鈦合金零件鍍鉻工藝及控制研究
2015-07-18 11:24:48郭初陽郭喜軍王永紅
新技術新工藝 2015年10期
郭初陽,郭喜軍,王永紅,劉 聰
(駐西飛公司軍事代表室,陜西 西安 710089)
鈦合金零件鍍鉻工藝及控制研究
郭初陽,郭喜軍,王永紅,劉 聰
(駐西飛公司軍事代表室,陜西 西安 710089)
鈦合金材料具有比強度高,變形系數(shù)小,熱強性、低溫韌性、抗腐蝕性和焊接性能好等優(yōu)點,被越來越多地用于飛機制造業(yè)。鍍鉻技術作為一種特殊過程在航空制造領域廣泛應用,最常見的就是飛機起落架零件鍍鉻。目前,國內(nèi)的起落架零件制造大多是在高強度鋼表面鍍鉻,而鈦合金零件鍍鉻的應用非常少見,主要是由于鍍鉻工藝屬于特殊過程,其工藝質(zhì)量受到諸多方面影響并且不易評定,況且鈦合金材料剛剛興起,國內(nèi)對其鍍鉻工藝質(zhì)量控制經(jīng)驗幾乎為零。通過不斷嘗試研究,結(jié)合生產(chǎn)實際,將飛機起落架鈦合金零件鍍鉻工藝流程細化,從材料、設備、人員、工藝和加工環(huán)境等方面進行控制,完善并優(yōu)化了工藝條件,提高了加工效率,節(jié)約了制造成本,保證了工藝質(zhì)量。
鈦合金;鍍鉻;工藝;控制
飛機起落架是飛機在地面停放、滑行和起降滑跑時,用于支持飛機質(zhì)量并吸收撞擊能量的裝置。傳統(tǒng)飛機起落架的承力件和緊固件大多由30CrMnSiNi2A、23Co13Ni11Cr3MoE等超高強度鋼制成,鈦合金材料因其具有比強度高、變形系數(shù)小和質(zhì)量輕等優(yōu)勢, 近幾年逐漸受到飛機起落架制造業(yè)的青睞[1-2];但由于鈦合金材料鍍鉻質(zhì)量受到原材料、設備、工藝和人員技能等多方面因素的影響,鍍鉻過程中經(jīng)常出現(xiàn)鉻層外觀質(zhì)量不達標、結(jié)合力不足和厚度不易控制等問題,導致鈦合金鍍鉻的工藝質(zhì)量難以保證。為進一步提高鈦合金零件的鍍鉻質(zhì)量,對鈦合金鍍鉻工藝進行了優(yōu)化并加強了控制,提高了其工藝水平和生產(chǎn)效率,最終獲得合格產(chǎn)品。其控制內(nèi)容如圖1所示。
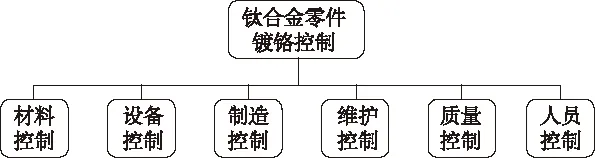
圖1 鈦合金零件鍍鉻控制
1 材料控制
為預防零件缺陷,鈦合金材料必須進行入廠檢驗,以確保材料符合性能要求。其中主要檢查材料標識、合格證、試驗情況、規(guī)格、數(shù)量、毛坯件全尺寸和力學性能等內(nèi)容。在鈦合金零件鍍鉻過程中,需要使用的化學材料見表1。
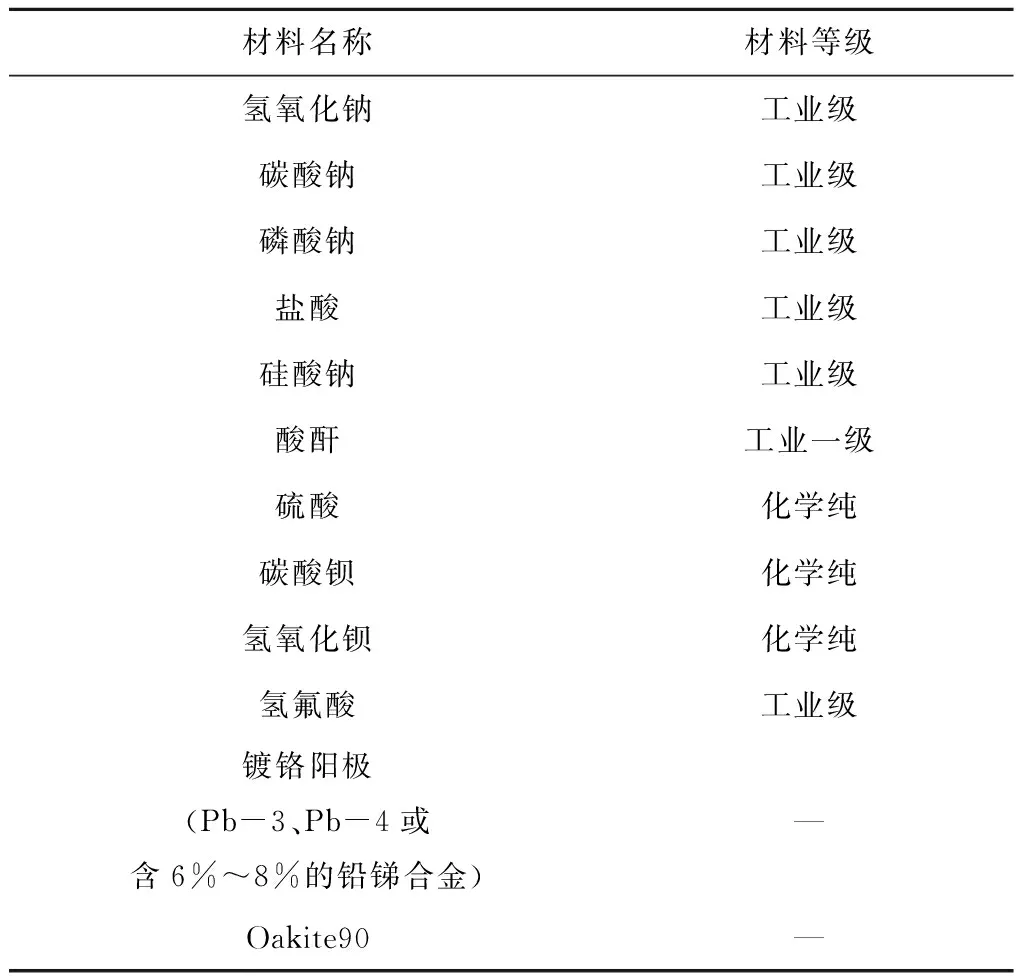
表1 鈦合金零件鍍鉻所需材料
2 設備控制
