黑色濕法涂層商標布的制備工藝研究
2015-06-15 18:19:15杜奕鈴智海輝鄭今歡
現代紡織技術 2015年3期
杜奕鈴,智海輝,張 龍,鄭今歡,b
(浙江理工大學,a.先進紡織材料與制備技術教育部重點實驗室;b.生態染整技術教育部工程研究中心,杭州 310018)
黑色濕法涂層商標布的制備工藝研究
杜奕鈴a,智海輝a,張 龍a,鄭今歡a,b
(浙江理工大學,a.先進紡織材料與制備技術教育部重點實驗室;b.生態染整技術教育部工程研究中心,杭州 310018)
通過對涂層漿粘度,涂層織物的著色性能、織物風格和印刷性能等的測定,研究涂層漿組分、用量、反應溫度與反應時間、涂層漿溫度及焙烘工藝對涂層漿和涂層織物性能的影響。確定適宜的工藝,涂層漿組分為:甲醇100g,無水氯化鈣40g,黑色尼龍6顆粒20g,炭黑301為2g,染料S-RR為6g,助劑TS100為1.0g;涂層工藝為:無水氯化鈣和黑色尼龍6在甲醇溶劑中的反應溫度為65℃,反應時間分別為10min和90min,涂層漿溫度為40℃,焙烘溫度和時間:150℃×60s。經上述工藝條件可成功制備出黑色濕法涂層商標織物。
濕法涂層;商標布;黑色著色劑;著色性能;印刷性能
涂層整理不僅可以改變織物的外觀、手感等,還可以賦予織物特殊的功能[1-2]。涂層商標布的制作方法主要有干法涂層[3-4]和濕法涂層[5]。干法涂層的工藝和設備比較簡單,但產品手感較差、外觀粗糙;而濕法涂層的工藝較復雜,設備較龐大,但具有優異的手感及透濕透氣性,主要應用于合成革[6-7]和商標布的生產。
在20世紀80年代初期,商標布的生產開始采用聚酰胺濕法成膜技術[8]。聚酰胺濕法涂層是利用甲醇-氯化鈣溶劑溶解尼龍廢絲制備涂層漿[9-10],涂布后在凝固浴中發生相轉化,在織物表面形成一層高分子薄膜。目前聚酰胺濕法涂層商標布的顏色只有白色,隨著市場的需要,濕法涂層商標布的顏色[11]需求也會越來越多樣化。本文研究黑色濕法涂層商標布的生產工藝因素,并探討適宜于大生產的工藝條件。
1 試 驗
