一種斗笠式刀庫換刀宏程序的設(shè)計
2015-07-18 11:24:52張俊
新技術(shù)新工藝 2015年10期
關(guān)鍵詞:指令
張 俊
(西安航空職業(yè)技術(shù)學院,陜西 西安 710089)
一種斗笠式刀庫換刀宏程序的設(shè)計
張 俊
(西安航空職業(yè)技術(shù)學院,陜西 西安 710089)
對經(jīng)濟型及小型立式加工中心中常用的斗笠式刀庫換刀動作流程進行了分析與優(yōu)化,提出了一種可靠、高效的換刀宏程序。詳細介紹了該斗笠式刀庫換刀宏程序的設(shè)計思路,對還刀、取刀和換刀的概念及動作過程進行了定義,對宏程序中關(guān)鍵的PMC接口信號做了解釋說明。
斗笠式刀庫;宏程序;換刀;流程
斗笠式刀庫是一種不帶機械手的圓盤刀庫。這種刀庫刀具容量一般<24把,通過刀庫移動及主軸、Z軸的配合實現(xiàn)換刀動作,具有結(jié)構(gòu)簡單、方便控制和成本較低的優(yōu)點,在經(jīng)濟型加工中心和小型立式加工中心中應(yīng)用廣泛。斗笠式刀庫的換刀要通過換刀子程序(宏程序)配合機床PMC程序加以實現(xiàn)。
1 斗笠式刀庫換刀過程分析
1.1 斗笠式刀庫換刀的流程
在加工中心上自動換刀時,要通過換刀指令“M06 T××”來進行。數(shù)控系統(tǒng)讀入程序中的換刀指令后,首先判斷要換的這把刀具是否已經(jīng)在主軸上了,若是,則不用執(zhí)行換刀命令,若不是,則可進行下一步判斷,換刀指令是否為T0(即取消刀具功能,將主軸上現(xiàn)有刀具還入刀庫),若換刀指令不為T0,則進一步判斷主軸上是否有刀具,若主軸上本身無刀具,則只需將選好的刀具扣上主軸,若主軸上原本有刀具,則需要先將主軸上的刀具還入刀庫,然后再將所選刀具扣上主軸。斗笠式刀庫換刀流程圖如圖1所示。
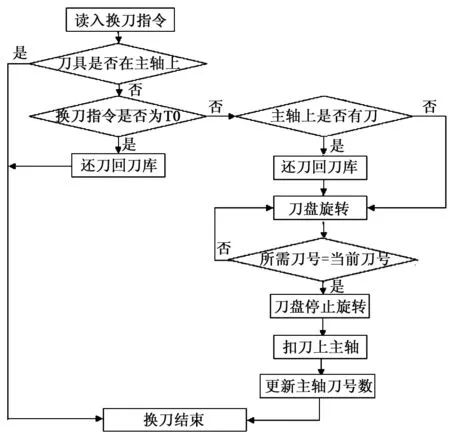
圖1 斗笠式刀庫換刀流程圖
1.2 斗笠式刀庫換刀的過程
斗笠式刀庫的換刀動作可分為3個:取刀、 還刀和換刀。 由于采用固定刀位(即刀套號就是刀具號)管理方式,刀具的交換實際上是取刀和還刀這兩個動作[1]。所謂取刀,是指從刀庫中將指令要求的刀具放置主軸上;所謂還刀,則是指將主軸上的現(xiàn)有刀具歸還入刀庫中。將其過程分解和優(yōu)化如圖2所示,共包括如下9個過程:1)主軸準停,Z軸運動到換刀位置,如圖2a所示;2)刀庫旋轉(zhuǎn)到抓刀位置,如圖2a所示;3)刀庫右移前進抓舊刀,如圖2b所示;4)主軸松刀;5)Z軸向上移動以讓出刀庫旋轉(zhuǎn)位置,如圖2c所示;6)刀庫旋轉(zhuǎn)至目標刀位置,如圖2d所示;7)Z軸向下移動至換刀位置,如圖2e所示;8)主軸夾緊所換新刀;9)刀庫左移后退,換刀結(jié)束,如圖2f所示。
上述9個過程中,1)~5)為還刀所需過程;4)~9)為取刀所需過程。若換刀指令為“M06 T××”,當“××”為0時,則只需將主軸上原有刀具還回刀庫,即只進行還刀動作過程;當“××”不為0且主軸上原本沒有刀具時,則只用將目標刀取至主軸上,即只進行取刀過程;當“××”不為0且主軸上原本有另一把刀具時,則需完成還刀和取刀全部過程,即所謂換刀。
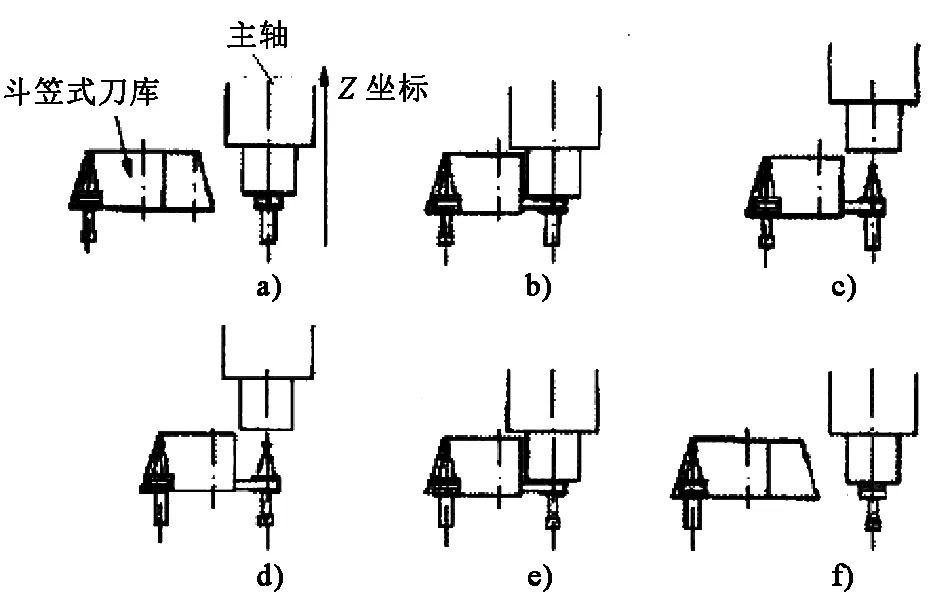
圖2 斗笠式刀庫換刀動作過程圖
2 斗笠式刀庫換刀宏程序的設(shè)計
2.1 換刀宏程序的設(shè)計