鈦合金鍍鉻所使用的儀表必須經(jīng)過檢定并處于檢定有效期內(nèi),所使用的設備、儀器必須具備相關合格證明文件。盛裝槽液(包括漂洗水)的化學反應槽應采用鋼槽體內(nèi)襯軟聚氯乙烯薄板結(jié)構(gòu)形式,亦可采用其他耐槽液腐蝕的材料,但應保證在一定時間內(nèi)不會造成對槽體的腐蝕。除油槽、腐蝕槽、電鍍槽和溫(熱)水槽都應配有槽邊排風裝置。需加熱的反應槽必須安裝溫度指示控制裝置,電鍍槽安裝加熱和冷卻裝置,使實際工作溫度不得低于溫度儀表量程的50%。
鈦合金鍍鉻通電時,電源的紋波系數(shù)≤5%,指針式電壓表和電流表的精度不得低于0.5級,數(shù)字式電壓表和電流表的精度不得低于讀數(shù)的5%。在最小和最大預期的電鍍槽載荷條件下,沖擊和電鍍過程中電源必須保證輸出電流不中斷。電鍍直流電在電流要求范圍內(nèi)的紋波系數(shù)<5%;優(yōu)選無極控制的三相全波整流器。鍍層厚度儀的精度必須能夠保證鍍層厚度測定值與實際厚度之差在±10%以內(nèi)。禁止使用水銀溫度計測量槽溫。
3 制造控制
3.1 通用要求
電鍍硬鉻工藝一般在鈦合金零件熱處理和機械操作(例如機械加工、釬焊、焊接、噴丸強化、成型和制孔)完成后進行。操作開始前,先檢查設備和溶液狀態(tài),確認合格后方可進行鍍鉻。電鍍前應攪拌電鍍?nèi)芤海箿囟忍荻群蜐舛忍荻茸钚』赏ㄟ^使用鍍鉻抑霧劑(F-53B)減少從電鍍鉻槽向環(huán)境空氣中擴散的正六價鉻的量。需鍍鉻的鈦合金零件鍍前Ra≤0.8 μm,除非鍍后進行磨削,否則鈦合金零件鍍前表面粗糙度值應比零件圖樣要求降低一級,Ra≤0.1 μm的零件可按圖樣規(guī)定的要求直接加工。電鍍鉻時,按需要使用鉛板、鉛銻板、鉛陽板和鍍鉛的仿形陽極,在停止電鍍操作后,應及時將陽極從電鍍?nèi)芤褐腥〕霾⑾磧簦U陽極上的沉淀層不得進入電鍍?nèi)芤骸A慵诔秃突罨蟊仨毇@得水膜連續(xù)表面,若不連續(xù)則必須重新清洗。按需要使用仿形陽極、輔助陰極、金屬膠帶和遮蔽物,輔助陰極必須無污染,保證所用的油、蠟、脂和其他材料不與預浸蝕溶液或鍍鉻溶液發(fā)生理化反應。禁止零件在濕工序進行干燥,控制零件在水中清洗時間≤2 min。
3.2 工藝流程及操作要求
3.2.1 鍍前檢查
鈦合金零件鍍鉻前必須進行燒傷檢查,在確認零件未燒傷后方可進行鍍鉻,鍍鉻表面不能有毛刺、金屬屑、油污和傷痕等缺陷,零件的尺寸和表面粗糙度應符合要求。
3.2.2 預除油
鈦合金零件預除油工序可在表2溶液中進行。
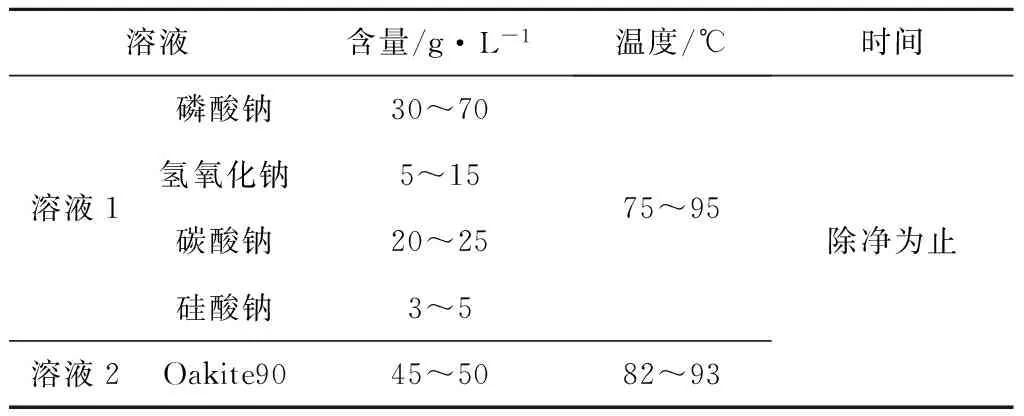
表2 鈦合金零件預除油溶液
預除油結(jié)束后,零件在40~50 ℃的環(huán)境下用流動溫水洗1~2 min;之后在≤35 ℃的環(huán)境下用流動冷水洗1~2 min,水洗后進行水膜連續(xù)性檢查,在30 s內(nèi)水膜不斷裂為合格;最后零件用清潔干燥的壓縮空氣吹干,并進行噴砂處理,對鍍鉻面吹氧化鋁,氧化鋁粒度為100~150目,風壓控制在0.3~0.5 MPa,吹氧化鋁到氫化處理的時間間隔≤6 d。