1.1 實驗材料與儀器
實驗材料:黑色錦綸織物(湖州新利商標制帶有限公司),黑色尼龍6顆粒(湖州新利商標制帶有限公司),無水氯化鈣(分析純,杭州高晶精細化工有限公司),無水甲醇(分析純,杭州高晶精細化工有限公司),炭黑301(800nm,河南顏旭碳黑有限公司),中性黑S-RR(杭州里奧化工有限公司),助劑TS100(粒徑10μm,德國Degussa公司)。
實驗儀器:LTE-T涂層覆膜實驗機(瑞士Mathis公司),HH-6數顯恒溫水浴鍋(國華電器有限公司),JJ-I精密增力電動攪拌器(江蘇金壇榮華儀器設備有限公司),M-6連續式熱定型機(杭州三錦科技有限公司),SF600+型Datacolor測色配色儀(美國Datacolor公司),Physica Mcr301旋轉流變儀(奧地利Anton Paar公司),QXD刮板細度計(天津市東文亞材料試驗機有限公司),680MD耐摩擦色牢度儀(英國James H.Heal公司)。
1.2 實驗方法
1.2.1 涂層漿配方
無水甲醇 100g;
無水氯化鈣 40g;
黑色尼龍6顆粒X;
炭黑301Y;
中性黑S-RRZ;
助劑TS100M。
1.2.2 黑色尼龍6復合涂層漿的制備
在恒溫水浴鍋中放100g無水甲醇于三口燒瓶中,邊攪拌邊緩慢加入40g無水氯化鈣,反應完全后,加入黑色尼龍6顆粒,待溶解完全后加入著色劑,攪拌至分散均勻。
1.2.3 濕法涂層方法
采用濕法直接涂層,對黑色錦綸織物進行雙面涂層,涂層后的織物于凝固浴中充分凝固后取出,在相應溫度(130~150℃)焙烘(40~80s)。
1.3 測試與表征
1.3.1 織物風格的測試
采用斐柔TMPhabrOmeterR.測試系統測定涂層織物的相對柔軟度、光滑度、硬挺度和峰面積等。
1.3.2 涂層漿的流變性能測試
采用奧地利Anton Paar公司Physica Mcr301型流變儀。常溫下,在剪切速率γ范圍為0~400s-1條件下測定流變曲線。
1.3.3 涂層漿的粘度測試
