飛機導管滑動擠壓無擴口連接設計與試驗研究
2015-07-18 11:24:49代永朝范洪波
新技術新工藝 2015年10期
代永朝,范洪波
(1.空軍第一航空學院,河南 信陽 464000;2.95092部隊,河南 開封 475003)
飛機導管滑動擠壓無擴口連接設計與試驗研究
代永朝1,范洪波2
(1.空軍第一航空學院,河南 信陽 464000;2.95092部隊,河南 開封 475003)
針對飛機導管損傷原位修理難題,設計出了滑動擠壓無擴口連接接頭,以及管接頭和管套的結構形式,并闡述了接頭的連接原理。試驗結果表明,設計的滑動擠壓無擴口連接接頭滿足了飛機導管修理技術要求,可用于飛機導管損傷的快速修理。
飛機導管;無擴口連接;試驗研究
飛機系統的導管零件擔負著為各系統輸送壓力的重要功能。飛機在作戰訓練過程中,由于受到振動、摩擦和外來物撞擊的作用,致使導管容易產生裂紋、斷裂和破損等損傷[1]。導管一旦損傷,輕則造成漏油、漏氣,重則造成飛機系統功能喪失,嚴重危及飛行安全。飛機戰傷仿真的結果表明,飛機導管的戰傷概率約為4.3%[2]。目前,飛機導管常用的材料有鋁合金、不銹鋼、鈦合金和銅合金等。導管常用的連接方法有喇叭口連接、無擴口卡套連接和球形連接等,這些連接方法均需要在地面用專用設備制作導管端頭,無法在飛機上原位實施。為提高飛機導管損傷的快速修理,本文通過理論和試驗研究,設計了一種適用于直徑<16 mm的鋁合金導管和不銹鋼導管的快速連接方式,即滑動擠壓無擴口連接形式,可快速完成飛機導管斷裂的損傷修理,為飛機維修提供了一種科學、方便和實用的導管損傷修理技術。
1 結構形式和連接原理
設計的滑動擠壓無擴口連接結構形式如圖1所示。該種連接由管接頭、管套和外套螺母等3個零件組成。其連接原理如下:擰緊外套螺母時,外套螺母在F處帶動管套向前滑動,當管套與管接頭在A處緊密接觸后,管套前端的刃口在K處切入導管,減弱槽E處收縮變形,在G處收縮箍緊導管;同時,管套的H部位收縮拱起。該種連接方式的密封是利用管套在A、K兩處同時封嚴而獲得的,其連接強度則是靠K、G兩處的箍緊而保證的。A和K處的環形密封面積較小, 所以只需較小擰緊力矩就可以獲得良好的密封性。當導管內的壓力為P時,管壁產生彈性變形,向外膨脹,壓力越大,A、K兩處壓得越緊,密封性越好。
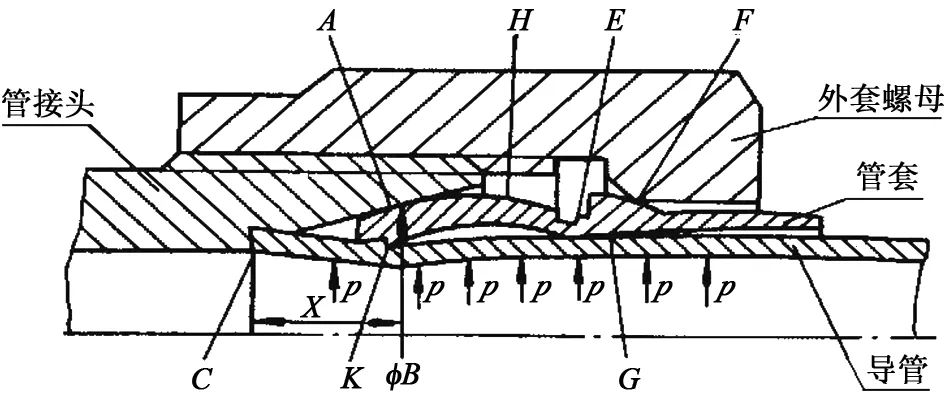
圖1 滑動擠壓無擴口連接結構形式
2 管接頭和管套設計
管接頭是滑動擠壓無擴口連接的重要零件,用以收緊管套而達到連接處的密封。通過試驗和仿真分析,最終設計出的管接頭結構形式如圖2所示,內錐角度為24°±30′,表面粗糙度為Ra1.6 μm。管接頭的材料可選45鋼、Cr17Ni2、1Cr18Ni9Ti或LY12CZ。