3.2.3 絕緣和裝掛
零件非鍍鉻區(qū)用絕緣材料絕緣,保護表面和非保護表面的邊界應均勻,非鍍鉻區(qū)不得外露。為獲得均勻鉻層,零件應安裝于通用或?qū)S脢A具上,保證零件與掛具接觸的表面清潔且相互貼緊。掛裝時避免零件在電鍍過程中產(chǎn)生氣袋,對內(nèi)孔要求鍍鉻的零件應內(nèi)裝陽極。為避免掛具與零件的接觸部位過熱,掛具導電部分應具備足夠的散熱截面積。常見材料的電流負荷為:黃銅≤2.5 A/mm2,銅≤3.0 A/mm2,鋼≤1.5 A/mm2。為避免腐蝕后污染槽液,銅或銅合金掛具應充分絕緣;復雜型面零件鍍鉻可使用輔助陽極、陰極和屏蔽物,輔助陰極由鈦合金制成;屏蔽物可用氟塑料、有機玻璃等化學性質(zhì)穩(wěn)定的材料制作。零件掛入槽后,應保持其下端面距槽底≥100 mm,且上端面距液面≥50 mm。
3.2.4 氫化處理
TC1、TC2鈦合金零件按照表3溶液進行氫化處理。TC6、TC18鈦合金零件按照表4溶液進行氫化處理。
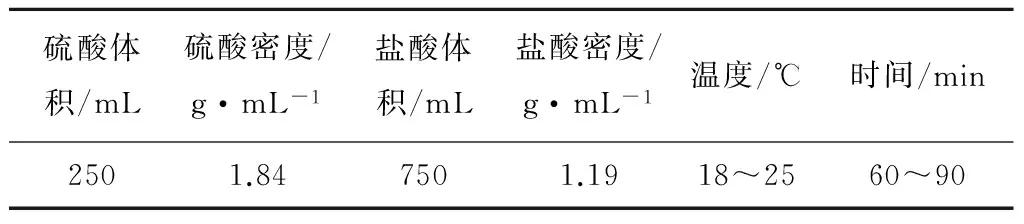
表3 TC1、TC2鈦合金氫化處理溶液
注:1 L溶液最多處理10 dm2鈦合金零件表面。
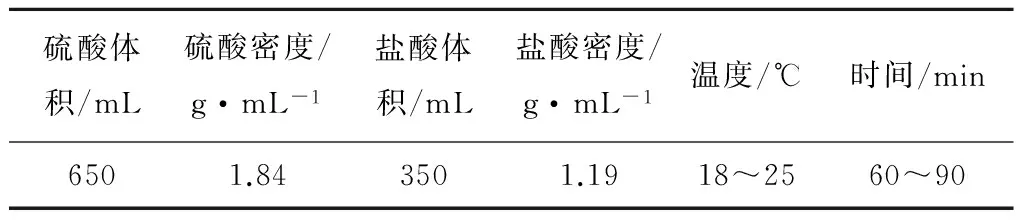
表4 TC6、TC18鈦合金氫化處理溶液
注:1 L溶液最多處理5 dm2鈦合金零件表面。
3.2.5 鍍?nèi)榘足t
電鍍?nèi)榘足t的零件應在鍍鉻槽中不通電預熱2~5 min,在鍍鉻前1~2 min用高電流密度沖擊,零件外表面的沖擊電流密度控制在100~150 A/dm2,零件內(nèi)表面的沖擊電流密度控制在150~300 A/dm2,然后電流密度逐漸降至30~40 A/dm2,乳白鉻層厚度為5~15 μm。電鍍?nèi)榘足t溶液成分見表5。
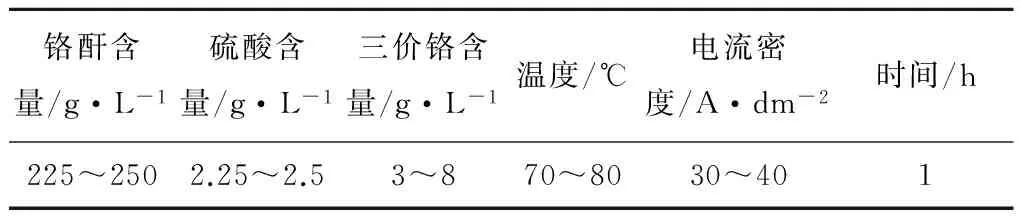
表5 電鍍?nèi)榘足t的溶液配方及工藝參數(shù)
待零件在流動冷水中完全洗去電解液后,在溫度≥50 ℃的熱水中清洗。零件洗凈后拆卸,同時去除絕緣物,拆卸后的零件在溫度為100~110 ℃的干燥箱中干燥,或用干燥清潔的壓縮空氣吹干。
3.2.6 真空熱擴散退火
真空熱擴散退火是為改善乳白鉻層與基體的結(jié)合強度,其熱處理條件應滿足6.66×10-2~6.66×10-1Pa的真空度要求。第1階段熱處理溫度控制在280~300 ℃,時間為1 h;第2階段熱處理溫度控制在750~770 ℃,時間為1 h;之后零件隨爐冷卻至200~250 ℃,然后空冷。
3.2.7 噴砂處理