采用奧地利Anton Paar公司Physica Mcr301型流變儀。常溫下,在剪切速率γ恒定為50s-1條件下測定50個粘度值,取平均值。
1.3.4 耐水洗色牢度測試
參照GB/T 3921—2008《紡織品色牢度試驗 耐皂洗色牢度》中實驗方法3,對涂層織物進行耐水洗牢度測試。
1.3.5 耐摩擦色牢度測試
參照GB/T 3920—2008《紡織品色牢度試驗 耐摩擦色牢度》進行耐摩擦色牢度測試。
1.3.6 涂層織物印刷效果評定
隨機選擇5名實驗人員,對印刷后的涂層織物進行評定。觀察印刷后商標布的外觀:1級,油墨大面積印制不上;2級,油墨滲化嚴重,印制部分露底明顯,連續性差;3級,有輕微的滲化,印制部分有輕微的露白底;4級,有輕微的斷紋;5級,無滲化現象,印制部分印滿不露底,且紋路清晰。取樣品評定的平均值表征其印刷效果。
1.3.7 印刷織物的耐洗性能測試
模擬家庭洗滌過程,取標準洗滌劑4g/L,浴比1∶50,溫度25℃,時間10min,取出、清洗、晾干,此為一次洗滌,連續洗滌5次,觀察織物的印刷效果。
2 結果與討論
2.1 黑色尼龍6的影響
根據1.2的配方和制備方法,選用炭黑301為2g,染料S-RR為6g,選用黑色尼龍6用量分別為10、15、20、25g和30g。
2.1.1 黑色尼龍6用量對涂層織物風格的影響
黑色尼龍6的用量直接影響涂層漿的成膜性能,即影響涂層織物的風格,因此測定了不同黑色尼龍6用量下的涂層織物的風格,結果如表1。
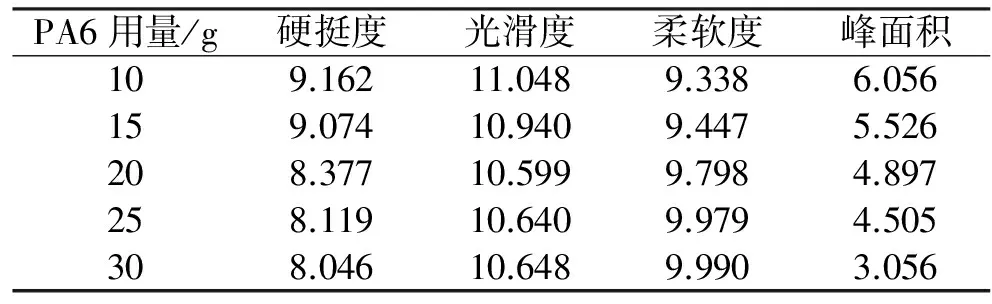
表1 黑色尼龍6用量對涂層織物風格的影響
由表1可知,隨著黑色尼龍6用量的增加,涂層織物的硬挺度、光滑度和峰面積逐漸降低,柔軟度有所提高,說明隨著尼龍6用量的增加,涂層織物的手感及成膜性能較好。這是由于尼龍用量越高,涂層漿內部甲醇的擴散速度越慢,表面致密層的厚度越大,涂層膜的孔徑越小,彈性越好。因此適當提高黑色尼龍6的用量,有利于獲得柔軟而富有彈性的織物風格。
2.1.2 黑色尼龍6用量對涂層漿流變性的影響
