800H合金技術要求及預制問題探討
2015-07-20 01:17:58謝振紅
上海化工 2015年6期
謝振紅
福陸(中國)工程建設有限公司 (上海 201103)
0 前言
800H合金又稱Incoloy 800H,是鎳鉻鐵奧氏體不銹鋼,隸屬于800系列合金,由美國特種金屬集團公司發明。800系列合金于20世紀50年代推向市場,用于填補耐高溫和相對耐腐蝕的低鎳含量合金市場。[1]
800H合金具有優良的抗高溫蠕變性能、抗氧化性能、抗應力腐蝕性能、耐點蝕和縫隙腐蝕開裂性能,廣泛應用于石油化工設備中的加熱爐管、裂解爐管、集氣管、豬尾管和電加熱元件的護套等加熱爐部件。800H合金通常用應于470~700℃介質中,耐蒸汽、軟水、蒸汽/空氣/C O2混合物、酸性溶液、鹽和H2S等的腐蝕。800H合金也是用于苯乙烯和多晶硅裝置的典型材料。本文就用于多晶硅裝置的800H合金的技術要求和預制過程進行探討。
1 800系列合金介紹
800系列合金家族包括合金800(UNS N08800),800H(UNS N08810),800HT(UNS N08811)。與 800合金相比,800H合金和800H T合金具有更高的蠕變斷裂強度。三種合金的化學成分要求如表1所示。三種合金所含的化學元素基本相同,主要區別在于碳、鋁和鈦的質量分數。800合金中碳的質量分數最高須低于0.10%,而沒有最低限制;800H合金中碳的質量分數在0.05%~0.10%之間;800H T合金中各化學元素的質量分數都處于800H合金的限定范圍內,不過限制更加嚴格,其中碳的質量分數在0.06%~0.10%之間,A l與T i的質量分數之和一般在0.85%~1.20%之間。除了控制碳的質量分數,還應對800H合金和800H T合金進行高溫退火處理,使其平均晶粒度達到美國材料與試驗協會(ASTM)規定的5級標準或更粗,以提高其蠕變斷裂強度[1]。
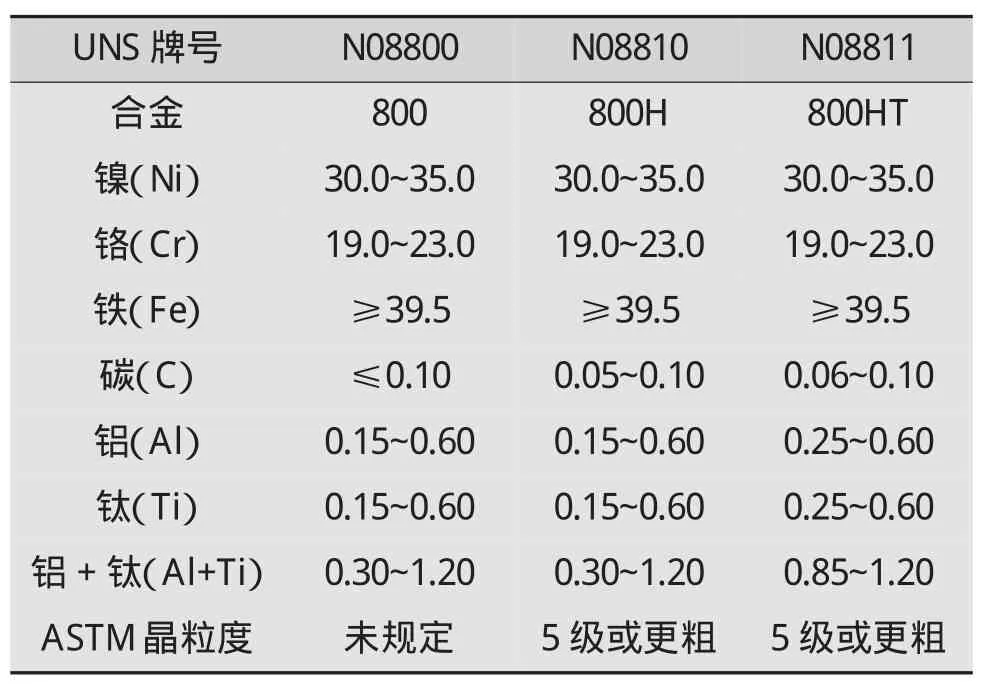
表1 800系列合金中各元素質量分數要求 %
鎳的質量分數為32%時,可以增強合金對氯化物所造成的腐蝕裂紋的耐受能力,也能夠增強在相沉淀過程中產生的脆變的耐受能力,總體抗腐蝕能力極佳。在固溶退火狀態,800H合金和800H T合金具有優良的抗蠕變和抗裂變性能。
典型的蠕變強度值表明,這些合金的強度是按照 800,800H,800H T的順序遞增的。然而,在540~700℃范圍內,800H T合金的應力松弛開裂風險高于800H合金,因此,在該溫度范圍內應優選800H合金。800H T合金通常用于760℃以上的工況下(如加氫重整裝置、合成氨裝置、乙烯生產裝置等),在工作溫度范圍內的應力松弛開裂風險不再特別明顯[2]。
多晶硅項目中,主要工藝設備的設計溫度為600℃,因此主要相關設備(如反應器、換熱器,管子、管件、法蘭和閥門等)的主材均采用800H合金并分別遵守不同的美標材料標準。
