未上漿高支高密純棉織物上機工藝探究
2015-06-15 18:19:02鄭晶晶孟召強
現代紡織技術 2015年1期
關鍵詞:工藝
金 耀,鄭晶晶,孟召強
(1.浙江麥地郎領帶織造有限公司,浙江嵊州 312400;2.浙江理工大學服裝學院,杭州 310018)
未上漿高支高密純棉織物上機工藝探究
金 耀1,鄭晶晶2,孟召強1
(1.浙江麥地郎領帶織造有限公司,浙江嵊州 312400;2.浙江理工大學服裝學院,杭州 310018)
基于未上漿織物具有清潔化生產、節能減排,環境污染少的特性,文章對未上漿高支密純棉紗織物上機工藝進行了探究。論述了提花織機開口原理以及劍桿織機引緯原理與工藝,分析了開口過程經紗拉伸變形過程,并設計了合理的實驗工藝流程。實踐結果表明:紗線毛羽長度、經位置線、上機張力、綜平時間、引緯時間和緯紗釋放時間等上機參數對高支高密純棉紗線上機生產具有直接影響。
劍桿織機;色織短纖紗;經紗斷頭;織造工藝;棉織物
一般短纖紗作為經紗使用,都要進行上漿或拖漿工序。特別是棉紗是否經過漿紗工藝在生產中至關重要。漿紗能降低經紗斷頭、提高生產效率和保證產品質量。漿紗過程中增強了經紗在織造過程中承受復雜的機械外力作用的能力,如拉伸、屈曲和摩擦,提高經紗的可織性,保證高效率的織造順利進行[1-2]。
經紗上漿目的由于原料品種不同而存在差異。長絲在織造前上漿主要使單纖維相互粘著,提高集束性,防止毛羽;短纖維紗線上漿主要使毛羽貼伏、增加強度和耐磨性。為了節約成本,實現清潔化生產和節能減排,減少對環境的污染,生產過程中應盡量避免紗線上漿[3]。