涂層漿粘度過小,涂層漿料滲透過快,易鋪展不勻;而涂層漿粘度過大時,涂漿量較少,鋪展也易不均勻,控制涂層漿的粘度至關重要。因此研究了黑色尼龍6用量對涂層漿粘度的影響,結果如圖1所示。
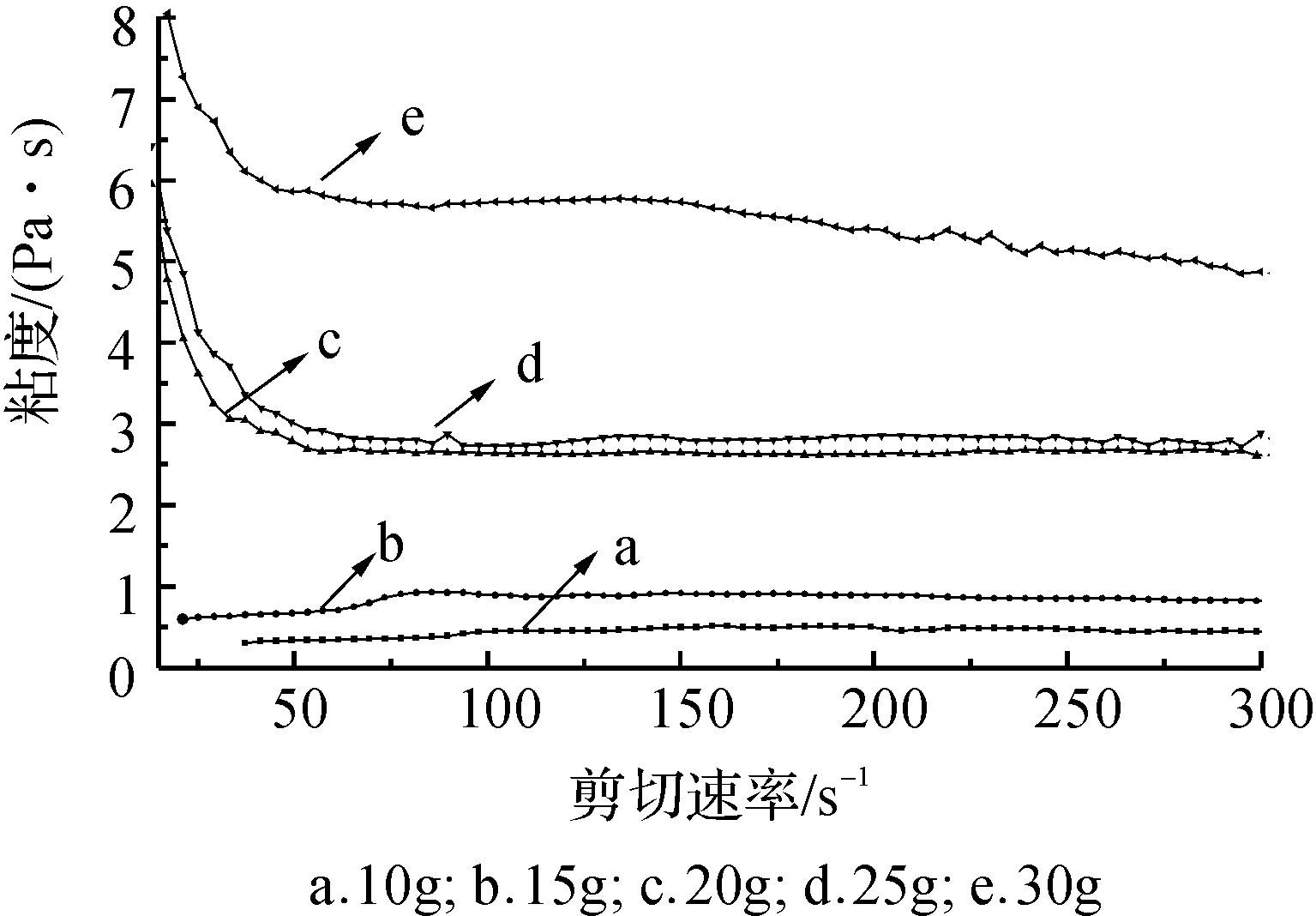
圖1 黑色尼龍6用量對涂層漿流變性的影響
由圖1可知:涂層漿粘度隨著尼龍6用量的增加而增加。這是因為尼龍6用量越大,涂層漿中黑色尼龍6分子的交聯程度增加越大,從而提高了涂層漿的粘度。同時,當尼龍6用量為20g和25g時,涂層漿粘度在2.8Pa·s左右,比較符合生產所需的粘度。
綜合分析,隨著黑色尼龍6用量的增加,涂層的織物風格越好,而當尼龍6用量為20g和25g時,涂層漿粘度比較適合生產,且粘度相差不大,且這兩個用量下涂層織物的風格也相近,考慮節省成本,確定黑色尼龍6用量為20g。
2.2 著色劑的影響
2.2.1 著色劑比例對涂層織物著色性能的影響
染料的著色性能較好,而炭黑具有優異的遮蓋力,兩者復配時,染料和炭黑的比例不同,涂層織物的著色性能也不同。根據1.2的實驗方法,確定黑色尼龍6用量為20g,選取染料和炭黑的比例分別為1∶3、1∶1、3∶1、5∶1和7∶1,總用量為8g,測定涂層后織物的著色性能,結果如圖2。
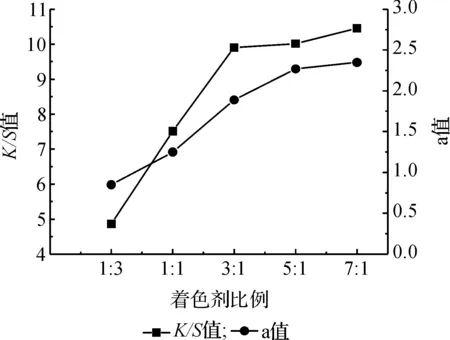
圖2 著色劑比例對涂層織物著色性能的影響
K/S值表示表觀深度;a值表示紅綠相,正值表示偏紅相,值越大紅相越深。由圖2可知,隨著染料與炭黑的比例的增加,涂層織物的K/S值和a值均增大,說明涂層織物的顏色深度增加,黑度增加,紅相越明顯。當復配比例為5:1時,涂層織物明顯偏紅相,因此確定染料和炭黑的比例為3∶1。
2.2.2 著色劑用量對涂層織物著色性能的影響
按照1.2的實驗方法,黑色尼龍6用量為20g,染料和炭黑比例為3∶1時,設定總用量分別為4、6、8、10g和12g,測定涂層后織物的著色性能,結果如圖3。