與介質中應力松弛開裂一樣,在制造過程中,800H合金和800H T合金均具有再熱裂紋敏感性,兩者機理相似。本文討論的主要是制造過程中的開裂,即“再熱裂紋”。在工程實踐中,800H合金的應力松弛開裂和再熱裂紋問題造成了重大的經濟損失和工期延誤。盡管在項目規定中增加對800H合金的采購和預制技術的要求有助于預防應力松弛開裂和再熱裂紋等問題的發生,但800H合金管道和設備制造的復雜性還沒有被完全了解。
2 裂紋產生原因分析
裂紋主要是由焊后熱處理(PWHT)或高溫使用過程中應力松弛導致的金屬開裂。前者被稱為再熱裂紋,后者為應力松弛開裂。這兩種裂紋的產生機理是相關的,當溫度升高時,如果合金的蠕變延性不足以滿足介質強度邀請或消除殘余應力,這兩種開裂就可能發生。在多數情況下,開裂僅限于熱影響區或開始于某些類型的應力集中,并沿晶界發生,很少出現明顯的變形。裂紋類型分為表面裂紋或嵌入裂紋,取決于材料的應力狀態和幾何形狀。開裂最常出現在焊接熱影響區的粗晶粒部分[3]。沉淀夾雜物的細晶粒強度比晶界高,因此蠕變變形多發生在晶界處。晶粒度對材料的高溫塑性和再熱裂紋敏感性也有重要的影響,粗晶粒會減少熱影響區的韌性,使材料對再熱裂紋更敏感。
兩種開裂經常發生在厚壁部分。易受影響的材料包括低合金鋼(鉻鉬)以及300系列不銹鋼和鎳基合金(如800H合金和800H T合金),主要影響因素有:材料的類型(化學成分、雜質元素),晶粒尺寸,預制的殘余應力(冷加工、焊接),截面厚度(控制約束和應力狀態),缺口和應力集中,焊縫金屬與母材的強度,以及焊接和熱處理條件[3]。
3 防止再熱裂紋和應力松弛的措施
為減少800H合金在制造過程中的再熱裂紋及工作狀況下的應力松弛開裂,結合國內外經驗,提出4項主要建議。
3.1 母材和焊縫金屬中Al+Ti的質量分數小于0.7%
如表1所示,800H合金和800HT合金的Al+Ti質量分數范圍部分重疊,因此,材料往往是“雙認證”的兩種合金。為了使材料在540~700℃范圍內對再熱裂紋和應力松弛開裂的敏感性較低,Al+Ti的質量分數應小于0.7%,大于0.4%[1]。然而,符合該規格要求的材料雖滿足800H合金的要求,但不符合800H T合金化學成分的規定。
3.2 母材穩定化熱處理
800H合金母材經軋制、成形或其他制造步驟后,應在982℃下進行3h穩定化熱處理。按照ASTM要求進行固溶退火處理后,再進行溫度稍低的穩定化熱處理有助于在晶界上產生粗的含夾雜物的晶粒。碳與時效硬化元素(如T i,Al,Nb等)反應可生成微細碳化物,適量加入這些元素能夠細化晶粒,提高合金的強度和韌性。冷成形材料容易松弛開裂,而對其進行穩定化熱處理能夠有效地扭轉這種狀態。在穩定化的條件下,至少15%的冷變形是被允許的,而不會增加應力松弛開裂風險[1]。
3.3 選擇與之匹配的填充金屬和焊接方式
