基于數值模擬的AZ61鎂合金擠壓-剪切工藝
2015-06-26 13:03:52趙玲杰張馳汪舜單慧云宿婷
精密成形工程 2015年4期
趙玲杰,張馳,汪舜,單慧云,宿婷
(重慶理工大學材料科學與工程學院,重慶400054)
基于數值模擬的AZ61鎂合金擠壓-剪切工藝
趙玲杰,張馳,汪舜,單慧云,宿婷
(重慶理工大學材料科學與工程學院,重慶400054)
目的 研究擠壓-剪切變形的最優化工藝參數,分析各個工藝參數對AZ61鎂合金微觀組織和力學性能的影響。方法 通過有限元模擬技術,分析了各個工藝參數,包括擠壓溫度、擠壓速度、擠壓比對AZ61鎂合金成形結果的影響。結果 通過對有限元模擬結果的分析和研究,得到AZ61鎂合金成形的最佳工藝參數為:擠壓溫度為400℃;擠壓速度為10 mm/s;擠壓比越大,再結晶效果越明顯,晶粒尺寸越細小。結論 優化了擠壓溫度、擠壓速度、擠壓比等影響AZ61鎂合金成形的因子,得到了符合實際生產的最佳工藝參數。
擠壓-剪切工藝;有限元模擬;AZ61鎂合金
擠壓工藝不但可以細化晶粒尺寸,消除存在鑄錠內的縮松縮孔,還可以改善枝晶偏析等缺陷,從而改善金屬內部的微觀組織,提高材料的力學性能[1];剪切可以在組織內部發生動態再結晶,將上述雙重作用結合在一起形成一種擠壓-剪切工藝[2—4],可以很好地改善材料內部的微觀組織和力學性能[5—8]。
根據擠壓-剪切工藝的特點[9—12],設計了相應的擠壓-剪切模具,如圖1所示,其核心部分組合凹模的設計如圖2所示,并將該模具分為擠壓杯錐區、普通擠壓區、一次剪切區和二次剪切區。設計這種彎曲模具,通過連續的彎曲變形來改善材料內部的晶粒尺寸,從而提高材料的力學性能[13—14]。
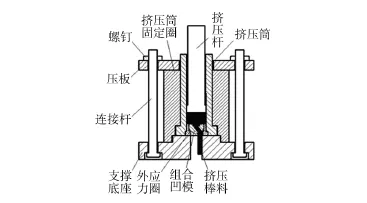
圖1 擠壓-剪切模具Fig.1 Extrusion-shearmold
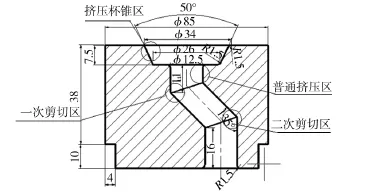
圖2 擠壓-剪切模具的擠壓模示意圖(部分)Fig.2 Schematic of extrusion part in extrusion-shearmold
1 有限元模擬方案
AZ61鎂合金[15]的實驗過程為:對擠壓筒內的坯料進行加載,使坯料向前移動,在遇到擠壓模時,金屬被擠壓產生變形,使擠壓筒內的坯料處于三向壓應力狀態,金屬受擠壓變形后成形的材料為實驗棒料。
采用正交實驗的方法進行有限元模擬,坯料直徑設置為80 mm,擠壓筒直徑設為85 mm,坯料和模具之間的摩擦因子設為0.4,模具和坯料之間的導熱系數設置為11 N/(℃·s·mm2),其他具體模擬參數設置如表1所示。每次模擬選擇單個因素進行分析。
根據表1的實驗方案,分別研究擠壓溫度、擠壓速度和擠壓比對成形結果的影響。根據Deform-3D的模擬結果,導出相應的數據和曲線圖,分別進行分析比較,最后得出相應的結論。
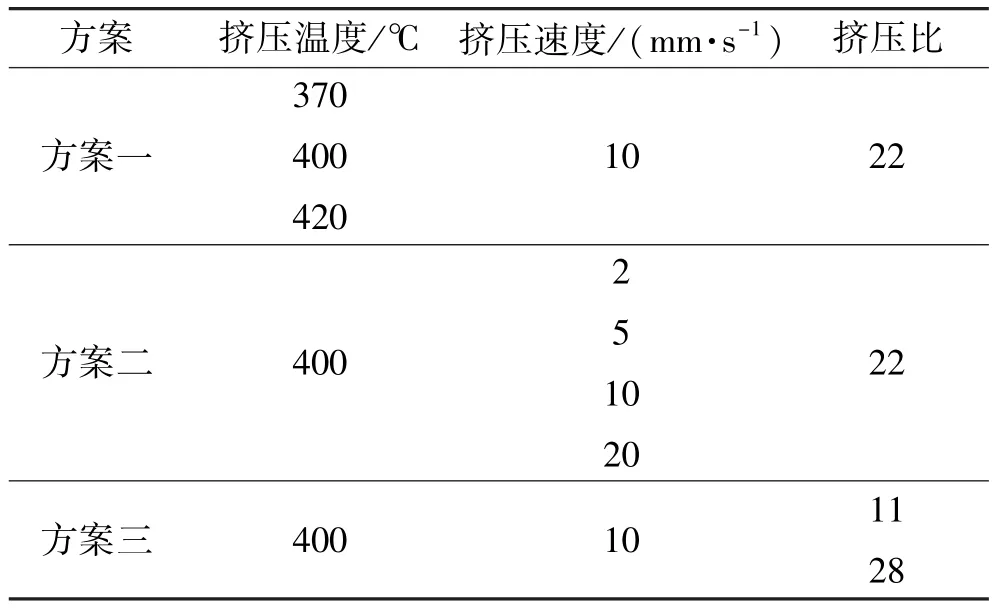
表1 有限元模擬的參數設置Tab le 1 Process param eters setting of the finite elem ent sim u lation
2 不同因素對成形結果的影響
2.1 擠壓溫度對成形結果的影響