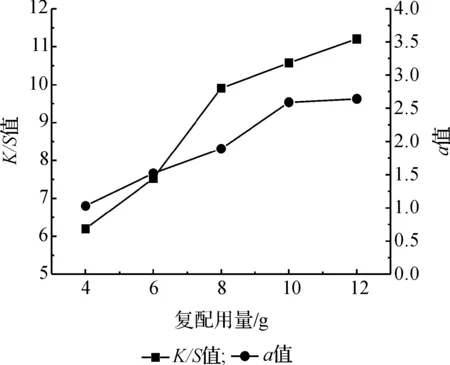
圖3 著色劑用量對涂層織物著色性能的影響
從圖3中看出,隨著染料和炭黑總用量的增加,涂層織物的K/S值和a值均增大,說明涂層織物的表觀深度、黑度增加,紅相越明顯。當用量達到8g以后,涂層織物的a值為2.36,涂層織物泛紅現象明顯,遮蓋了原有的黑色,肉眼觀察,織物表現為紅色。因此確定染料和炭黑的總用量為8g。
2.3 反應溫度和時間的影響
黑色濕法涂層漿制備過程中,無水氯化鈣和黑色尼龍6顆粒在甲醇溶劑中的的反應溫度與反應時間密切相關。反應溫度過高,達到甲醇的沸點,無水氯化鈣與甲醇反應會產生大量熱,不易控制;溫度過低,黑色尼龍6溶解較慢,甚至不能溶解完全。設計反應溫度分別為50、55、60、65、70℃,測定氯化鈣溶解和尼龍6溶解的時間,結果如圖4和圖5。
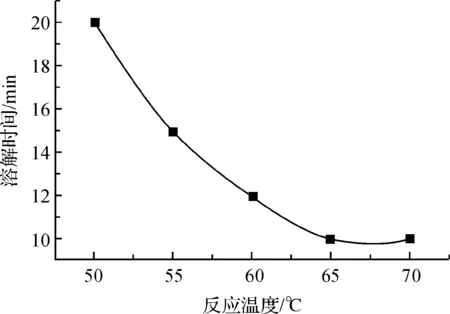
圖4 氯化鈣反應溫度與反應時間的關系

圖4 尼龍6反應溫度與反應時間的關系
由圖4和圖5可知,隨著反應溫度的升高,氯化鈣溶解和尼龍6溶解的時間明顯縮短,當反應溫度為65℃時,再升高反應溫度,氯化鈣和尼龍6的溶解時間變化不大,且當反應溫度為70℃時,溶解氯化鈣會放出大量熱,甲醇溶劑沸騰,不易控制生產,因此確定涂層漿的反應溫度為65℃,溶解氯化鈣的時間為10min,溶解尼龍6的時間為90min,共需反應時間為100min。
2.4 涂層漿溫度的影響
溫度是影響涂層漿粘度的重要因素,根據1.2.1和1.2.2的實驗配方和制備方法,設定涂層漿溫度分別為25、30、35、40℃和45℃,測定涂層漿的粘度,結果如圖6。
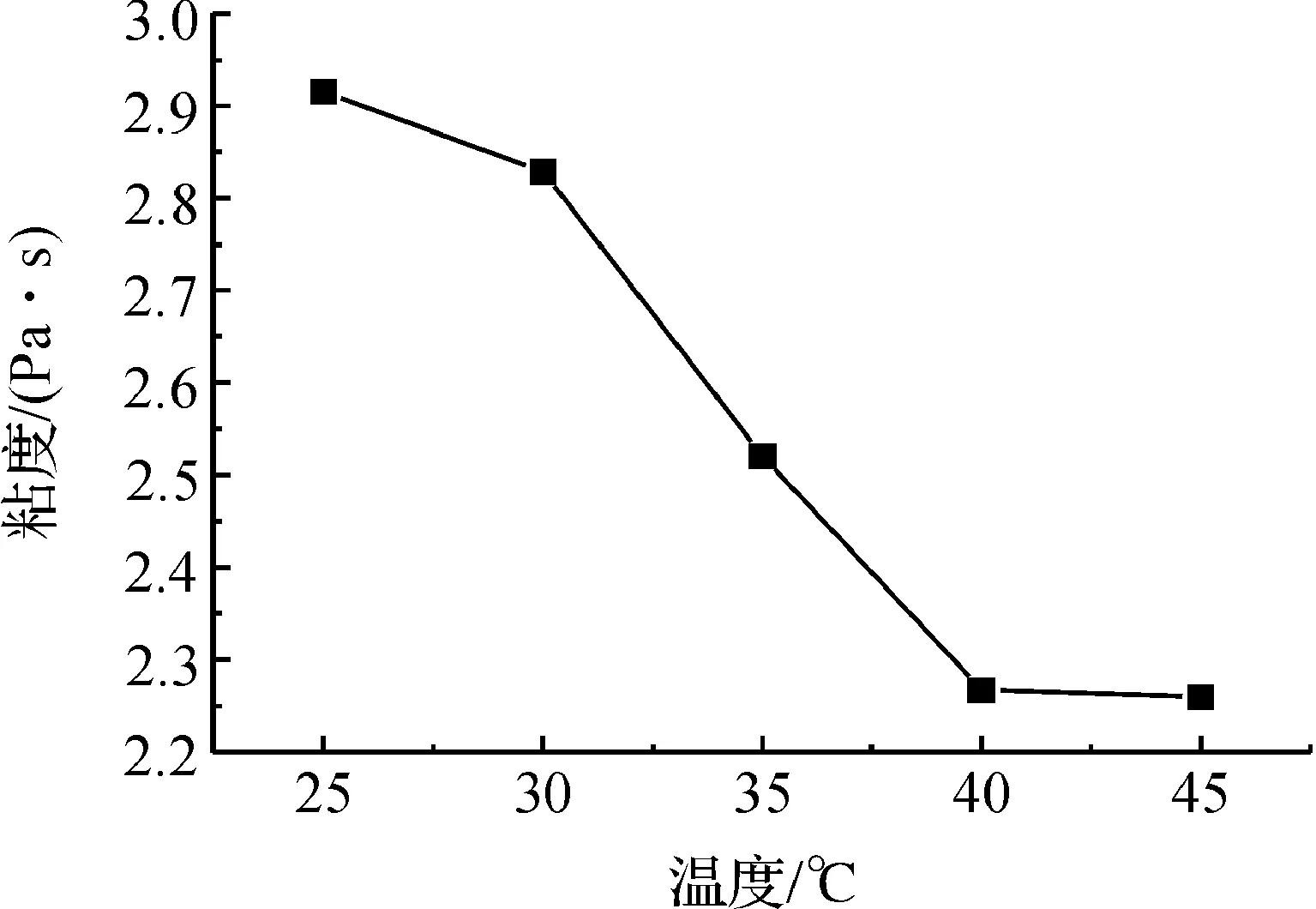
圖6 涂層漿溫度對涂層漿粘度的影響
根據前期研究結果,涂層漿粘度在2~3Pa·s時,比較適宜涂層。由圖6可知,隨著涂層漿溫度的升高,漿料的粘度逐漸降低。這是由于溫度升高,分子運動加快,降低尼龍6分子鏈間的纏繞,從而使其粘度降低。當涂層漿溫度為40℃以后,漿料粘度變化較小,粘度為2.25Pa·s,再增加涂層漿溫度,降粘效果不明顯,且生產成本提高,因此確定涂層漿溫度為40℃。