在工業生產中,800H合金或800H T合金焊接管和管件,以及許多需要預制的管段和容器的典型焊接材料均采用過匹配焊縫材料——鎳基填充料(如ENiCrFe-3或617合金)。雖然這些填充金屬在工作溫度超過760℃時是可以接受的,也是首選的,但在540~700℃的范圍內,這些填充金屬會增加應力松弛開裂敏感性,還會帶來鎳基焊接填充材料變脆的風險。
當800H合金材料預制時,若用于540~700℃的工況,則建議填充金屬的化學成分與母材金屬化學元素相匹配(主要是N i和C r的質量分數,其他的填充元素與母材相同)。一些典型的熔化極和焊絲的化學成分如表2所示,因此800H合金填充金屬的化學成分或品牌需要指定。
經驗證明鎢極氬弧焊(GTAW)和手工電弧焊(SMAW)是與填充金屬匹配的焊接方法。
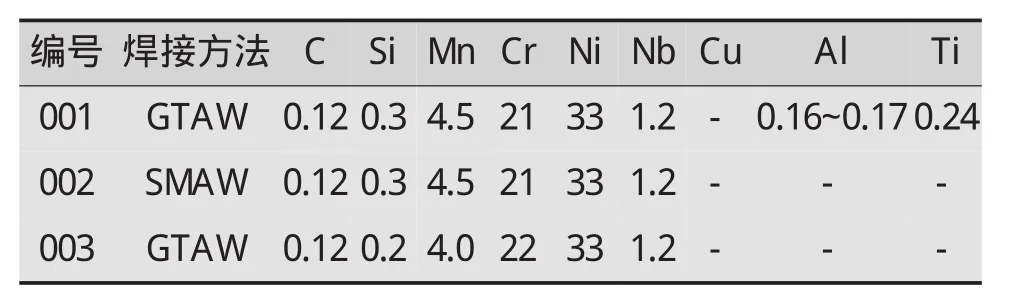
表2 熔化極和焊絲的化學成分(質量分數) %
3.4 900℃焊后熱處理
800H合金的焊后熱處理被認為是預防應力松弛開裂的最好方式,盡管它會造成再熱裂紋風險。按ASME規范要求,如果使用溫度超過540℃,800H合金壓力容器應進行焊后熱處理。ASME第八篇規定了焊后熱處理的最低溫度為885℃,壁厚在25m m以內的保溫1.5h,壁厚大于25m m的,每超過25m m保溫時間應額外增加1h。
4 材料采購技術要求及制造問題探討
提出800H合金采購技術要求時,應考慮以上4項要求,對于可以免除的要求也應盡早確定。項目實施中,800H合金管件制造廠提出可以滿足Ti+Al最大質量分數不超過0.7%的要求,故免除了固溶退火和成形及預焊之后的穩定化熱處理(982℃,3h)。如果整個管段在現場進行焊后熱處理,則可以放松材料采購時對穩定化熱處理的要求。800H合金設備也免除了部分原材料穩定化熱處理的要求,即在整個設備預制完成后只進行一次穩定化焊后熱處理。因此,設備廠家對800H合金設備采用的熱處理工藝為:對原材料進行固溶退火處理,對預制后的容器進行焊后熱處理。壁厚大于25m m的關鍵設備(如反應器),應同時滿足上述4項要求。
管道組件幾何形狀簡單、壁薄,要完全滿足上述4項要求幾乎是不可能的,因此免除了部分要求。項目實施中,供貨商能滿足Al+Ti的質量分數限制,并在預制焊接后嚴格執行焊后熱處理的要求,故穩定化熱處理予以免除。此外,對現有庫存的未經過穩定化熱處理的800H合金管道組件進行穩定化熱處理,但未取得成功,原因是一些組件穩定化熱處理后晶粒度不能滿足要求。因此,只有在原材料階段進行穩定化熱處理并且檢驗合格取得合格證書才是正確的做法。
穩定化熱處理應嚴格按照熱處理程序帶試板進行,熱處理后應進行機械性能測定、金相分析及晶間腐蝕試驗,如果熱處理不夠細致,可能導致晶粒細化,甚至由于晶粒尺寸過細而喪失高溫強度。所以800H合金只有在原材料預制廠由具有該合金熱處理經驗的車間完成穩定化熱處理,才能獲得所需的穩定的微觀結構和力學性能。