本文所設(shè)計的換刀宏程序是基于FANUC0i系統(tǒng)的立式加工中心,有關(guān)宏程序中變量和語句的使用此處不再贅述,下述僅給出所設(shè)計的宏程序及注釋。
O9001
N10 IF[#1000EQ1]GO TO 290 (T代碼等于主軸刀號)
N20 #199=#4003 (G90/G91 MODLE)
N30 #198=#4006 (G20/G21 MODLE)
N40 #197=#4005 (G98/G99 MODLE)
N20~N40三行是為保留進入宏程序之前的模態(tài)信息。
N50 G91M19 (主軸準停)
N60 IF[#1001EQ1]GO TO 220 (如果主軸上無刀則直接抓刀)
N70 G91 G30 P3Z0 (Z軸移動到第三參考點)
N80 M81 (刀庫準備好使能)
N90 M83 (刀庫向右靠近主軸)
N100 G04 X0.5 (暫停0.5 s)
N110 M11 (主軸松刀)
N120 G04 X0.5 (暫停0.5 s)
N130 G91 G30 P2 Z0 (移動到第二參考點)
N140 IF[#1002EQ1]GO TO 180(如果是執(zhí)行T0指令,則無須抓刀)
N150 M82 (刀盤旋轉(zhuǎn))
N160 G91 G30 P3 Z0 (Z軸移動到第三參考點)
N170 G04 X0.5 (暫停0.5 s)
N180 M10 (主軸夾緊刀具)
N190 M85 (存儲刀號)
N200 M84 (刀盤向左遠離主軸)
N210 GO TO 280
N220 G91 G30 P2 Z0 (Z軸移動到第二參考點)
N230 M11 (主軸松刀)
N240 M82 (刀盤旋轉(zhuǎn))
N250 G04 X0.5 (暫停0.5 s)
N260 M83 (刀庫向右靠近主軸)
N270 GO TO 160
N280 G#199 G#198 G#197 (恢復(fù)模態(tài))
N290 M99 (結(jié)束換刀程序)
2.2 宏程序的解釋說明
2.2.1 M代碼的定義
M19:主軸準停。
M10:主軸緊刀。
M11:主軸松刀。
M81:刀庫使能信號。
M82:刀盤旋轉(zhuǎn)。
M83:刀盤靠近主軸至抓刀位置。
M84:刀盤向左運動。
M85:存儲更新刀號。
2.2.2 接口信號的定義
#1000、#1001、#1002是系統(tǒng)變量,同時也是宏程序的接口輸入信號,分別對應(yīng)系統(tǒng)PMC中的G54.0、G54.1、G54.2,通過“讀取”這幾個系統(tǒng)變量,就可以知道對應(yīng)接口輸入信號的狀態(tài)。當相應(yīng)的輸入點(即G54.0~G54.2)接通時,對應(yīng)的變量值為1,否則變量值為0[2]。
#1000 (G54.0):判斷指令T代碼和主軸上的刀具號是否一致,若一致,則#1000=1。
#1001 (G54.1):判斷指令主軸上刀號是否為0,若為0,則#1001=1。
#1002(G54.2):判斷主軸上是否有刀具,若沒有刀,則#1002=1。
2.2.3 宏程序的運行情況
根據(jù)實際換刀過程中可能出現(xiàn)的情況,若換刀指令要求的刀具號和主軸上原有的刀具號一致,說明不需要執(zhí)行換刀過程,則數(shù)控系統(tǒng)PMC信號G54.0為1,#1000即為1,宏程序第一行條件滿足,直接跳轉(zhuǎn)至最后一行,換刀宏程序結(jié)束[3]。若換刀指令要求的刀具號和主軸上原有的刀具號不一致,宏程序分成3種不同情況運行。