在保證噴砂質(zhì)量和生產(chǎn)安全的條件下,采用干噴砂。石英砂或剛玉砂的顆粒尺寸≤0.3 mm,風壓控制在0.3~0.5 MPa。
3.2.8 活化處理
將鈦合金零件在鍍鉻槽中預熱,不通電預熱3~5 min,預熱后在鍍硬鉻槽中活化乳白鉻層。活化溫度控制在50~60 ℃,陽極電流密度為30~40 A/dm2,活化時間為20~60 s。
3.2.9 鍍硬鉻
鈦合金零件在下列組分(見表6)的溶液中按規(guī)定進行鍍硬鉻。零件應在鍍鉻槽中預熱,不通電保持3~5 min。在開始鍍鉻的3~5 min內(nèi),設定的電流密度為5~10 A/dm2,以后逐步提高電流密度至額定值。在鍍鉻過程中,溫度波動保持在±2 ℃。在溫度為55 ℃、電流密度為50 A/dm2時,鉻的沉積速度為30 μm/h。鍍鉻的時間持續(xù)到獲得規(guī)定的鍍層為止。
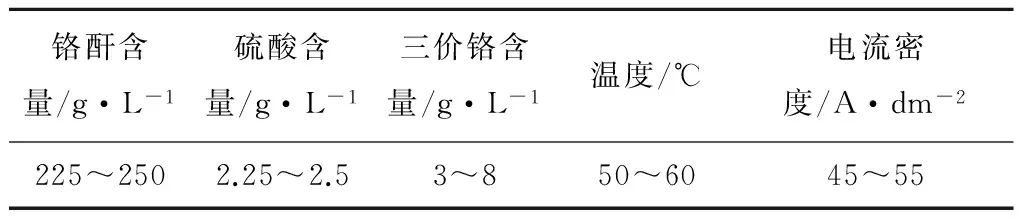
表6 鍍硬鉻溶液組分
4 維護控制
4.1 鍍鉻溶液控制
鍍鉻溶液的分析項目及周期見表7。
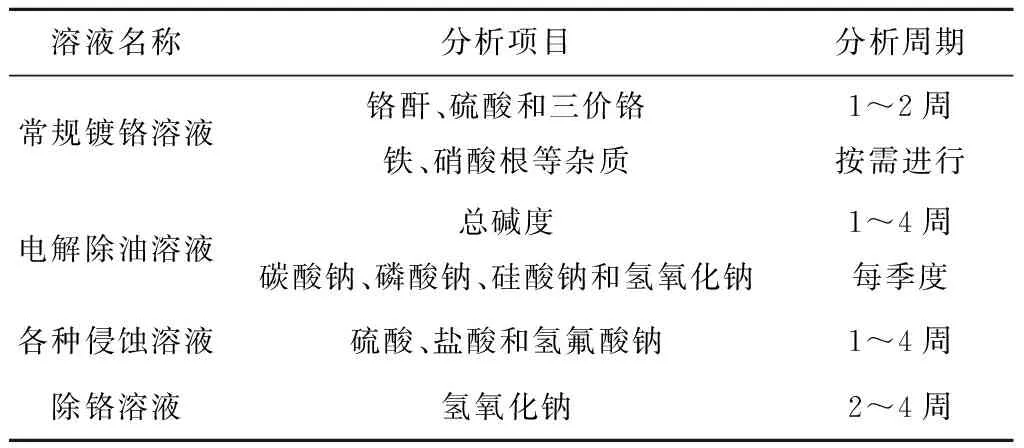
表7 溶液的主要分析項目及周期
4.2 電鍍槽液的調(diào)整與維護
進行鍍鉻時,鉻酐與硫酸比值控制在約為100,生產(chǎn)過程中應控制三價鉻含量在3~8 g/L。當三價鉻含量過低時,應當及時補充;當三價鉻含量過時高,應及時將三價鉻轉(zhuǎn)化為六價鉻。溶液中有硝酸根時,通常先將硫酸根沉淀除去,待硝酸根分解完后再加上硫酸至規(guī)定含量。溶液中硫酸含量過高時,可用碳酸鋇、氫氧化鈉或鉻酸鋇消除多余的硫酸。溶液中的鐵、銅、鎳雜質(zhì)含量過高時,溶液應部分或全部更換。合格電鍍槽要掛標牌,標明成分、溫度范圍和下次分析的日期,不合格的槽液要掛牌禁用。使用設備應滿足要求,未經(jīng)鑒定或校準、超過有效使用期、鑒定或校驗不合格的設備和儀表,應停止使用,并掛牌禁用,對合格設備掛合格標簽。
5 質(zhì)量控制
5.1 外觀
鍍鉻層呈現(xiàn)亮灰色,光滑平整,不允許出現(xiàn)樹枝狀結(jié)晶、鼓泡、脫落和分層等缺陷。鍍鉻零件應100%進行外觀檢查,鉻層無肉眼可見的裂紋。
外觀允許出現(xiàn)的缺陷:1)輕微的水印,由于零件材質(zhì)不均或表面狀態(tài)不同,同一零件上有不均勻的顏色和光澤;2)非工作面上的夾具印,經(jīng)過磨削加工能排除的缺陷(如粗糙、針孔等),允許局部鉻層界限向有鉻區(qū)或無鉻區(qū)位移1 mm。
外觀不允許出現(xiàn)的缺陷:粗糙、燒焦、起泡、脫落;樹枝狀結(jié)晶;局部無鍍層;未洗凈的鉻酐痕跡。
5.2 厚度
鍍鉻層厚度應符合工藝要求,部分零件深孔、槽、縫的內(nèi)表面的鉻層厚度不作要求,有特殊要求按技術文件執(zhí)行。選通用或?qū)S昧烤邷y量零件同一位置的鍍前、鍍后尺寸,其差值即為鉻層厚度,也可選用鉻層測厚儀直接進行檢測,其誤差應小于規(guī)定鉻層的10%。
