基于定尺的連鑄機定重優化切割系統的研究
2015-07-16 11:18:22陳世超
山東工業技術 2015年18期
關鍵詞:系統
陳世超
(唐山鋼鐵集團有限公司,河北 唐山 063000)
0 前言
連鑄作為鋼鐵企業生產的重要環節,其主要為后續軋鋼工序提供合格的坯料。當前基本所有鋼鐵企業均采用定尺切割方式對軋鋼工序供應定長坯料。然而在連鑄機生產過程中,結晶器不斷地發生磨損,連鑄坯外形尺寸發生一定的變化,造成鑄坯重量不準確。同時在生產過程中,由于生產因素以及工藝因素的變化,也會造成同尺寸的鑄坯,其重量變化較大。由于棒材成品均為定尺發貨,造成大量的非定尺材(通尺材)損失,嚴重影響了棒材軋制的成材率。因此,分析和研究定重切割對于提升軋鋼成材率,提升企業效益具有重要意義。
1 鑄坯定重切割技術
定重切割的核心是“重量不變”,在生產過程中,通過MES( 制造執行系統manufacturing execution system,簡稱MES)系統,將所需坯料重量傳遞到煉鋼系統作為目標重量,近年來,有很多鋼鐵企業在開發和研究定重切割技術,其主要原理是將鑄坯重量換算成定尺長度,并將其作為連鑄的設定坯長進行定尺切割,然后將切割后的鑄坯進行在線稱重,將其實際重量與設定重量進行比較得出偏差。然后對下一支將要切割的鑄坯設定長度進行補償。
1.1 影響鑄坯重量的因素分析
連鑄機生產鑄坯采用定尺切割,為軋鋼工序提供定長的坯料,然而在實際生產中,采用定尺坯進行軋制造成較多廢料,影響成材率,究其原因在于同樣尺寸的坯料其重量不同導致。
影響連鑄機鑄坯重量的因素重點包括以下幾方面:
(1)設備因素,重點包括切割系統圖像采集精度、控制反應精度、設備執行機構等狀況,以上因素直接影響鑄坯切割精度;
(2)工藝影響因素,重點包括鋼水成分、鋼包過熱度、拉速、鑄坯冷卻凝固制度等因素,以上因素直接造成相同長度尺寸的鑄坯重量不同;
(3)結晶器磨損情況,隨著生產的進行,結晶器銅管磨損也會造成鑄坯尺寸變化,進而影響鑄坯重量,但在連續生產過程中,其變化量極小,可忽略不計。
1.2 基于定尺的定重切割
基于定尺的定重切割系統是借助目前連鑄機的非定尺切割系統,以及高精度稱量系統,實現連鑄坯的定重切割。基于定尺的定重切割的流程圖如圖1所示。
基于定尺的定重切割原理:基于定尺的定重切割系統是將定尺切割與定重切割相結合的模式,可以根據生產需要實現定尺切割和定重切割兩種方式,通過選擇0和1分別選擇定尺切割和定重切割兩種切割模式。當選擇1進行定重切割模式時,將切割后的鑄坯進行稱量,得出的重量與目標重量比較,將重量偏差折合成長度作為修正值,利用該修正值作為下一根鑄坯定尺尺寸的修正值進行切割。

圖1 基于定尺的定重切割流程
2 基于支持向量機回歸預測模型
支持向量機的出現為解決強非線性系統建模的問題提供了新的方法。近年來,支持向量機在工業、農業、醫學環保等方面得到了廣泛的應用,在模式識別、回歸估計、概率密度函數估計等領域均取得了良好的效果。
2.1 基于SVM的鑄坯重量預測
關于特征量的選取:
2.1.1 鑄坯長度的選取
因為采用現有紅外定尺測長已經非常穩定,且其檢測精度較高,因此仍采用原測長系統進行鑄坯長度的采集,并將其作為一個輸入特征量;
2.1.2 拉速特征值的選取
由于分析的是拉速對重量的影響,而通過研究分析鑄坯形成的全過程主要集中在鑄坯凝結過程,即結晶器段、二冷段、三冷段區域,因此以每次鑄坯切割開始時點作為拉速采樣開始時刻,通過計算將該鑄坯凝結過程階段各時點的拉速進行采集,并將其作為拉速特征值。另外由于該連鑄機的拉速基本控制在2m/min,每根鑄坯基本長度在11m左右,因此鑄坯生產至少需要5min。為便于系統處理,將凝結過程段300 s的拉速作為鑄坯拉速變化規律的代表,用300 s的拉速值作為拉速特征量。

