Π型鍋爐中段受熱面模塊化吊裝案例分析
2015-07-16 11:18:20郇志橋
山東工業技術 2015年18期
關鍵詞:焊縫
郇志橋
(山東電力建設第二工程公司,天津 300480)
1 引言
火力發電廠Π型超臨界鍋爐一般在延伸底包墻(延伸水冷壁)上方布置末級過熱器/末級再熱器管排,且管排一般分為前段和后段,均設有高冠板,如果將前后兩段組合在一起進行吊裝,模塊尺寸大,易變形,吊裝難度大;如果前后段管排在不與高冠板組合的情況下分別吊裝,由于數量多,無疑會延長施工工期,造成機械臺班和人工的極大浪費;如果將前后段管排分別與高冠板穿裝組合,利用電動葫蘆進行管排模塊的吊裝,可以減少機械臺班的使用,提高吊裝效率,縮短施工工期。
2 工程概況
某電廠熱電聯產2×350MW 新建工程#1機組鍋爐為上海鍋爐廠設計生產的超臨界參數變壓運行垂直管圈直流爐,單爐膛、一次中間再熱、采用四角切圓燃燒方式、平衡通風、固態排渣、全鋼懸吊結構Π型鍋爐、露天布置燃煤鍋爐,鍋爐型號為SG-1120/25.4-M4411,其中末級過熱器布置在延伸底墻上方,管排共68 片,分前后段,每 7– 8片管排設計有高冠板,前后段管排分別與高冠板組合成18個模塊。
3 施工方案
3.1 吊裝機械
(1)FZQ1380/63t附著自升塔式起重機:該塔機沿K4軸線布置在#1爐爐右位置,塔機中心距K4(3.2)柱中心7700mm,作為末級再熱器吊裝模塊的主吊機械。
(2)16t單軌電動葫蘆:布置在末級再熱器就位位置上方爐頂次梁下方,作為末級再熱器吊裝模塊的主吊機械。
(3)中聯QY50V汽車吊:布置在#1爐爐右末過起吊區域,作為末級再熱器吊裝模塊的輔助抬吊機械。
3.2 吊裝前應具備的條件
(1)吊裝通道的預留:由于#1爐主吊機械FZQ1380塔機布置在爐右位置,該塔機起桿爬桿較慢,故將爐左側定為吊裝預留通道。
(2)緩裝件:為滿足末過模塊吊裝需緩裝K3-K4區域件6-10-71和件6-10-136之間的水平連梁,并緩裝延伸左側墻及剛性梁;為滿足16t電動葫蘆的安裝,爐頂吊掛裝置需緩裝末過進、出口集箱的吊桿。吊裝預留通道及電動葫蘆布置位置如圖1所示。在末過模塊吊裝之前需將末過前、后段高冠板吊桿穿裝完。
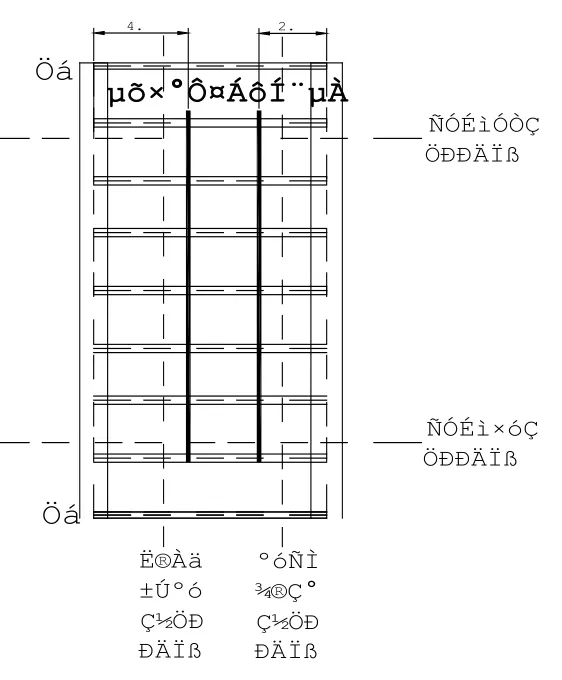
圖1
3.3 組合吊裝方案
(1)按照圖紙設計要求在地面進行末過高冠板的組合焊接。高冠板組合時豎向組合,以便于高過管屏的穿裝。
(2)按照圖紙設計要求在地面將末過管排與整合好的高冠板組合,組合時要做好高冠板、高過管屏的防傾倒措施,組合完成之后,在管屏兩側的圓孔處穿入適宜直徑的圓鋼,圓鋼材質選用Q235鋼材,長度要小于高冠板的長度,圓鋼兩端與管排吊耳焊接,防止吊裝時圓鋼脫落。