如圖3所示,設置擠壓比為22,擠壓速度為10 mm/s,摩擦因子為0.4,擠壓溫度分別為370,400,420℃,對不同溫度下的成形結果進行分析可知:在各個溫度下,從擠壓的初始階段開始,擠壓力呈直線上升趨勢,其原因是:在開始階段由于變形而產生加工硬化使應力值增加,變形抗力增加;當擠壓進行到2 s左右時,擠壓力出現峰值,且溫度越高其相應的擠壓力峰值越小。從圖3可以看出,當擠壓溫度為370℃時,產生的擠壓力最大。
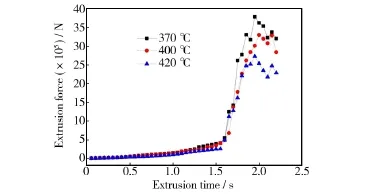
圖3 不同擠壓溫度下擠壓力的對比Fig.3 The different extrusion force in different extrusion temperature
同時在變形過程中,溫度的不斷上升,激活了鎂合金內部的滑移系,改善了鎂合金的塑性;而在擠壓變形達到一定程度時,擠壓力稍有降低并出現波動狀態,其原因是坯料在擠壓和剪切的共同作用下產生動態再結晶,同時出現軟化和硬化,擠壓力也因此出現波動。綜上,選取的最佳擠壓溫度為400℃。
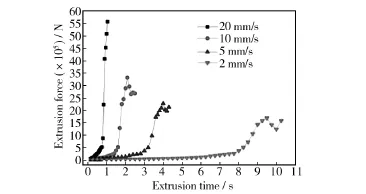
圖4 不同擠壓速度下擠壓力的對比Fig.4 The different extrusion force in different extrusion speed
2.2 擠壓速度對成形結果的影響
擠壓速度對成形結果的影響是通過對變形抗力的影響來表現的。一般情況下,擠壓開始階段,擠壓速度越大,擠壓力越大,隨著變形的進行,變形區溫度升高,但坯料的冷卻速度較慢,擠壓力會有所下降。
在研究擠壓速度對擠壓力的影響時,將其他的各個參數分別設置為:擠壓溫度為400℃,擠壓比為22,摩擦因子為0.4,而擠壓速度分別為2,5,10,20 mm/ s。不同擠壓速度對擠壓力的影響如圖3所示。根據圖3曲線可知:擠壓速度越大,擠壓力上升越快;隨著擠壓速度的增加,擠壓力急劇上升。這是因為擠壓速度越大,相應的變形速度越大,材料的加工硬化現象越嚴重,變形抗力增加越快。擠壓進行到一定階段后,在動態再結晶產生的軟化和加工硬化的共同作用下,擠壓力值出現波動;擠壓速度越大,擠壓力越大,當速度為20 mm/s時,擠壓力超過擠壓機的承受范圍,所以擠壓速度不能過大,而擠壓速度過低時材料會因為自身的冷卻產生變形抗力,導致擠壓力繼續上升,所以選擇最佳擠壓速度為10 mm/s。
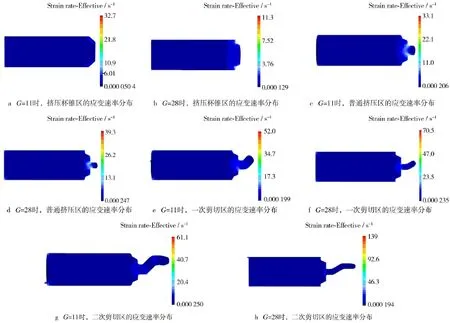
圖5 G=11和G=28時各個階段材料的應變速率分布Fig.5 The strain rate of thematerial at the stages of G=11 and G=28
2.3 擠壓比(G)對應變速率分布的影響
如圖5為G=11和G=28兩種情況下的應變速率的分布圖。由圖5可知:在一次剪切區G=11時,應變速率為52,G=28時應變速率為70.5;在二次剪切區G=11時的應變速率為61.1,遠低于G=28時得到的應變速率139。