圖2 定重切割控制系統流程
在連鑄生產過程中,定重切割系統將實時采集的300個拉速值和鑄坯長度值作為輸入,依據建立好的重量回歸模型,回歸預測重量值,當預測的重量達到設定重量時,發出切割指令進行切割。
通過對數據進行整理、分析和歸納,將偏差較大(偏差在±10 kg以上)的數據進行屏蔽,并選取了80根同一流上的鑄坯,每根鑄坯兩次切割時間內前300個時間點對應的拉速值X和這80根的長度值作為訓練樣本的輸入,對應的80根的實際的鑄坯重量值Y作為輸出,進行訓練。測試樣本A選了同一流上的另外10根不同時間段的鑄坯的拉速值和長度值作為輸入以檢驗其準確性。基于以上分析,通過SVM回歸模型的開發,其定重切割系統流程,見圖2。
2.2 模型參數的選擇
主要使用SVM工具箱在Matlab中進行預測運算,通過對徑向基函數各種形式的對比測試得出,徑向基核函數(rbf)僅有參數σ,具有更少的參數,因而具有更小的模型選擇復雜度。對核參數的選擇也僅考慮rbf核函數。

上述采用的核函數,具備如下優點:
(1)表示形式簡單,即時對于多變量輸入也不增加太多的復雜性;
(2)徑向對稱;
(3)光滑性好,任意階導數均存在;
(4)由于該基函數表示簡單且解析性好,因而便于理論分析。
SVM的性能取決于一組好的參數,包括懲罰參數C、不敏感參數ε、核函數的參數σ。支持向量機的推廣性能與模型中具體參數的選擇有密切的關系。通過對參數的調整進行了多次試驗,對結果進行對比分析,最終選取C=50,ε=0.35,σ=20,得到的均方誤差為0.2798。
2.3 訓練結果及分析
數據采用最小—最大規范化,將數據映射到[-1,1],核函數為rbf,參數C=50,ε=0.35,σ=20。通過參數的設置,SVR對訓練集和測試集分別進行訓練和預測,隨機抽取10組預測結果,見表1。

表1 鑄坯重量預測結果對比
將上述結果用點狀圖進行處理,如下圖3所示。
從上表結果來看,實際值和預測值差值在±3Kg以內的樣本數量達到了90%。其預測精度較高。究其原因,在于在實際生產中,實際重量值在2440±3Kg的鑄坯達到70%左右,致使[2437,2443]Kg區間范圍內樣本預測值較準確。從圖中可以看到預測重量值與實際重量值相差不大,具有較高的準確性,證明該預測模型具有良好的泛化性能。
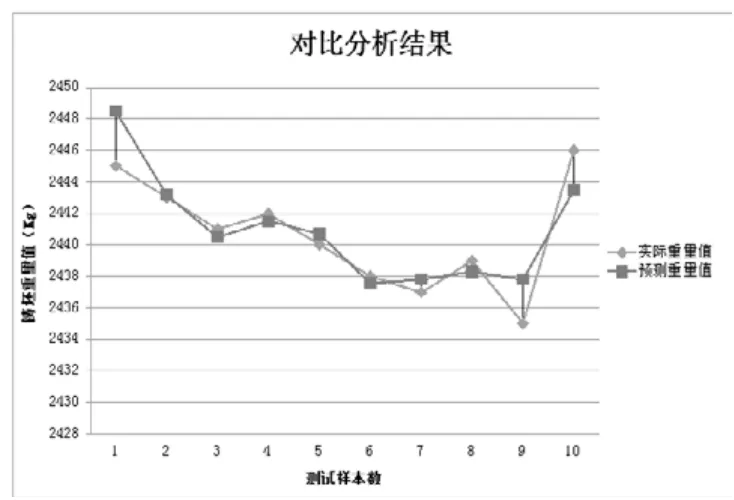
圖3 鑄坯實際重量與預測重量對比結果1
3 基于SVM的定重切割系統設計與實現
定重切割系統由火焰切割系統、鑄坯跟蹤控制系統、鑄坯稱量系統、輥道升降系統、基于SVM的預測分析系統組成。
3.1 定重切割系統硬件設計
該稱量秤體由液壓升降系統、輥道梁、拉桿、托盤、稱量傳感器等組成。稱量秤設置三個托盤沿輥道輸送方向均勻布置,以保證鑄坯在稱量時受重量影響造成鑄坯彎曲等情況。托盤上表面略低于輥道上表面,托架下部與稱重臺板進行焊接。當鑄坯到達稱量區域的輥道時,輥道下降,鑄坯落到稱量秤托盤上,實現鑄坯的稱量。為了保證傳感器受力均勻,通過拉桿可以對稱重臺板進行水平調整和垂直調整,以消除傳感器受力不均影響稱量精度。如圖4、圖5。