循環工況、壁厚大于25m m的壓力容器應滿足所有4項要求;在臨界溫度范圍內薄壁的容器通常應符合所有4項要求;溫度低于臨界溫度范圍的800H合金容器滿足3.3和3.4即可達到要求;高溫管道一般滿足3.3和3.4即可達到要求,而溫度更低的管道只需滿足3.4即可。
如果管子尺寸和壁厚能達到要求,就采用無縫管;當要求用焊接管時,應與材料供應商確認指定厚度和直徑的自身焊管是否可行;對于焊接管,要求對縱縫做100%射線檢測(R T)。圖1為普通焊縫外表面金相,可以看到肉眼可見的粗晶粒。圖2為無縫管金相,晶粒度4級。
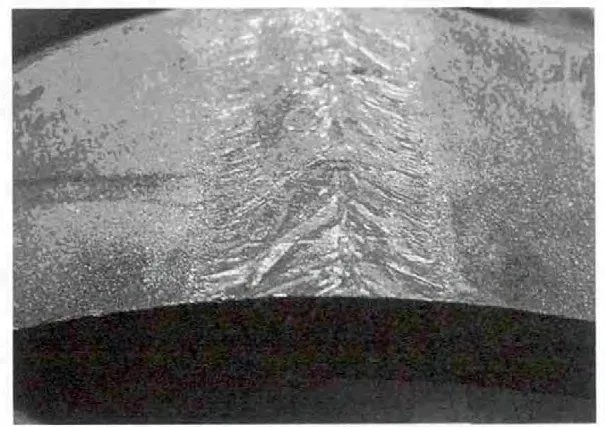
圖1 普通焊縫外表面金相
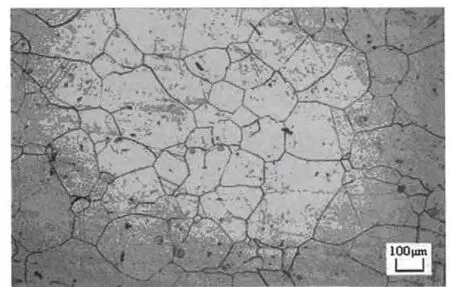
圖2 無縫管金相
目前國內市場供應的800H合金的棒、板、管等制品主要由美國哈氏合金國際公司、美國S M C國際超合金集團公司、德國蒂森克虜伯VDM公司、荷蘭Verolme機器制造公司、瑞典奧托昆普公司、日本冶金工業株式會社等提供。與國外公司相比,我國對800合金材料的冶煉和其棒、板、管的制造在技術掌握、經驗積累、品牌創建以及規模能力等方面還有待提高,尤其是800合金無縫管的制造[4]。
5 結語
800H合金采購、技術要求和預制的注意事項總結如下:
(1)采取以下措施來降低應力松弛開裂和再熱裂紋的風險,并保證其高溫性能:母材和焊縫金屬Al+Ti的質量分數要低于0.7%;對原材料要進行穩定化熱處理;選擇匹配的焊接填充金屬,焊接采用氬弧焊或手工電弧焊;進行900℃的焊后熱處理。
(2)如果能保證管道尺寸和壁厚,就采用無縫管;當要求用焊接管時,與材料供應商確認指定厚度和直徑的自身焊管是否可行;對于焊接管,要對縱縫做100%R T。
(3)訂購800H合金焊接管件時,應指定相匹配的焊縫填充材料,焊縫應做100%R T和滲透檢測(P T),在管子原材料或管件制造廠進行穩定化熱處理。
[1]SPECIAL METALS,"INCOLOY?alloy 800 H&800H T?"[E B/O L].www.SPECIAL METALS.com,2004-09-04.
[2]Shargay C,Moore K,van den Berg R.Recent Problems and Solutions with Fabrication of alloy 800H[Z].
[3]APIRP 571-2011Damage Mechanisms Affecting Fixed E-quipment in the Refining Industry[S].
[4]郭順顯,黃國洪,楊振飛,等.800H合金無縫對焊管件的制造和質量控制[A].2012年全國石油化工設備年會,福州:2012:58-60.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
設備管理與維修(2015年12期)2015-04-09 06:57:24