擠壓時的動態再結晶與應變和材料變形過程中的應變速率有關,根據動態再結晶時,平均晶粒尺寸d與Z參數關系:ln d=A+B ln Z,Z為溫度補償的應變速率且Z=˙εexp(Q/RT)。由以上兩個公式可以得出:應變速率 ˙ε值越大,Z值就越大,平均晶粒尺寸d就越小。由此可知G=28時的應變速率要明顯優于G =11時的應變速率,即G=28時晶粒的細化效果更明顯,即擠壓比越大,再結晶程度越好,晶粒尺寸越細小。
3 結論
1)由模擬結果可知,擠壓速度對擠壓-剪切的影響是:擠壓速度越大,擠壓力越大,材料產生加工硬化,使其變形抗力增加,所以擠壓速度不能過大。
2)基于對擠壓溫度、擠壓速度的研究,最終選取的最佳的工藝參數為:擠壓溫度為400℃,擠壓速度為10 mm/s。
3)分析不同擠壓比對零件擠壓后的應力及應變速率的影響,可知擠壓比越大,材料的應力和應變速率越大,動態再結晶趨勢越大,晶粒就越細小,材料的力學性能越好,但擠壓比過大可能會超出設備的承受力,所以要選擇合適的擠壓比。
[1]羅永新,胡文俊,李落星.AZ31鎂合金擠壓模擬與實驗研究[J].熱加工工藝,2007,36(1):69—73. LUO Yong-xin,HU Wen-jun,LI Luo-xing.Study on Extrusion Process of AZ31 Mg Allay Using Simulation and Experiment[J].HotWorking Technology,2007,36(1):69—73.
[2]吳戰立.等徑角擠扭(ECAE-T)新工藝數值模擬及實驗研究[D].合肥:合肥工業大學,2010. WU Zhan-li.Numerical Simulation and Experimental Study on a New Techniques Named as Equal Channel Angular Extrusion and Twist[D].Hefei:Hefei University of Technology,2010.
[3]薛克敏,王曉溪,李萍.超細晶材料制備新工藝一擠扭[J].塑性工程學報,2009,16(5):130—135. XUE Ke-min,WANG Xiao-xi,LI Ping.A New Technique for Preparing Bulk Ultrafine-grained Materials through Twist Extrusion[J].Journal of Plasticity Engineering,2009,16 (5):130—135.
[4]IWAHASHIY,WANG J,HORITA Z,et a1.Principle of E-qual Channel Angular Pressing for the Processing of Ultra Fine Grained Materials[J].Scripta Materialia,1996,35 (2):143—146.
[5]王雪,吳戰立,徐迎強,等.等徑角擠扭工藝的研究[J].精密成形工程,2010,2(4):7—11. WANG Xue,WU Zhan-li,XU Ying-qiang,et al.Study of E-qual Channel Angular Pressing and Twist[J].Journal of Netshape Forming Engineering,2010,2(4):7—11.
