混緯織物噴氣引緯工藝探索
2015-06-15 18:19:14汪文煜周小紅
現代紡織技術 2015年3期
關鍵詞:工藝
汪文煜,周小紅,b
(浙江理工大學,a.材料與紡織學院;b.先進紡織材料與制備技術教育部重點實驗室,杭州 310018)
混緯織物噴氣引緯工藝探索
汪文煜a,周小紅a,b
(浙江理工大學,a.材料與紡織學院;b.先進紡織材料與制備技術教育部重點實驗室,杭州 310018)
采用不同緯紗設計了兩種混緯直貢緞織物并在噴氣織機上試織,針對不同原料且線密度、表面光潔度、彈力均存在顯著差異的兩種緯紗交替混緯引緯,在副噴嘴的壓力、副噴嘴的開啟閉合時間等引緯工藝相同時,討論主噴嘴的壓力、開啟和閉合時間的合理設置,對較粗的、較光潔的、有彈性的緯紗提前開啟、延遲閉合主噴嘴的織造工藝進行了實驗,織造的結果顯示其引緯順利。
混緯織物;噴氣織造;引緯工藝
0 引 言
隨著紡織工業的高速發展,噴氣織機由于高產、高速、高效的特點已成為現代織機的主要發展方向。現代噴氣織機采用主輔噴嘴加異形筘的引緯方式和電子控制技術,因其獨特的技術在無梭織造的領域應用范圍越來越廣,不僅在短纖維,而且在長絲織物加工領域也得到廣泛應用,品種適應性范圍不斷擴大[1],特別在選緯功能上有較大發展。
噴氣引緯屬于消極式自由端引緯,如緯紗線密度[2]、毛羽和捻度[3]都對緯紗飛行速度和狀態有較大影響。因此,引緯時間參數要根據具體的原料、品種及織物組織結構來設定[4]。輔噴氣流的疊加程度取決于輔助噴嘴的間距,縮小間距有利于緯紗的平穩傳送[5]等。在生產兩種不同緯紗的混緯織物時,若引緯工藝設置不當,容易造成緯縮、壞邊、雙緯等緯向疵點,緯向疵點對織機效率和產品質量的影響很明顯。本文在噴氣織機上以亞麻/棉混紡紗與緊密紡純棉紗,或者亞麻/棉混紡紗與棉氨綸包芯紗兩種緯紗作交替引緯,探索如何改變引緯工藝參數使得線密度、條干均勻度和彈力等有顯著差異的兩種緯紗能夠順利引緯。
1 織物設計
本文介紹兩款混緯直貢緞面料。所謂混緯織物是指在織造過程中由原料、顏色、粗細或性能等相異的兩種緯紗以一定比例交互引緯與經紗交織而成的織物。直貢緞面料觸感滑爽舒適,紋路細膩清晰,是休閑服裝如褲裝、風衣、夾克、裙裝等常用面料。
織物原料:經紗均采用11.67tex緊密紡純棉紗;織物1緯紗A1采用19.43tex 50/50棉/酶處理亞麻混紡紗,緯紗B1采用14.53tex緊密紡純棉紗。兩種緯紗線密度存在顯著差異,且線密度大的緯紗A1條干不勻大,紗線具有顯著的麻節;織物2緯紗A2為27.67tex 70/30棉/酶處理亞麻混紡紗,緯紗B2為14.53tex緊密紡純棉/4.4tex氨綸包芯紗,兩種緯紗不僅線密度存在顯著差異,而且紗線彈力也存在顯著差異。緯紗投入方式均采用A1∶B1=A2∶B2=1∶1。織物組織:五枚二飛經面緞紋組織。織物采用JAT710型噴氣織機織造,機上規格見表1。
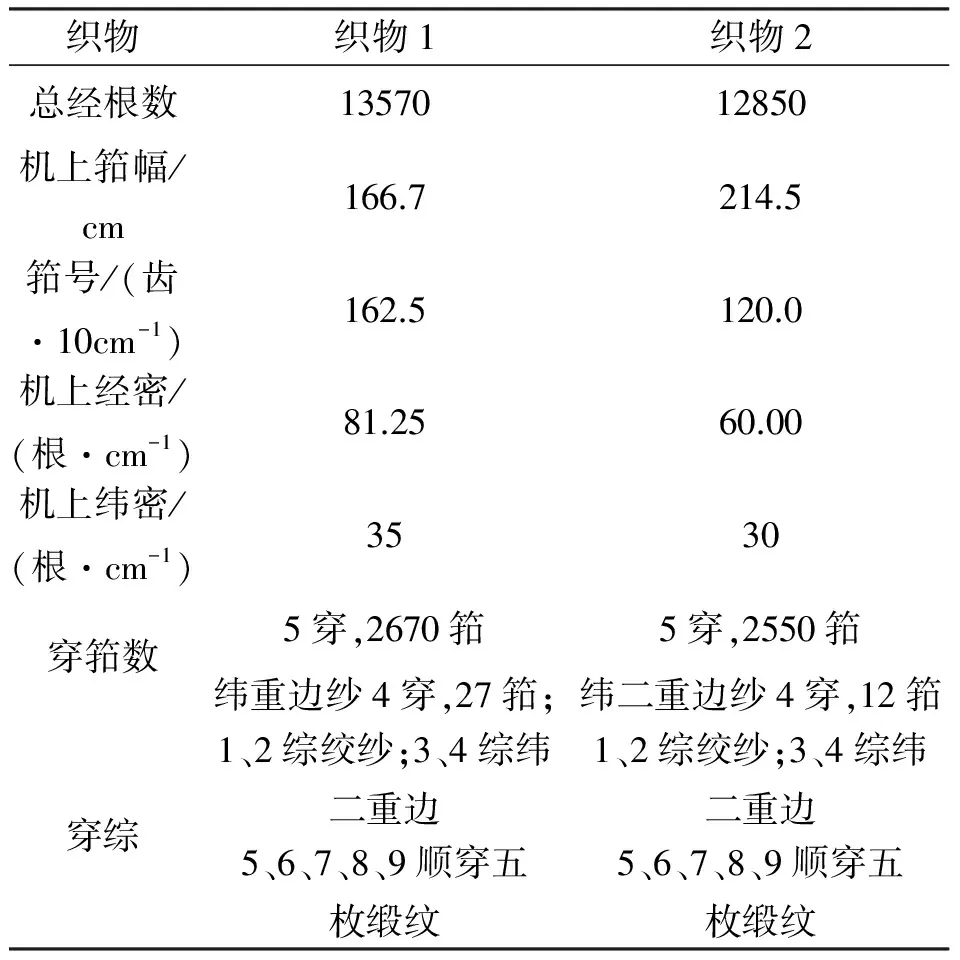
表1 織物機上規格
2 噴氣引緯特征