然而,當經紗未上漿織造時,經紗隨著開口、打緯等運動使紗線之間摩擦產生毛羽并相互糾纏而斷經,尤其在電子提花劍桿織機制織經紗線密度為147.5dtex(80s/2),經密為990根/10cm這類高密產品時,產生的斷經位置大部分出現在綜眼與織口之間,導致織機運轉率較低,甚至難以織造,需要合理設置工藝參數[4-6],這樣才能使織機正常運轉。
1 電子提花機開口原理及織機引緯原理
1.1 開口原理
電子提花劍桿織機開口機構是以旋轉式電子提花機由主軸旋轉帶動兩對上下移動的提刀臂,實現了復動式升降作用,其機構的特點為:
a) 復動式升降,開放V型清晰梭口;
b) 以四連桿機構傳動,高強度復動式提刀易改變梭口的大小,通過滑輪系統可調整綜平;
c) 運動精確平衡,運行速度可達到500r/min以上;
d) 采用滾針密封式軸承和復合式軸套的永久性潤滑設計;
e) 低噪聲,低振動,傳送經紗平穩,可增長綜絲壽命,提高織物質量;
f) 使用范圍廣,可與劍桿織機,噴氣織機,片梭織機配套,適合棉、麻、絲、毛提花織物的織造過程。
1.2 引緯原理
使用空間球面四連桿劍桿引緯機構能使劍桿在運動起始和終了階段有較多的緩沖,并使劍桿在夾取緯紗和交接緯紗時速度較低。因此,這種引緯機構能減小對劍帶和緯紗的沖擊,并能使劍頭順利地交接緯紗。圖1顯示,由搖桿帶動連桿、扇形齒輪左右擺動,扇形齒輪通過齒輪使劍帶輪作往復的回轉運動,從而使劍帶作往復直線運動,完成劍桿的引緯工作。劍桿引緯工藝參數分別為:送、接緯劍進出梭口時間、交接沖程、跟蹤角、緯紗張力等,參數設定不合理,將影響產質量。
