甲醇消耗,影響裝置的正常生產;再吸收塔三段設計中存在問題:甲醇進料口和尾氣放空口的凈高度為250mm。在生產負荷100%時,塔板的液層厚度約100~250mm,加上泡沫層高度,實際操作中已經十分接近氣相出口的下沿,會存在嚴重的氣液夾帶現象,造成甲醇消耗增加,甚至影響裝置的正常運行。
(2)原工藝流程中,變換氣經洗氨塔后直接進入H2S 吸收塔,這樣變換氣會夾帶大量水汽進入甲醇循環系統,從而引起貧甲醇中水含量增加,影響對H2S 和CO2的吸收,同時增加冷量的消耗。
(3)2014年4月,在日常分析數據中發現貧甲醇中NH3含量增大。經過一段時間的分析排除,找到了貧甲醇中NH3含量超標的原因,是低溫甲醇洗裝置中氨過冷器發生泄漏,造成甲醇循環系統NH3含量增高,因氨過冷器沒有副線,無法切出在線檢修消漏。
3 技術改進措施及效果
3.1 再吸收塔改造
在再吸收塔二段原CO2氣出口的百葉窗前增設遮擋板,改變氣體的流向。同時,避免高速流動CO2氣體直接進入百葉窗,進而防止帶走更多的 甲醇。
將再吸收塔三段中第93 塊至第89 塊塔板去掉,每塊塔板的板間距為430mm,增加2150mm的空間;將尾氣洗滌甲醇的分布器分別通過第93 塊至第89 塊塔板引至第88 塊塔盤上,在第93 塊塔板橫梁上新增絲網除沫器,尾氣出口原有除沫器 保留。
對再吸收塔進行了技術改造和優化,每噸油甲醇消耗控制在6.06kg,即1.12kg/m3(凈化氣)遠低于同類型低溫甲醇洗裝置甲醇消耗量1.19kg/m3(凈化氣)[6]的指標。
3.2 降低甲醇循環中水含量改造
在洗氨塔和H2S 吸收塔之間,增設氣液分離器,并將氣液分離器分離下的溶液引至熱再生塔回流罐,由熱再生回流泵打到熱再生塔頂部,流經塔盤后在熱再生塔底部通過再沸器實現甲醇中水的濃縮,再生塔底部的液體送到精餾塔進行甲醇/水的精餾,脫除部分水分。為了進一步降低貧甲醇中水含量,減少甲醇循環量,減少冷量損失,又進行了第二次改造,將甲醇水分離器分離下的溶液直接引至甲醇水分離塔,進行處理。通過技術改造,有效防止了低溫甲醇洗系統中的水含量長時間超標。從而避免了設備腐蝕。同時也降低了熱再生塔的熱量 消耗。
3.3 氨過冷器和再冷卻器加副線
在2014年的大檢修中,對低溫甲醇洗裝置中氨過冷器和再冷卻器增加了副線,以便在氨過冷器和再冷卻器發生泄漏時,可在線隔離檢修,避免引起甲醇循環系統中NH3含量超標甚至發生NH3結晶,從而引起非計劃停車。檢修后系統貧甲醇中NH3含量恢復到小于30mg/L 的水平。
4 煤間接液化低溫甲醇洗的技術特點
4.1 甲醇消耗低
甲醇有很強的吸收能力,這就意味的甲醇循環量和再生量較少。甲醇對H2S、CO2等酸性氣體有很強的吸收能力,而對N2、CO 及CH4等氣體的吸收能力較小,如表2 所示。相比于合成氨裝置,要求凈化氣中的CO2濃度小于20~30μL/L;煤制油裝置中低溫甲醇洗裝置凈化后的合成氣是用于油品合成,凈化氣中的CO2體積分數保證值只要小于1%即可,因而本低溫甲醇洗裝置,可用較小的貧甲醇流量即可達到CO2吸收要求。

表2 氣體在-40℃甲醇中的相對溶解度[5]
同時對再吸收塔進行了技術改造和優化,甲醇消耗控制在6.06kg/t 油,即1.13kg/m3(標況下,凈化氣)遠低于同類低溫甲醇洗甲醇消耗1.19kg/m3(標況下,凈化氣)[6]指標。
4.2 甲醇循環系統中水含量低
甲醇循環系統中貧甲醇中的水含量由改造前1%左右,降到改造后小于0.5%,極大地降低了甲醇循環系統中的水含量,進而減少了冷量消耗,降低了低溫甲醇洗系統中的甲醇循環量。
4.3 蒸汽消耗低
甲醇的沸點溫度為64.7℃,甲醇再生消耗的熱量少,同時本低溫甲醇洗裝置采用熱變換氣作為熱再生再沸熱源,從而極大地減少低壓蒸汽的用量,只在開停車過程中使用低壓蒸汽,從而進一步減少了低壓蒸汽的用量。在正常工況下,節省低壓蒸汽用量7585kg/h,年節約蒸汽用量60680t,按30 元/t計,每年節省運行成本182 萬元。
5 結 語
低溫甲醇洗技術作為大型新型煤化工項目首選 的酸性氣脫除技術,在伊泰16 萬噸/年煤制油示范項目已經歷5年多的運行,雖然存在一些問題,但是經過改進和優化后達到了較好的效果,即:甲醇消耗控制在1.13kg/m3(凈化氣);甲醇循環系統中的水含量降低至0.5%以下;用變換氣代替低壓蒸汽每年節約蒸汽用量60680t。實踐證明低溫甲醇洗技術是可以滿足油品合成需要的,其在煤間接液化示范裝置中應用是成功的,為未來大規模煤間接液化項目的建設積累了豐富的技術經驗、提供了有力的技術保證和支持。
[1] Koytsoumpa E I,Atsonios K,Panopoulos K D,et al. Modelling and assessment of acid gas removal processes in coal-derived SNG production[J]. Applied Thermal Engineering,2015,77(in progress).
[2] 劉慶. NHD 和低溫甲醇洗酸性氣脫除工藝的比較和選擇[J]. 煤化工,2008(2):40-43.
[3] 趙鵬飛,李水弟,王立志. 低溫甲醇洗技術及其在煤化工中的應用[J]. 化工進展,2012,31(11):2442-2448.
[4] Manuele Gattia,Emanuele Martelli,Francois Marechal,et al. Review,modeling heat integration and improved schemes of Rectisol-based processes for CO2capture[J]. Applied Thermal Engineering,2014,70(2):1123-1140.
[5] Li Sun,Robin Smith.Rectisol wash process simulation and analysis[J]. Journal of Cleaner Producion,2013,39:321-328.
[6] 何鵬,李榮,馬永賢. 降低低溫甲醇洗工藝甲醇消耗技術改造[J]. 石油化工應用,2013,31(3):94-95.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