消極式自由端噴氣引緯如圖1所示,緯紗經主噴嘴的高速射流引導,并由副噴嘴的高速射流接力牽引下,通過異形筘形成的緯紗通道,飛越梭口。每種緯紗由單獨的主噴嘴引導,所有緯紗均經一組共同的副噴嘴牽引通過梭口的。主副噴嘴的射流分別由獨立的供氣罐控制壓力大小,主副噴嘴的開啟閉合時間可調節,結合引緯開始和終止時間的設置,決定緯紗是否能夠順利通過梭口。

圖1 噴氣織機引緯系統
緯紗結構、性能與噴氣引緯的工藝有關,下面分析兩種不同結構、不同性能的緯紗特征與引緯工藝。
2.1 緯紗的結構與性能差異
織物1緯紗A1為19.43tex 50/50棉/亞麻混紡紗,緯紗B1為14.53tex緊密紡純棉紗,兩種緯紗線密度存在顯著差異,且線密度大的緯紗A1條干不勻大,紗線具有顯著的麻節。織物2緯紗A2為27.67tex 70/30棉/亞麻混紡紗,緯紗B2為14.53tex緊密紡純棉/4.4tex氨綸包芯紗,二種緯紗不僅線密度存在顯著差異,而且紗線彈力也存在顯著差異。
2.2 噴氣引緯射流特征與牽引力影響因素
在噴氣織機上,主噴嘴噴射的氣流引導緯紗送入梭口,緯紗在主噴嘴和輔助噴嘴氣流的牽引下,從織機供緯側飛行到對側完成引緯過程。當緯紗在射流控制下飛越梭口時,長度為L的緯紗所受的牽引力F大體可以表示為[6]:
式中:cf為射流對紗線的摩擦系數,cf=0.025~0.033,牽引力與摩擦系數成正比;ρ為射流的密度,kg/m3,牽引力與射流的密度成正比;v為單元緯紗段上的射流速度,m/s;v′為單元緯紗段的飛行速度,m/s;D為單元緯紗段的直徑,m,牽引力與直徑成正比;dL為單元緯紗段的長度,m,牽引力與射流包裹緯紗長度成正比。
射流對緯紗的牽引力受紗線結構、表面性狀等因素的影響,也受到射流的密度與速度的影響。假設射流包裹緯紗的長度是一定的,緯紗粗細不同導致射流對緯紗產生的牽引力不同,較細的緯紗質量低、直徑小,射流對緯紗的牽引力小;紗線表面摩擦系數大,射流對緯紗的牽引力大,理論上可以降低射流密度或者速度;彈力緯絲由于受彈性回復力的影響,會使射流對緯紗的牽引力下降,理論上應增加射流密度或者速度。
2.3 混緯織物噴氣引緯工藝探討
噴氣引緯主要工藝包括主噴嘴供氣壓力和電磁閥開閉時間,引緯起始、終了時間,輔助噴嘴安裝間隙等工藝參數。混緯織造兩根緯紗的引緯工藝副噴嘴的壓力、副噴嘴的開啟閉合時間是相同的,主噴嘴的壓力、開啟和閉合時間的設置可以不同。織物1和織物2四種緯紗的引緯工藝見表2所示。
a) 主噴嘴壓力低于輔助噴嘴壓力,每一個主噴嘴噴射的射流是將對應控制的緯紗引入梭口,輔助噴嘴將主噴嘴引入梭口的每一根長度逐漸增加的緯紗牽引通過梭口,因此,射流牽引緯紗的質量逐漸增加,通過增大輔助噴嘴的壓力提高牽引力。混緯織造不同的緯紗可以通過改變主噴嘴壓力來達到順利引緯。
