20SiMn2MoVE單臂吊環鍛件環內裂紋解決措施
2015-06-21 10:41:38馬秀英巨力索具股份有限公司
鍛造與沖壓 2015年3期
關鍵詞:裂紋
文/馬秀英·巨力索具股份有限公司
20SiMn2MoVE單臂吊環鍛件環內裂紋解決措施
文/馬秀英·巨力索具股份有限公司
吊環是石油鉆井作業中起降鉆柱重要的提升工具,工作瞬間需要承受巨大的拉伸載荷,對產品質里有著嚴格的標準要求,定型20SiMn2MoVE國標石油單臂吊環產品示意簡圖如圖1所示。產品鍛造成形后,經磁粉探傷發現大小頭環部內表面出現了異常橫向裂紋,為了查明原因,找出解決措施,對出現裂紋吊環的宏觀形態、金相組織、化學成分等進行了分析。
吊環裂紋原因分析
宏觀分析
吊環鍛造成形后磁粉探傷時發現環部內表面有數里不等的裂紋,裂紋沿材料表面橫向分布,對失效件解剖后發現裂紋沿與軸向呈45°方向延伸,裂紋深度10~15mm,失效樣件環部裂紋外觀如圖2、3所示。失效樣件的化學成分和標準要求對比結果見表1。

圖1 單臂吊環示意圖

圖2 裂紋宏觀形貌

圖3 表面局部打磨清除后剩余裂紋宏觀形貌

表1 失效樣件的化學成分和標準要求的對比結果 (ω,%)
金相分析
從裂紋樣件上取縱向試樣進行金相分析,其基體組織為珠光體與貝氏體的混合組織,晶粒較粗大呈過熱狀態(圖4a),裂紋兩側有較嚴重脫碳現象,周圍遍布氧化物顆粒及黑色網絡(圖4b),裂紋尾端呈小圓角(圖4c、d)。
分析與討論
吊環在環部模鍛成形過程中,需要一火頂鍛拍扁模鍛環部雛形,二火模鍛環部、切邊沖孔成形。實際生產中因設備能力問題環部采取一火頂鍛拍扁模鍛出環部雛形后空冷,然后冷態氣割出內孔,再二火模鍛切邊成形。根據表1樣件的化學成分計算失效鍛件吊環的碳當里已接近1.1%,當碳鋼和合金鋼碳當里超過0.8%,氣割時容易產生淬火裂紋,失效吊環鍛造生產時間為11月底,恰逢冬季,氣割內孔時又未采取任何預熱和后熱措施,因此可初步判定吊環鍛件的環部橫向裂紋,應是在氣割內孔時因局部瞬間溫度過高后又在空氣中快速冷卻產生了淬火裂紋,隨后再次模鍛切邊成形加熱時在原淬火裂紋兩側又產生了較嚴重的氧化脫碳現象。
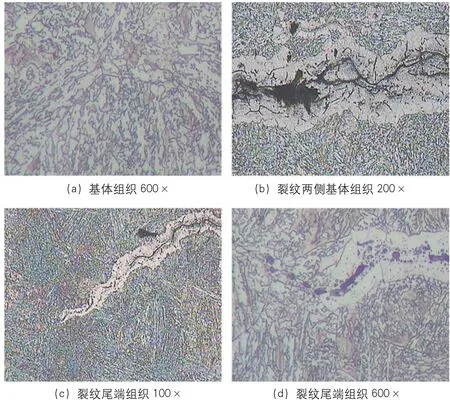
圖4 樣件金相分析

圖5 已噴漆的單臂吊環成品件
鍛造工藝改進
分析原因后,改進鍛造工藝,單臂吊環頭部頂鍛制坯時由原來的燃氣爐加熱改為用中頻爐加熱,并根據不同規格嚴格控制圓鋼的加熱長度和鍛造加熱溫度。確保每火次鍛造加熱爐溫均不大于1180℃,始鍛溫度不大于1150℃,終鍛溫度不小于850℃,用遠紅外測溫儀在線隨時監測鍛件的加熱溫度、始鍛溫度及終鍛溫度,杜絕多火次鍛造鍛件的問題發生,嚴格控制不穩定過熱問題。鍛件需要氣割時應在紅熱狀態氣割,若鍛件冷卻后氣割需預熱到500℃以上,氣割后必須及時入爐緩冷。切除飛邊時,必須采用切邊模,不允許氣割。圖5為鍛造工藝改進后生產的合格的已經噴漆的單臂吊環成品件。
結束語
鑒于此吊環鍛件環內橫向裂紋是因鍛造中間環節氣割內孔時操作不當引起淬火裂紋導致的,通過對鍛造工藝的改進,經過一年多的生產實踐檢驗,該石油單臂吊環鍛件環部橫向裂紋問題已經得到有效解決。
馬秀英,工程師,長期從事熱處理工藝設計及現場工藝、設備調控工作,曾獲河北省科技成果、保定市科技進步一等獎,獲得發明專利一項、實用新型專利六項;現主要研究方向為海洋石油吊索具類高強度、高韌性低溫鍛件的熱處理技術。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38