2.5 焙烘條件的影響
焙烘直接影響涂層織物的質量,當焙烘溫度太高,時間太久,涂層織物手感差,且浪費能源;而焙烘不充分時,尼龍6高分子與織物交聯不充分,著色劑與尼龍6結合不牢,導致色牢度差,印刷性能差。因此,確定涂層漿各組分:甲醇100g,無水氯化鈣40g,黑色尼龍6顆粒20g,炭黑301為2g,染料S-RR為6g,助劑TS100為1.0g;無水氯化鈣和黑色尼龍6在甲醇溶劑中的反應溫度為65℃,反應時間分別為10min和90min;涂層漿溫度為40℃。研究焙烘條件對涂層織物性能的影響。
2.5.1 焙烘溫度對涂層織物性能的影響
當焙烘時間為60s時,設計焙烘溫度分別為130、140、150、160℃和170℃,測定涂層織物的耐水洗色牢度、耐摩擦色牢度及印刷效果,結果如表2和表3。

表2 焙烘溫度對涂層織物色牢度的影響
從表2中可以看出,隨著焙烘溫度的增加,涂層織物的耐水洗色牢度和耐摩擦色牢度均有所提高,但當焙烘溫度達到150℃以后,涂層織物的色牢度基本不變。這是因為當焙烘溫度較低時,涂層織物焙烘不充分,著色劑與織物結合不夠牢,故涂層織物的色牢度較差。因此焙烘溫度選用150℃。

表3 焙烘溫度對涂層織物印刷性能的影響
從表3可知,隨著焙烘溫度的增加,涂層織物的印刷效果有所提高,洗滌5次之后,印刷商標織物的印刷效果變差。由于當涂層織物焙烘不充分時,織物表面有黏性,導致印刷性能較差。但當焙烘溫度為150℃時,涂層織物的印刷效果達到4~5級,再增加焙烘溫度,變化不大,因此確定涂層織物的焙烘溫度為150℃。
綜合考慮焙烘溫度對涂層織物色牢度和印刷性能的影響,確定其焙烘溫度為150℃。
2.5.2 焙烘時間對涂層織物性能的影響
當焙烘溫度為150℃時,設計焙烘時間分別為40、50、60、70、80s,測定涂層織物的耐水洗色牢度、耐摩擦色牢度及印刷效果,結果如表4和表5。