b) 調整混緯織造不同緯紗主噴嘴的開啟閉合時間,是實現順利引緯的另一種方法。緯紗線密度大,射流對緯紗的包裹面積大,產生的牽引力較大,但滿足較大質量緯紗在高速射流場中運動,仍要求設置較早的主噴嘴噴射開啟時間和較晚的關閉時間,使較粗緯紗的牽引力合理。本文涉及的織物2中27.67tex 70/30C/L緯紗A2主噴嘴開啟時間設置較織物1中19.43tex 50/50C/L緯紗A1提早1°,關閉時間延遲5°;織物2中14.53tex C+4.4tex P緯紗B2有彈力,設置較早的主噴嘴噴射開啟時間和較晚的關閉時間,確保彈力緯紗順利引緯,因此,主噴嘴開啟時間設置較27.67tex 70/30C/L緯紗A2提早1°,關閉時間延遲5°;織物1中14.53tex JC緯紗B1較27.67tex 70/30C/L緯紗A2細,但表面光潔,采用相同的主噴嘴開啟閉合時間。
c) 根據噴氣引緯后期的特征可知:緯紗質量大,而主射流衰減,為了保持射流對緯紗的牽引作用[7],仍舊采用縮短靠近出梭口側輔助噴嘴組與組開啟的時間間隔,縮短輔助噴嘴的間距,使輔噴氣流取代主射流完成對緯紗的接力牽引。在出梭口側的拉伸噴嘴,對緯紗,特別是彈力緯紗在打緯時保持一定的伸展度和張力有較好的作用。
混緯織物引緯難度大,通過改變引緯工藝,同一織物不同緯紗能夠實現順利引緯,并且織機停臺率低,織造效率高,織物緯縮、壞邊、雙緯等緯向疵點少。織物經退漿、練白等處理后,實測織物1經緯密度89根/cm和40根/cm,門幅152.2cm,緯紗縮率8.7%,經紗縮率12.5%,織物平方米質量200g/m2;織物2經緯密度85根/cm和35根/cm,門幅151.4cm,緯紗縮率29.4%,經紗縮率14.3%,織物平方米質量166.4g/m2。實物如圖2所示。

圖2 織物實物
3 結 語
以混緯棉/亞麻直貢緞面料為例,探索了混緯織物在噴氣織機上織造的引緯工藝。區別于常規直貢緞面料,混緯棉/亞麻直貢緞織物的特點在于兩種原料不同、線密度差異較大甚至彈力也不同的緯紗實現交替噴射引緯,噴氣織造工藝需要合理設置主輔噴嘴供氣壓力和電磁閥開閉時間,引緯起始、終了時間,輔助噴嘴安裝間隙等引緯工藝參數,同時滿足兩種不同緯紗的穩定引緯,并實現節約壓縮空氣消耗量的目的。
[1] 高建麗,孫洪霞.噴氣織機的產品開發[J].紡織導報,2009(12):33-35.
[2] 朱文靜,田偉,張慧芳,等.紗線密度對Dornier噴氣織機緯紗飛行速度和狀態的影響[J].紡織學報,2012,33(1):121-125.
[3] Turel T, Bakhtiyarov S,Adanur S . Effects of air and yarn characteristics in air-jet filling insertion:part I:air velocity and air pressure measurements[J].Textile Research Journal,2004,74(7):592-597.
[4] 瞿建新,馬順彬.噴氣織機引緯工藝參數的設定[J].棉紡織技術,2012,40(3):61-63.
[5] 林 祝,祝成炎,鄭智毓.噴氣織機引緯系統噴射距離與氣壓關系研究[J].絲綢,2008(6):36-37.