圖4 鑄坯秤

圖5 鑄坯稱總裝圖
其中:1托盤、2拉桿、3傳感器、4支架、5稱重臺板、6基礎、7輥道梁、8升降液壓缸、9托輥、10碟簧、11球面墊圈、12錐面墊圈。
其中:17熱軋工字鋼、18熱軋槽鋼、19鋼板、20連接板
稱量傳感器在設計時充分考慮現場環境的惡劣性,數據傳輸的穩定性,傳感器受力的均勻性,因此在輥道下方支架上,安裝四個高精度拉式傳感器以保證稱量精度。
此外,選用德國HBM公司C3級高精度稱重傳感器,型號:HLCB2-S-C3-1100,精度1/3000;稱重變送器型號:AED9101C,精度1/10000。高精度傳感器和數據變送器共同組成稱量信號傳輸系統,保證了鑄坯在線的稱量精度。
3.2 定重切割系統軟件系統
定重切割軟件系統功能:數據采集和分析處理功能;貼近現場生產實際的人機交互功能,其中包括可視化的圖形界面、報警信息、現場各數字量模擬量信號狀態顯示;歷史趨勢查詢;記錄報表歸檔、實時和歷史數據庫;遠程監控和查詢等。
3.2.1 稱重系統模塊設計
稱重系統模塊主要通過軟件把鑄坯的重量讀取出來保存到數據庫,以實現對各種信息的分析、整理和歸納。通過采集PLC信號以及與相關數據終端的數據通訊可以實現鑄坯重量、拉速、切割時間以及生產信息如爐號、鋼種等信息的采集。
根據撈鋼車位置及輥道熱檢信號確定鑄坯來源,并對鑄坯進行編號計數,實時記錄鑄坯重量。對鑄坯重量進行統計分析。接收鑄坯實時拉速,接收鑄坯切割長度,根據拉速及長度計算切割長度調整量發送給定尺切割系統。圖6 為撈鋼車定位控制系統。

圖6 撈鋼車定位控制系統
連鑄坯在稱量過程中不斷地發生阻尼振蕩,稱量儀表接收的數據為低頻波和高頻波疊加,在此情況下,借鑒自動化數字濾波的移動窗口算法,通過移動窗口法對數據進行反復過濾分析,把最符合實際坯重的數據選擇出來進行數據推理運算。具體算法為鑄坯在稱體上停留一段時間,軟件連續取若干稱量值進行數據算法運算,取最優值作為鑄坯單重值,如圖7。

圖7 鑄坯稱重值算法
稱重軟件采用VS2005編程軟件編寫,數據庫軟件采用SQL Server2008,電腦與PLC之間的通訊采用OPC通訊協議,與儀表通訊采用COM通訊協議,軟件運行穩定,運行界面如圖8。
3.2.2 定尺定重切割系統
本系統軟件的主要功能模塊有:
(1)圖像卡控制模塊:用于控制圖像卡按一定的時序和時間間隔進行圖像采集并將其通過A/D轉換,轉化為數字圖像信息;

圖8 稱重軟件運行圖
(2)圖像處理模塊:將數字信號進行圖像處理,如前面提到的數字濾波、二值化轉換等;
(3)圖像識別模塊:根據圖像處理結果隨時檢測連鑄坯坯頭位置,與給定位置進行比較,在到達給定位置時發出定尺信號;
(4)控制輸出模塊:將識別模塊發出的定尺信號通過數字量輸出模板和繼電器,發送給PLC;
(5)PLC控制模塊:用PLC編程語言編寫,在接收到定尺到達信號后控制火焰切割機完成切割周期循環,并可實現切割循環與澆鑄狀態下的聯鎖控制。
本系統具有良好的人機界面功能,如圖9。通過人機界面,操作員可設定定尺長度、改變各種運行參數、調整運行狀態,所更改的參數可選擇存盤,不須每次設置;操作員可取消自動在人機界面上手動控制切割。各流可單獨調整更改參數,不互相干擾。在人機界面上還可實時顯示熱鋼坯的運行狀態,顯示相應參數,如:切割狀態、每流拉速、當前時間和開澆時間、當前所切定尺長度、每流切割根數、連鑄機總切割根數,可按日、月查詢數據打印報表。

圖9 6#連鑄機定重切割軟件系統
4 結論
通過在小方坯連鑄機實施基于定尺的連鑄機定重優化切割系統,5號機定重率為75%左右,6號機定重率為80%左右,棒材通尺率得到下降,取得了良好的經濟效益和社會效益。
[1]李志華,耿喜周,王超海.鑄坯定重切割技術在安鋼2800mm中板機組的應用及效益分析[A].冶金經濟與管理,2012(02):20-21.
[2]楊仁金,傅民安,李康年等.連鑄坯定重剪切技術的開發與應用[B].冶金設備,2009,04(02):70-74.
[3]Alessia Mammone.Marco Turchi and Nello Cristianini.Support Vector Machines[J].Advanced Review,2009,Il(1):283—289.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