(3)使用中聯QY50V汽車吊配合FZQ1380塔機將末過模塊抬吊立起,汽車吊吊下部吊點,使用φ17.5mm鋼絲繩四根,單股使用;塔機吊上部吊點,塔機鉤下掛φ32mm一對,單股使用,鋼絲繩下各掛10t單滑輪一個,10t單滑輪各穿φ28mm鋼絲繩一根,雙股使用,抬吊立起之后中聯QY50V汽車吊脫鉤,FZQ1380塔機單車將末過模塊經吊裝預留通道吊裝至電動葫蘆倒鉤位置。
(4)電動葫蘆將末過模塊吊至就位位置后安裝高冠板吊桿銷軸,安裝完后電動葫蘆脫鉤,電動葫蘆吊裝末過模塊。
(5)末過后段模塊吊裝完后拆除電動葫蘆并穿裝末過進口集箱吊桿,帶吊桿安裝完后穿裝末過進口集箱(集箱不可與過渡段散管組合),末過前段按此順序施工。
(6)末過進出口集箱穿裝完后焊接末過管排與集箱之間焊口以及末過前后段中間焊口,焊接中間焊口時分段割除末過管排兩側穿裝的圓鋼。
3.4 電動葫蘆選型及布置
由于末過前段管屏單片重量為1278kg,7-8片一組,末過前段模塊重量在10.5t左右,選用16t電動葫蘆,電動葫蘆導軌梁選用Q235材質I45a工字鋼對接制作,長度17m,對接焊縫處使用δ=12mm鋼板補強,導軌梁兩端使用δ=12mm鋼板焊接電動葫蘆限位,上翼板使用I28b工字鋼制作抱箍扣在上方K3-K4次梁上,焊縫處在I28腹板兩側使用δ=10mm鋼板補強,電動葫蘆導軌梁在爐頂次梁上共設置7道抱箍,抱箍使用I25a工字鋼制作焊接。
3.5 力學計算書
3.5.1 導軌梁強度校核
16t導軌梁選用Q235材質I45工字鋼對接制作,導軌梁生根在爐頂次梁下方,分別在上方7根次梁上生根抱箍,次梁之間最大間距為2900mm。末過吊裝模塊重量及電動葫蘆自重按13t計算(乘以1.1的動載荷系數),I45a工字鋼Wx=1430cm3,[δ]=156MPa。
橫梁跨中位置可承受最大彎矩為:Mmax=Wx×[δ]=223080N.m
橫梁跨中位置可承受集中受力為:Fmax=Mmax×4/L=307696N
即橫梁跨中位置可承受集中載荷為31t不彎曲。安全系數K=31/13=2.4。
3.5.2 抱箍焊縫強度校核
抱箍I25a工字鋼與導軌梁之間全部采用滿焊方式焊接,Q235鋼材焊接許用應力[δ]=160MPa,動載荷系數取1.1。
I20a工字鋼與導軌梁之間焊縫長度為He=(250+116)×2-16=716mm,焊縫高度Lw=8mm。
焊縫所受最大拉力為f=12000×1.1×9.8=12930N
δτ=F/(He×Lw)=12930/(716×8)=22.58MPa ≤ [δ]
滿足強度要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