[6] Belforte G, Mattiazzo G,Viktorov V,et al.Numerical model of an air-jet loom main nozzle for drag forces evaluation[J].Textile Research Journal,2009,79(18):1664-1669.
[7] 錢生云,陸明.噴氣織機織造彈力織物實踐[J].現代紡織技術,2000(3):33-34.
(責任編輯:張祖堯)
Exploration of Jetting Weft Insertion Technology of Blended-Weft Fabric
WANGWenyua,ZHOUXiaohonga,b
(a.College of Materials and Textiles;b.Key Laboratory of Advanced Textile Materials and Manufacturing Technology, Ministry of Education, Zhejiang Sci-Tech University, Hangzhou 310018, China)
Two kinds of blended-weft tribute fabrics are designed with different weft yarns and are tested on the air-jet loom. in allusion to alternate blended-weft and weft insertion of two kinds of wefts with different linear density, surface smoothness and elastic force, when the pressure of sub-nozzle, opening and closing time of sub-nozzle are the same, rational setting of pressure of main nozzle, opening and closing time are discussed. The weaving process of opening and delaying to close main nozzle of thick, smooth and electric weft is achieved. The weaving results show weft insertion is smooth.
blended-weft fabric; jetting weaving; weft insertion technology
2014-09-29
汪文煜(1989—),男,安徽蕪湖人,碩士研究生,主要從事現代紡織技術及新產品的研究。
周小紅,電子信箱:zhouxh314@163.com
TS105.41
A
1009-265X(2015)03-0001-03
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