1)主軸上無刀(#1001=1),程序中有換刀指令T××,則宏程序運行過程為:主軸準停→Z軸運動至第二參考點(準備抓刀)→主軸松刀→刀盤旋轉(zhuǎn)→暫停0.5 s→刀盤向右→Z軸運動至第三參考點(抓刀)→主軸夾緊刀具→儲存刀號→刀盤向左,換刀結(jié)束。
2)主軸上有刀(#1001=0),程序中有換刀指令T0,則宏程序運行過程為:主軸準停→Z軸運動至第三參考點(準備抓取主軸上原有刀具)→刀庫準備好→刀庫向右→暫停0.5 s→主軸松刀→刀盤向左,換刀結(jié)束。
3)主軸上有刀(#1001=0),程序中有換刀指令T××,則宏程序運行過程為:主軸準停→Z軸運動至第三參考點(準備抓取主軸上原有刀具)→刀庫準備好→刀庫向右→暫停0.5 s→主軸松刀→Z軸運動至第二參考點→刀盤旋轉(zhuǎn)至目標刀位→暫停0.5 s→Z軸運動至第三參考點(抓刀)→主軸夾緊刀具→儲存刀號→刀盤向左,換刀結(jié)束。
3 結(jié)語
刀庫的換刀過程最終需要數(shù)控系統(tǒng)PMC程序的配合以及必要的參數(shù)設(shè)定才能完成,但換刀過程主要是通過宏程序進行控制,許多文獻和教材對這部分內(nèi)容闡述不夠詳細,這里給出的斗笠式刀庫換刀宏程序設(shè)計思路和宏程序詳解,希望對從事數(shù)控機床維修的學習者有所幫助。
[1] 呂洋. 淺談斗笠式刀庫的控制流程[J]. 科技創(chuàng)業(yè)家,2013(18):235-236.
[2] 劉江,盧鵬程,許朝山. FANUC數(shù)控系統(tǒng)PMC編程[M].北京:高等教育出版社,2011.
[3] 何彩穎,楊金鵬. 數(shù)控車床六方刀架換刀PMC編程設(shè)計[J].新技術(shù)新工藝,2013(7):49-52.
責任編輯彭光宇
DesignofaMagazine-styleHatsATCMacroProgram
ZHANG Jun
(Xi’an Aeronautical Polytechnic Institute,Xi’an 710089,China)
The analysis and optimization is done to the economic model and small vertical machining centers hats style magazine ATC operating flow. Present a reliable and efficient tool change macro. Detailedly introduce the design ideas of the bamboo hat type changing tool of macro program, the concept and action process on the returning knife, getting knife and changing knife is defined, and the PMC interface signal of the key macro program is explained.
hats magazine,macro,ATC,process
TP 23
:A
張俊(1978-),男,副教授,碩士,主要從事數(shù)控加工、數(shù)控機床維修等方面的研究。
2015-02-02
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農(nóng)機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27