柴油機關(guān)鍵件精密成形工藝研究
2015-06-26 13:03:53王東軍郭巨壽張雪冬于霞王斌康鳳
精密成形工程 2015年4期
王東軍,郭巨壽,張雪冬,于霞,王斌,康鳳
(1.海軍駐大同地區(qū)軍事代表室,山西大同037036;2.北方通用動力集團有限公司,山西大同037036;3.西南技術(shù)工程研究所,重慶400039)
柴油機關(guān)鍵件精密成形工藝研究
王東軍1,郭巨壽2,張雪冬2,于霞2,王斌2,康鳳3
(1.海軍駐大同地區(qū)軍事代表室,山西大同037036;2.北方通用動力集團有限公司,山西大同037036;3.西南技術(shù)工程研究所,重慶400039)
目的 提高柴油發(fā)動機關(guān)鍵件泵體鑄改鍛后的綜合機械性能,采用精密成形技術(shù)來實現(xiàn)泵體的組織和性能的一致性控制。方法 首先通過工藝分析,設(shè)計了鍛件的形狀及其分模方式,建立了鍛件的三維實體模型;再根據(jù)其工藝方式,設(shè)計了模具結(jié)構(gòu)及工藝路線,并對預(yù)制坯形狀進行了設(shè)計。結(jié)果 經(jīng)過工藝試制,泵體鍛件充型飽滿,缺陷得到克服,尺寸精度達到了技術(shù)要求,泵體的流線連續(xù),晶粒度達8級,經(jīng)鑄改鍛后性能得到了大幅提升。結(jié)論 通過工藝實驗,分析了成形中缺陷產(chǎn)生的原因和控制方法,優(yōu)化了預(yù)制坯設(shè)計以及成形關(guān)鍵工藝參數(shù),為確定最終精密成形工藝提供了依據(jù)。
柴油機;關(guān)鍵件;鑄改鍛;性能;優(yōu)化
柴油發(fā)動機中的關(guān)鍵零部件泵體,在高溫、高速、復(fù)雜應(yīng)力的環(huán)境下工作,是發(fā)動機燃油噴射系統(tǒng)中的易損件,材質(zhì)多為合金結(jié)構(gòu)鋼,要求具備高溫強度、高溫耐磨性、抗疲勞性能和抗腐蝕等性能[1—3]。由于泵體原采用金屬型鑄造工藝制造,其力學(xué)性能特別是耐疲勞和抗沖擊性能仍比較低[4],對于發(fā)動機的工作環(huán)境來說,雖然工藝上增加了加強筋等手段進行強度、剛度保障,但仍不能滿足其服役要求,為了進一步增強泵體的性能,現(xiàn)工藝要求采用精密熱模鍛技術(shù)進行改性[5—6],在外形結(jié)構(gòu)基本不變的前提下,保持部分型面不加工,內(nèi)部流線連續(xù),調(diào)質(zhì)處理后組織晶粒度達到8級,以提高泵體的服役性能。
1 工藝設(shè)計
圖1為泵體的零件圖,其外形結(jié)構(gòu)復(fù)雜,所選材料為合金結(jié)構(gòu)鋼40CrMnMo,兩側(cè)的凸筋僅寬10 mm,是原鑄造工藝設(shè)計的加強筋,兩側(cè)還有對稱分布的凸耳,且上、下主體形狀的中心軸線偏心距達7 mm,這對機械加工來說的難度較大,因此工藝上需要保證上半部分的結(jié)構(gòu)基本達到外形,特別是兩個凸耳和側(cè)面的兩個窄筋外形達到不加工的狀態(tài)。另一方面,為了在性能上較鑄造工藝有進一步的提高,零件的整體流線分布設(shè)計在工作時的主要承力方向[7],即縱向;同時還要避免成形時流線在零件內(nèi)部形成穿流、渦流、亂流,以及在機械加工時被大面積切斷和露頭[8]。為了滿足這些技術(shù)條件,泵體的整體工藝難度大幅增加,成形時的主要分模方式、坯料預(yù)先的聚料形狀、工藝步驟等都十分重要。

圖1 泵體零件Fig.1 Pump body
針對零件的這種特殊的工藝技術(shù)要求,鍛件的形狀設(shè)計如圖2所示,由于底部的凸臺高度較高,不易充型,因此鍛件設(shè)計將底端直徑60 mm的圓臺高度增加5 mm,保證頂部的凸臺充型完全;兩側(cè)的凸耳、窄筋按照零件圖的尺寸設(shè)計,拔模斜度在0.5°以內(nèi),大頭端的圓弧段和直面不再設(shè)計拔模斜度。鍛件整體分模形式如圖3所示,為縱向分模,分模面設(shè)計在上模腔,以保證上半部分的形狀金屬充分流動,充填模腔;下半部分的形狀由于預(yù)留了加工余量,拔模斜度設(shè)計為5°,以緩解模具受力和方便頂出工件[9]。由于縱向分模形式和小拔模斜度,型腔尺寸較深,整體工藝難度大,對模具的受力是很大的考驗。