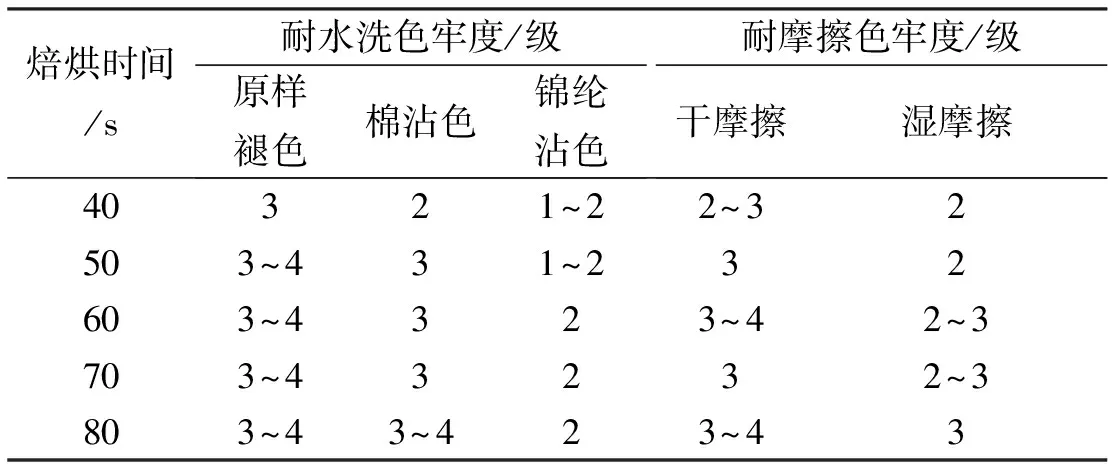
表4 焙烘時間對涂層織物色牢度的影響
從表4可知,隨著焙烘時間的增加,涂層織物的耐水洗色牢度和耐摩擦色牢度有所提高,且濕摩擦牢度比干摩擦牢度稍差,當焙烘溫度達到60s以后,涂層織物的色牢度基本不變。這是由于焙烘時間較短,涂層織物焙烘不充分,因此確定焙烘時間為60s。

表5 焙烘時間對涂層織物印刷效果的影響
從表5可知,隨著焙烘時間增加,涂層織物的印刷效果變好,洗滌5次之后,印刷商標織物的印刷效果變差,當焙烘時間為60s時,黑色濕法涂層織物的印刷效果較好,若增加焙烘時間,生產成本增加較大,而印刷性能變化不大,因此確定黑色濕法涂層的焙烘時間為60s。
綜合考慮焙烘時間對涂層織物色牢度和印刷性能的影響,確定其焙烘時間為60s。
3 結 論
a) 通過研究涂層漿的反應溫度和反應時間的關系,確定無水氯化鈣和黑色尼龍6在甲醇溶劑中的反應溫度均為65℃,反應時間分別為10min和90min。
b) 通過對涂層漿組分對涂層織物的著色性能、織物風格和印刷性能等的測定,確定涂層漿各組分用量為:甲醇100g,無水氯化鈣40g,黑色尼龍6顆粒20g,炭黑301為2g,染料S-RR為6g。
c) 通過研究涂層漿溫度對涂層漿粘度的影響,漿料粘度在2~3Pa·s,涂層漿溫度為40℃時,比較適合黑色濕法涂層。
d) 通過研究焙烘工藝對涂層織物的色牢度和涂層性能的影響,確定黑色濕法涂層的焙烘溫度和焙烘時間為150℃×60s。
[1] Hossain M M, Herrmann A S, Hegemann D.Incorporation of accessible functionalities in nanoscaled coatings on textiles characterized by coloration[J], Plasma Processes and Polymers,2007,4(2):135-144.