圖2 管接頭結構形式
管套是滑動擠壓無擴口連接的關鍵零件,設計的管套結構形式如圖3所示。因為在管接頭連接過程中,管套前端要收口變形,切入導管,中段要收縮拱起,因此,管套既要有較高的強度和硬度,又要具有一定的塑性。在對各種鋼材的力學性能進行對比分析后,最終選擇材料為20鋼的低碳鋼進行加工制作,并進行氰化處理。管套前端的壁厚為1.0~1.2 mm。

圖3 管套結構形式
3 試驗驗證
3.1 試件制作
選擇外徑為8 mm的1Cr18Ni9Ti不銹鋼導管(內徑為6.7 mm)和外徑為10 mm的SLD2-CS鋁合金導管(內徑為8.5 mm)制作無擴口接頭試件,試件編號和試驗項目見表1。
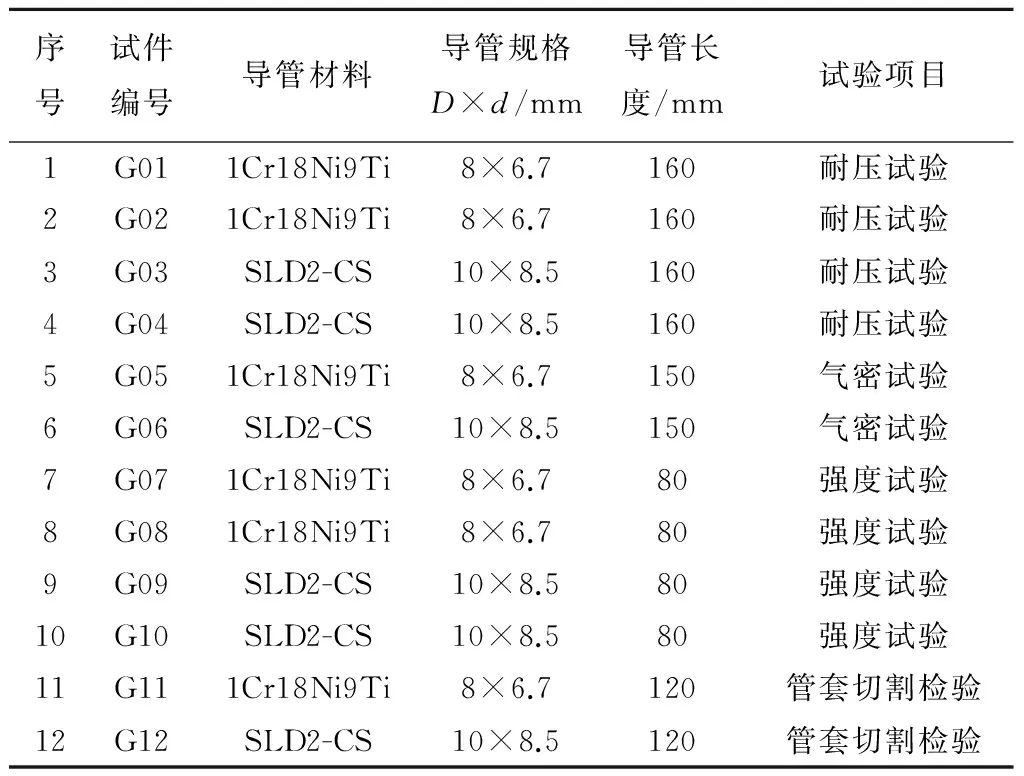
表1 試件編號及試驗項目
試件的制作方法如下:1)選擇相應規格的航空導管,按照表1所確定的長度,用導管割刀切割下料;2)用刮刀器將導管端頭內、外緣銼修光滑,內邊緣倒角45°;3)依次裝上外套螺母和管套,將導管端頭插入管接頭內并頂緊,擰緊外套螺母,直到感覺有明顯的力矩增加時,再擰緊1/6~1/4圈。裝配后的無擴口試件如圖4所示。

圖4 無擴口試件
3.2 試驗內容與方法
3.2.1 耐壓試驗
耐壓試驗在導管抗壓試驗臺上進行。用手搖泵打壓,直到壓力達到導管工作壓力的2倍時[3],停止供壓,保壓10 min后,檢查管接頭有無滲漏和損壞。試驗結果見表2。