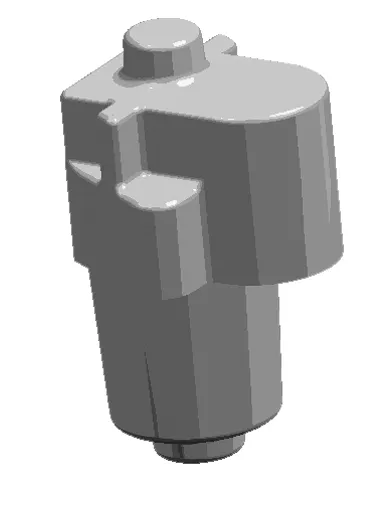
圖2 泵體鍛件 Fig.2 Forging of pump body
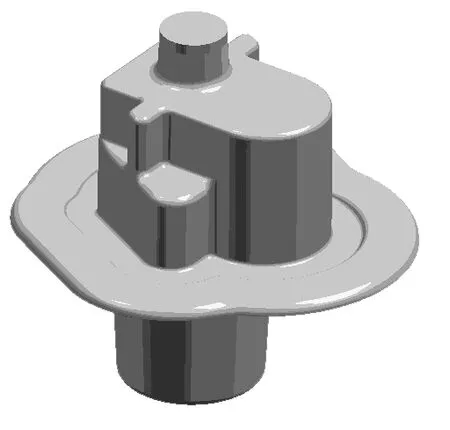
圖3 鍛件分模形式Fig.3 Parting surface of the forging
2 模具結(jié)構(gòu)設(shè)計
根據(jù)泵體鍛件的工藝分析,模具結(jié)構(gòu)設(shè)計如圖4所示。
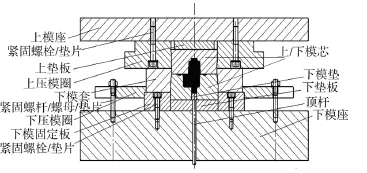
圖4 泵體熱鍛成形模Fig.4 Hot die forging of the pump body
在圖4所示的模具結(jié)構(gòu)中,鍛件的復(fù)雜大端形狀設(shè)置在下模腔,一是方便坯料的定位,二是由于大端的整體形狀拔模斜度小,型腔深,若在上模則容易卡模,不易出料[10],而在下模則有頂料機構(gòu),脫模時有頂出力協(xié)助出料,而上模腔拔模斜度為5°,可直接由重力脫模;而另一方面,由于下模型腔深且基本沒有拔模斜度,模具熱磨損嚴(yán)重,這樣的結(jié)構(gòu)設(shè)計對模具壽命來說是非常不利的[11—12]。因此,在模具熱處理和表面處理上要有進一步的保障措施跟進[13],文中上、下模芯采用的“等溫球化退火+雙重循環(huán)淬火+回火”熱處理工藝和“碳氮共滲+C、Ti雙離子注入”的復(fù)合表面強化工藝[14]。
3 工藝試驗
根據(jù)工藝設(shè)計,對泵體進行了精密成形工藝試驗,成形主體設(shè)備為1000 t螺旋壓力機,預(yù)成形主要設(shè)備為75 kg空氣錘。試驗輔助工裝有:中頻感應(yīng)加熱爐、潤滑劑噴涂槍、切邊壓機、拋丸機。該件的主要工藝流程為:數(shù)控鋸料→加熱→鐓頭→拍扁→潤滑→終成形→切邊→打磨→噴丸→檢驗→入庫。本文主要針對終成形工步進行分析。終成形開始前,模具采用氧乙炔進行加溫,避免冷模效應(yīng)[15],試驗始鍛溫度1100℃,潤滑劑為水基石墨,將坯料放入空氣錘,采用限位塊和側(cè)擋塊,鍛打出一端為扁料,一端為棒料的預(yù)制坯,再將扁料的一端放入終成形下模腔,先用400 t的打擊力進行預(yù)鍛和對中,再用1000 t的力最終擊打完成終鍛,如圖5所示。

圖5 泵體終成形Fig.5 Engineering test of the pump body
在初始試驗中,在其中的一側(cè)凸耳的位置出現(xiàn)了折疊的缺陷(如圖6所示),由于折疊缺陷只在單側(cè)出現(xiàn),且折疊不深,經(jīng)分析,是坯料在放入模腔時定位不準(zhǔn),出現(xiàn)了些許傾斜,由于傾斜導(dǎo)致了上模的刮料而堆積在側(cè)耳上形成的折疊。為了解決這一問題,將坯料上原來的定位倒角進行了增大,角度增大到了15°,長度增加到了30 mm,使鍛打時上模對芯的空間增大,解決了這一缺陷。
在小批量試制中,發(fā)現(xiàn)在泵體的2個凸筋的頂端,有部分充不滿的現(xiàn)象發(fā)生,如圖7所示。出現(xiàn)這種缺陷的鍛件占到總體鍛件的50%左右,以熱精鍛傳統(tǒng)90%的良品率來算,大大影響了產(chǎn)品的合格率[7]。經(jīng)分析,這是由于鍛件上凸筋原來是按照鑄件形狀設(shè)計規(guī)則,尺寸太窄,寬度方向僅10 mm,且深度達到25 mm,這對熱鍛件來說本身就是一個充型難題,為了解決這一缺陷,需要改善材料的流動環(huán)境,促使金屬在成形時流入凸筋頂端,因此將模具型腔的凸筋底部的圓角增大,尺寸按照鍛件設(shè)計的R4~R6 mm尺寸中取最大尺寸R6 mm,同時將大頭部分的坯料體積稍加大,使鍛打時鍛件的下部分結(jié)構(gòu)有更多的金屬流動。