[2] 蔣少軍,王雪梅,張弦.產業用涂層織物加工方法與應用[J].陜西紡織,2008,77(1):46-47.
[3] 王 忍,杜文琴.涂層織物生產方法與發展趨勢[J].紡織導報,2011(2):58-62.
[4] 吳紅玲,杜德林.涂層織物的開發及應用[J].廣西化纖通訊,2003(2):38~41.
[5] 羅瑞林.織物涂層技術[M].北京:中國紡織出版社,2007:234-252.
[6] Chen M, Zhou D L,Chen Y, et al.Analyses of structures for a synthetic leather made of polyurethane and microfiber[J].Wiley Inter Science,2007,103:903-908.
[7] 曲建波.合成革工藝學[M].北京:化學工業出版社,2010:136-160.
[8] 姜興華.聚酰胺濕法凝固涂層[C]//2007年度上海印染技術交流研討論文集.上海:2007:318.
[9] Nobuyuki T.Possibility of porosity control in nylon-6 membranes[J], Polymer ,1995,36(13): 2597-2601.
[10] 陳楊軼,鄭今歡,郭燕.尼龍6廢絲涂層漿的制備及其涂層膜性能[J].浙江理工大學學報,2013,30(6):830-833.
[11] 虞友義,張洪濤.一種用于商標帶印刷的聚酰胺涂層劑:中國,201010590914.X[P].2011-06-01.
(責任編輯:陳和榜)
Study on Preparation Technology of Black Label Fabrics in Wet Coating
DUYilinga,ZHIHaihuia,ZHANGLonga,ZHENGJinhuana,b
(a.Key Laboratory of Advanced Textile Materials and Manufacturing Technology, Ministry of Education, b.Engineering Research Center for Eco-Dyeing & Finishing of Textiles,Ministry of Education, Zhejiang Sci-Tech University, Hangzhou 310018, China)
Effects of coating liquid components, dosage, reaction temperature and time, coating liquid temperature and baking technology on coating fabric property were studied through measuring coating liquid viscosity, pigmenting property of coating fabric, fabric style and printing property. The appropriate technological conditions are as follows: coating liquid components: methyl alcohol 100g, anhydrous calcium chloride 40 g, black nylon 6 particles 20g, carbon black 301 2g, dye S-RR 6g, additive TS100 1.0g; coating technology: reaction temperature of anhydrous calcium chloride and black nylon 6 in methyl alcohol solution 65℃, response time 10min and 90min, coating liquid temperature 40℃, baking temperature and time 150℃×60s. Under the above technological conditions, black label fabrics in wet coating can be successfully prepared.Key words:wet coating; label fabrics; black colorant; pigmenting property; printing performance
2014-10-16
浙江省科技計劃項目重大科技專項重點工業項目(2013C01096);浙江省重點創新團隊資助(2012R10038-08)
杜奕鈴(1991—),女,浙江紹興人,本科,主要從事生態染整技術及染整污染控制方面的研究。
鄭今歡,E-mail:hzzjh1968@163.com
TS195.6
A
1009-265X(2015)03-0021-05