5.3 結(jié)合力
每批零件鍍鉻前要用鈦合金試件做鉻層結(jié)合力試驗,試件尺寸為100 mm×25 mm×1 mm或φ10 mm×100 mm,試件所采用的材料、溶液、設備和工藝應與鍍鉻零件一致。新配鍍液或添加電鍍液>50%時,應進行結(jié)合力檢查。連續(xù)生產(chǎn)時,每2個月進行1次結(jié)合力試驗,不連續(xù)生產(chǎn)時,每次生產(chǎn)前進行結(jié)合力試驗。
6 人員控制
鈦合金鍍鉻使用的部分材料具有毒性或腐蝕性。操作時,應保證通風條件,并配備防護用具。操作者應嚴格按照工藝要求進行操作,并在相關記錄卡上認真做好原始記錄,檢驗人員負責生產(chǎn)現(xiàn)場的巡回檢查,保證工藝文件的正確執(zhí)行,并在原始記錄上加蓋印章。操作人員和檢驗人員應經(jīng)過專業(yè)培訓并持有操作證和崗位合格證。
7 結(jié)語
通過對鈦合金鍍鉻的材料、設備、工藝、人員和加工環(huán)境等方面進行嚴格控制,完善并優(yōu)化了工藝條件,有效提高了工藝質(zhì)量,達到了提高效率、節(jié)約成本的目的。
[1] 郭初陽,王曉平,胡愈剛. 鈦合金零件噴丸工藝及質(zhì)量控制[J].新技術新工藝,2013(9):86-88.
[2] 王曉平,郭初陽,周亮. 鈦合金零件的機械加工工藝和質(zhì)量控制[J].新技術新工藝,2013(9):91-93.
責任編輯鄭練
ProcessandControlResearohofTitaniumAlloyPartsChromePlating
GUO Chuyang, GUO Xijun, WANG Yonghong, LIU Cong
(The Military Representative Office of Xi’an Aircraft Industry Company Ltd., Xi’an 710089, China)
Titanium alloy material has high strength ratio, small deformation coefficient, hot strong resistance, low temperature toughness, corrosion resistance and good welding performance advantage. So it has been more and more used in the aircraft manufacturing. As a kind of special process, chromium plating technology is widely used in the field of aviation manufacturing,the most common is the aircraft landing gear parts chromium plating. At present, the domestic landing gear parts manufacturing is mostly in the high strength steel surface chromium plating,and it is hard to see the application of titanium alloy chromium plating, because that the chrome plating process is a kind of special process,the quality is affected by many aspects and it’s hard to evaluate. Besides, the titanium alloy material has just been widely used, we almost have no experience about how to control the quality during titanium alloy parts chromium plating. The factory has tried and researched again and again, combined with production practice, elaborated the landing gear titanium alloy parts chromium plating process, controlled the quality from the material, equipment, people, technology and the processing environment of chrome plating, so as to optimize the process conditions, improve the machining efficiency, reduce the manufacturing cost and ensure the process quality.
titanium alloy, chrome plated, process, control

TG 178
:A
郭初陽(1989-),男,助理工程師,主要從事國內(nèi)多型飛機研制生產(chǎn)的質(zhì)量監(jiān)督和檢驗驗收等方面的研究。
2015-02-09
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03