圖6 泵體折疊缺陷Fig.6 Folding defect on the pump body

圖7 泵體凸筋頂部充型不滿Fig.7 Collapse defect on the pump body
泵體終鍛成品如圖8所示,可以看出,鍛件充型飽滿,側(cè)面的凸耳和窄筋均充型完全,經(jīng)尺寸檢測,滿足產(chǎn)品的技術(shù)要求,泵體的流線連續(xù),晶粒度達8級。鍛件切邊帶位于大端分模面處,對鍛件的整體流線連續(xù)沒有影響,因此對工藝對產(chǎn)品的性能提升有較大的作用。

圖8 泵體終鍛產(chǎn)品Fig.8 Final forged pump body
4 結(jié)論
采用縱向分模的方式,可以使鍛件整體流線基本不受切邊和機械加工的影響,對柴油發(fā)動機關(guān)鍵件泵體鑄改鍛后的綜合機械性能有較大的提升。但這樣的工藝方式對泵體的模具壽命、整體工藝難度都有很大的影響,因此,做好預(yù)成形的聚料分配,有助于金屬在模腔中的順利流動,特別是窄筋、凸角等難充型的部位,對模具進行特別的熱處理以及對模具中圓角加大、導(dǎo)入角加長等細(xì)節(jié)結(jié)構(gòu)進行優(yōu)化設(shè)計,能夠很好的解決這些技術(shù)難題。
[1]郭巨壽,于霞,李愛平,等.發(fā)動機泵體精密熱模鍛成形工藝研究[J].精密成形工程,2014,6(6):111—115. GUO Ju-shou,YU Xia,LIAi-ping,et al.Precision Hot-die Forging of Engine Pump Body[J].Journal of Netshape Forming Engineering,2014,6(6):111—115.
[2]YANG H,FAN F G,SUN Z C,et al.Recent Developments in Plastic Forming Technology of Titanium Alloys[J].Science China Technology Sciences,2011,54(2):490—501.
[3]SHAN D,XU W,SI C,et al.Research on Local Loading Method for an Aluminum-Alloy Hatch with Ribs and Thin Webs[J].Journal of Materials Processing Technology, 2007,88(2):480—485.
[4]何健,闞澤東,李路.1041轉(zhuǎn)向節(jié)熱模鍛工藝及模具設(shè)計[J].精密成形工程,2009,1(2):86—88. HE Jian,KAN Ze-dong,LILu.Hot Forging Process and Die Design for 1041 Knuckle[J].Journal of Netshape Forming Engineering,2009,1(2):86—88.
[5]ZHANG D W,YANG H,SUN Z C.3D-FE Modeling and Simulation of Multi-way Loading Process for Multi-ported Valve[J].Steel Research International,2010,81(3): 210—215.
[6]田福祥.牙嵌齒輪熱精鍛新工藝開發(fā)與應(yīng)用[J].熱加工工藝,2003(5):34—35. TIAN Fu-xiang.Development and Application of New Process for Precision Forging Clutch Gears[J].Hot Working Technology,2003(5):34—35.