[6]劉睿,孫康寧,畢見強.等徑角擠壓法制備塊體超細晶材料的研究現狀及展望[J].鍛壓技術,2005,30(6):85—89. LIU Rui,SUN Kang-ning,BIJian-qiang.Research Status and Future Expectation on Equal Channel Angular Pressing[J]. Forging&Stamping Technology,2005,30(6):85—89.
[7]SEGAL VM.Materials Processing by Simple Shear[J].Materials Science&Engineering A,1995,197(2):157—164.
[8]陳勇軍,王渠東,李德江,等.往復擠壓工藝制備超細晶材料的研究與發展[J].材料科學與工程學報,2006,24 (1):152—155. CHEN Yong-jun,WANG Qu-dong,LI De-jiang,et al.Research and Development of Ultrafine-grained Materials Fabricated by Cyclic Extrusion[J].Journal ofMaterials Science &Engineering,2006,24(1):152—155.
[9]LIN J,WANG Q,CHEN Y,et al.Microstructure and Texture Characteristics of ZK60 Mg Alloy Processed by Cyclic Extrusion and Compression[J].Transactions of Nonferrous Metals Society of China,2010,20(11):2081—2085.
[10]郭煒,王渠東.大塑性變形制備超細晶復合材料的研究進展[J].鍛壓技術,2010,35(1):4—9. GUOWei,WANG Qu-dong.Research Progress of Fabricating Ultrafine-grained Composites by Severe Plastic Deformation[J].Forging&Stamping Technology,2010,35(1): 4—9.
[11]PRANGNELL P B,HARRISC,ROBERTSSM.Finite Element Modeling of Equal Channel Angular Extrusion[J]. Scripta Materialia,1997,37(7):983—989.
[12]RAGHAVAN S.Computational Simulation of the Equal-channel Angular Extrusion Process[J].Scripta Materialia, 2001,44(1):91—96.
[13]王玉梅,張會.等徑角擠壓工藝的研究進展[J].材料導報,2014,28(9):87—91. WANG Yu-mei,ZHANG Hui.Research Progress of Equal Channel Angular Pressing[J].Materials Review,2014,28 (9):87—91.
[14]GALIYEV A,KAIBYSHEV R,GOTTESTEIN G.Correlation of Plastic Deformation and Dynamic Recrystallization in Magnesium Alloy ZK60[J].Acta Mater,2001,49:1199—1207.
[15]翟春泉,曾小勤,丁文江,等.鎂合金的開發與應用[J].機械工程材料,2001,25(1):6—10. ZHAIChun-quan,ZENG Xiao-qin,DING Wen-jiang,et al. Development and Application of Magnesium Alloys in China [J].Materials for Mechanical Engineering,2001,25(1): 6—10.
Extrusion-shearing Process of AZ61 Magnesium Alloy Based on Numerical Simulation
ZHAO Ling-jie,ZHANG Chi,WANG Shun,SHAN Hui-yun,SU Ting
(Department of Material Science and Engineering,Chongqing University of Technology,Chongqing 400054,China)
The aim of this study was to investigate optimization of forming process parameters of the extrusion-shear deformation,and to analyze the influence of process parameters on themicrostructure of AZ61 magnesium alloy and themechanical properties.The influence of process parameters were analyzed including extrusion temperature,extrusion speed and extrusion ratio on the results of AZ61 magnesium alloy forming by finite element simulate.The optimized process parameters of AZ61 magnesium alloy forming through the finite element simulation was as follow:the extrusion temperature was 400℃;the extrusion speed was10mm/s;with the increase of extrusion ratio,the effectof recrystallization was better and the grain size was smaller.The influencing factors for AZ61magnesium alloy of extrusion temperature,extrusion speed and extrusion ratio were optimized,and the best process parameters of AZ61 magnesium alloy were obtained.
extrusion-shearing process;finite element simulation;AZ61 magnesium alloy
10.3969/j.issn.1674-6457.2015.04.013
TG376.5
:A
:1674-6457(2015)04-0062-04
2015-04-21
重慶市重慶理工大學研究生創新基金項目(YCX2014214)
趙玲杰(1988—),女,河南人,碩士研究生,主要研究方向為金屬材料擠壓。
張弛(1964—),男,碩士,教授,主要從事金屬精密塑性成形工藝、模具及設備研究。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03