表2 耐壓試驗結果
3.2.2 氣密試驗
氣密試驗用于檢查導管接頭的密封性。試驗方法是將試件連接到飛機液壓綜合試驗臺上,按照飛機導管的工作壓力進行試驗,保持6 min后,檢查管接頭有無滲漏。試驗結果見表3。
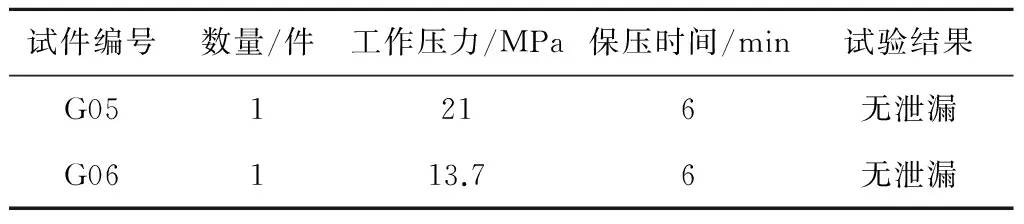
表3 氣密試驗結果
3.2.3 連接強度試驗
連接強度試驗用于檢驗管套與導管之間的連接強度。參照卡套式管接頭的試驗方法[4],專門制作了試驗夾具(見圖5)。試驗在UTM5000萬能試驗機上進行(見圖6)。以不小于導管的最小軸向拉力加載,試件加載速率為40 mm/min,直至管套拉脫為止。試驗結果見表4。

圖5 連接強度試驗夾具 圖6 管套連接強度試驗
表4連接強度試驗結果

試件編號數量/件破壞拉力/kNG0716.756G0816.761G0915.873G1015.867
3.2.4 管套切割檢驗
該項試驗的目的是檢查管套擠壓變形后的質量。用線切割機剖開裝配后的管套(見圖7),測量管套刃口切入量,并檢查管套和導管是否裂紋。檢測結果見表5。

圖7 切割后的管套
表5管套切割檢驗結果

試件編號數量/件管套裂紋切痕深度/mmG111無0.12G121無0.16
3 結語
通過上述分析,得出如下結論。
1)通過試驗驗證,設計的飛機導管滑動擠壓無擴口連接方式滿足國軍標GJB 858—1990《無擴口導管連接件規范》中的技術要求,可以用于飛機導管損傷的應急修理。
2)滑動擠壓無擴口導管連接較好地解決了飛機導管損傷難以原位修理的技術難題,為飛機導管損傷快速搶修提供了一種新的技術手段。該種連接方式具有抗振自鎖功能,連接后不需要打保險。
3)管套是確保連接接頭強度和密封性能的關鍵零件,應合理選材,控制加工精度和熱處理工藝。
[1] 劉紅.飛機液壓導管開裂分析[J].失效分析與預防, 2009(4): 229-233.
[2] 張建華,等.飛機戰傷搶修工程學[M].北京:航空工業出版社,2001.
[3] 航空工業總公司.GJB 3230—1998 航空液壓導管和接頭試驗方法[S].北京:中國標準出版社,1998.
[4] 耿志學,等.卡套式管接頭拔脫力試驗裝置和試驗方法[J].液壓與氣動, 2012(8):131-132.
責任編輯鄭練
DesignandTestStudyofSlidingExtrusionNon-flaringConnectionforAircraftTube
DAI Yongchao1, FAN Hongbo2
(1.The First Aeronautical Institute of Air Force, Xinyang 464000, China; 2.95092 Troops, Kaifeng 475003, China)
Sliding extrusion non-flaring connection is designed aimming at normal position repairing problem of aircraft tube, and the structure form of tube union and pipe box is also designed. Joint principle is also expounded. The test results show that the designed joint’s performance can meet the demand of tube damage repair, the joint can be used in rapid repair aircraft tube damage.
aircraft tube, non-flaring connection, test study

V 229+.5
:A
代永朝(1964-),男,教授,主要從事航空裝備維修等方面的教學研究。
2015-04-07
猜你喜歡
小哥白尼(軍事科學)(2022年3期)2022-06-09 03:11:24
環球時報(2022-05-30)2022-05-30 15:16:57
民用飛機設計與研究(2020年4期)2020-11-27 17:34:02
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
當代陜西(2019年11期)2019-06-24 03:40:28
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
Coco薇(2017年5期)2017-06-05 08:53:16