[7]夏巨諶,金俊松.熱精鍛工藝及其裝備的現(xiàn)狀和發(fā)展趨勢[J].鍛造與沖壓,2015(1):20—22. XIA Ju-shen,JIN Jun-song.The Status and Development Trend of Precision Forging Technology and Equipment[J]. Foring&Metalforming,2015(1):20—22.
[8]周志明,胡洋,唐麗文,等.EQ153轉(zhuǎn)向節(jié)多向精密模鍛工藝數(shù)值模擬[J].熱加工工藝,2014,43(3):107—109. ZHOU Zhi-ming,HU Yang,TANG Li-wen,et al.Numerical Simulation of EQ153 Steering Knuckle Multi-direction Precision Forging Process[J].HotWorking Technology,2014, 43(3):107—109.
[9]宋舟,王德米,宋哲,等.直齒圓錐齒輪閉式熱精密模鍛生產(chǎn)工藝[J].冶金設(shè)備,2013(S1):47—49. SONG Zhou,WANG De-mi,SONG Zhe,et al.The Production Process of Closed Heat Die Forging for Spur Bevel Gears[J].Metallurgical Equipment,2013(S1):47—49.
[10]熊震國.殼體鍛件的精密模鍛[J].鍛壓技術(shù),2012,37 (6):1—3. XIONG Zhen-guo.Precision Forging of Shell Forgings[J]. Forging&Stamping Technology,2012,37(6):1—3.
[11]林軍,李祖榮,陳強,等.具有非加工面的鋼質(zhì)鍛件精密成形工藝分析及設(shè)計[J].精密成形工程,2012,4(5): 1—6. LIN Jun,LIZu-rong,CHEN Qiang,et al.Analysis and Design of Precision Forging Process of Steel Forge Piece with Non-machined Face[J].Journal of Netshape Forming Engineering,2012,4(5):1—6.
[12]張超,李琦,李萍.接套體多向精密擠壓成形[J].鍛造與沖壓,2011(11):56—58. ZHANG Chao,LI Qi,LI Ping.Multi Precision Extrusion Forming of the Set Body[J].Forging&Metalforming,2011 (11):56—58.
[13]游和清.內(nèi)燃機活塞鍛造成型技術(shù)[J].機車車輛工藝, 2011(4):4—6. YOU He-qing.Forging Technology for Internal Combustion Engine Piston[J].Locomotive&Rolling Stock Technology, 2011(4):4—6.
[14]李淑玉,田福祥.楔塊鎖模空心枝形件閉式擠壓模具設(shè)計[J].鍛壓技術(shù),2011,36(4):104—106. LIShu-yu,TIAN Fu-xiang.Design of Closed Extrusion Dies with Heel Block Locking for Hollow Pieces with Side Heaves[J].Forging&Stamping Technology,2011,36(4): 104—106.
[15]冀東生,夏巨諶,朱懷沈.汽車傳動軸叉形件精密模鍛工藝研究[J].鍛壓技術(shù),2010,35(6):14—18. JIDong-sheng,XIA Ju-chen,ZHU Huai-shen.Research in the Precision Forging Process of Automobile Transmission Shaft Fork Parts[J].Forging&Stamping Technology, 2010,35(6):14—18.
Precision Form ing of the Critical Part Used for Diesel Engine
WANG Dong-jun1,GUO Ju-shou2,ZHANG Xue-dong2,YU Xia2,WANG Bin2,KANG Feng3
(1.Navy in Datong Military Representative Office,Datong 037036,China; 2.Northern General Dynamics Group Company,Datong 037036,China; 3.Southwest Technology and Engineering Research Institute,Chongqing 400039,China)
In order to improve themechanical properties of the pump body used for diesel engine by forging instead of casting,precision forming technology was used to realize consistency control of the organization and the performance of the pump body.Firstly,after the analysis of the technology,the forging shape and mode was designed,and the 3D model of the forging was built.According to the processing technology,themould structure and the processing pathway aswell as the pre-prepared blank were designed.After the trial process,the pump forgingswere fully filled,the defectswere overcome, and the size accuracymet the technical requirements very well,the streamline was continuous,the grain sizewas achieved to grade 8.In summary,the performance of the pump had been greatly improved by forging.By the process test,the causes and controlmethods of forming defectswere analyzed,the pre-preparation design and key forming parameterswere also optimized,which provided valuable basis for determining the final precision forming process.
diesel engine;critical part;change of casting to forging;performance;optimization
10.3969/j.issn.1674-6457.2015.04.018
TG142.1
:A
:1674-6457(2015)04-0084-04
2015-05-10
總裝預(yù)研項目(51318040306)
王東軍(1979—),男,河北豐潤人,工程師,主要從事柴油發(fā)動機設(shè)計與制造研究。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03