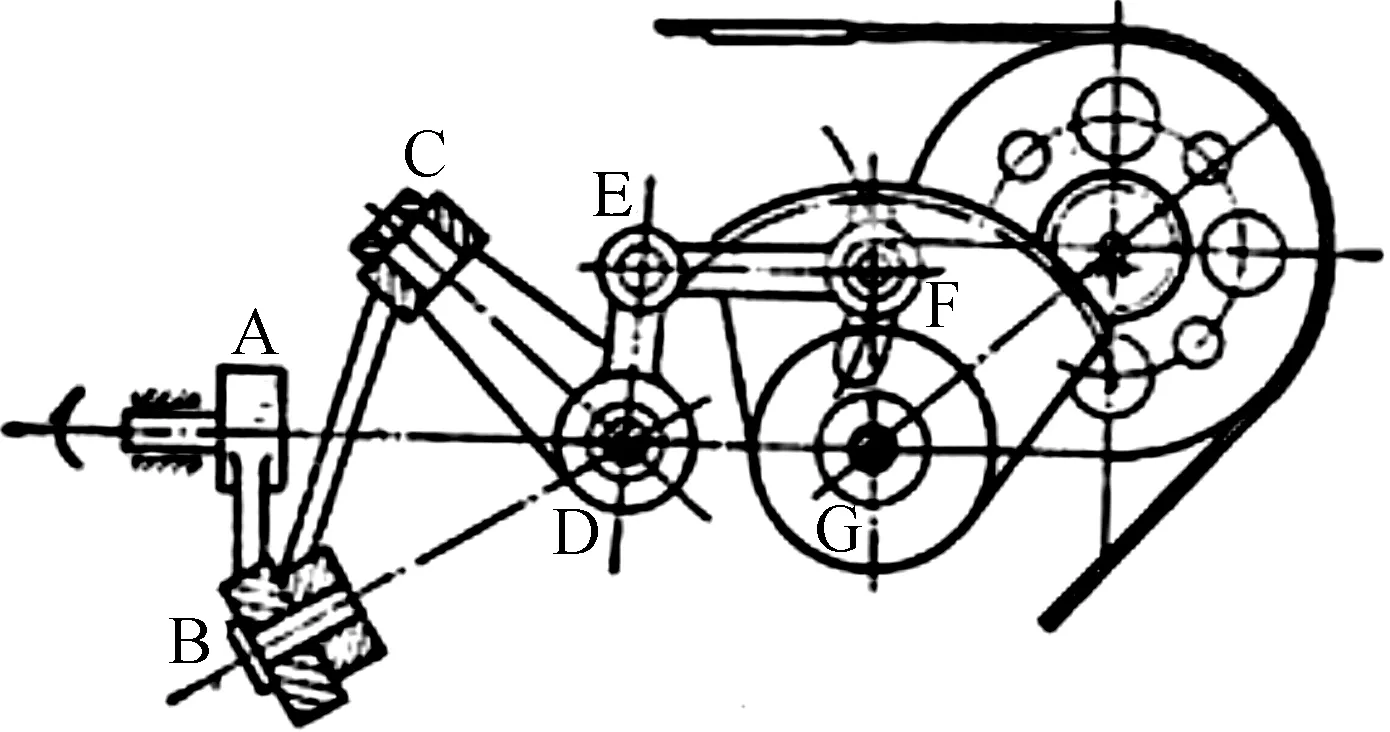
圖1 空間球面四連桿劍桿引緯機構
2 開口過程中經絲拉伸變形的計算與分析
開口過程中經絲拉伸變形見圖2。
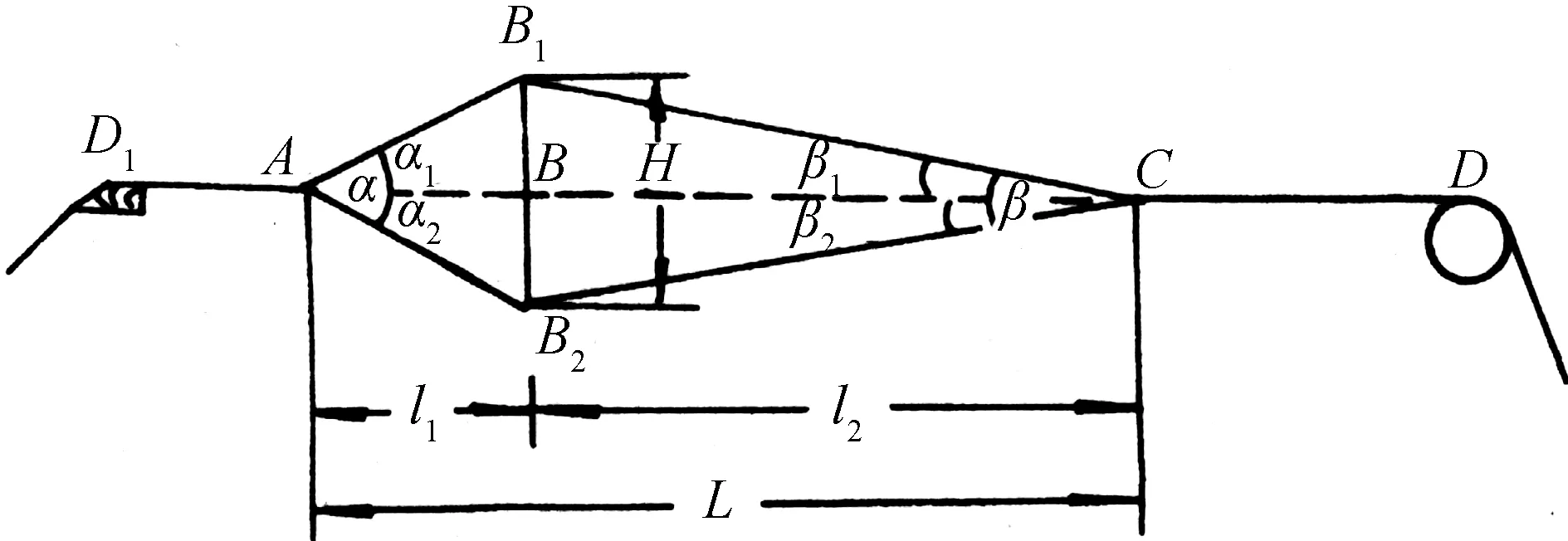
圖2 梭口形狀
經絲在上升位置時,其長度為[5-6]:
L1=AB1+B1C
(1)
經絲開口時,由于經絲分成上下兩層,B點上下移動至B1,B2,原來B點位置記為O,從直角三角形AOB1和B1OC中可得出:
(2)
把AB1和B1C之值代入(1)式中便可得出:
(3)
經絲之所以能獲得這樣的長度(L1),是由于經絲的伸長,這時其伸長量等于:
ΔL=L1-L
(4)
即
(5)
(6)
由此可見,在形成梭口時,經紗伸長了,而經紗上所受的張力,是同梭口高度的平方成正比而與后部梭口l2的長度成反比的[7-8]。因此,工藝設置原則:對于短纖維紗線在梭口清晰和緯紗能順利打實的情況下,經紗上機張力盡可能設置小,以減少開口與打緯時經紗加劇起毛;停經架設置的位置以向機后移動,增加l2長度而減少經紗的伸長;梭口高度以小為宜。
3 織造工藝流程與工藝參數設置分析
3.1 工藝流程
經紗:原料檢驗→松式絡筒→染色→燒毛→分條整經→穿結經→織造;
緯紗:原料檢驗→松式絡筒→染色→倒筒→織造。
3.2 參數設置
劍桿織機工藝參數表1所示,設置接緯劍相對于送緯劍提前4°進入梭口,且引緯時間相應適當提早;接緯劍以早進梭口遲出梭口[9-10],而送緯劍反至亦然;剪緯時間設置在夾紗后2°[11-12]。
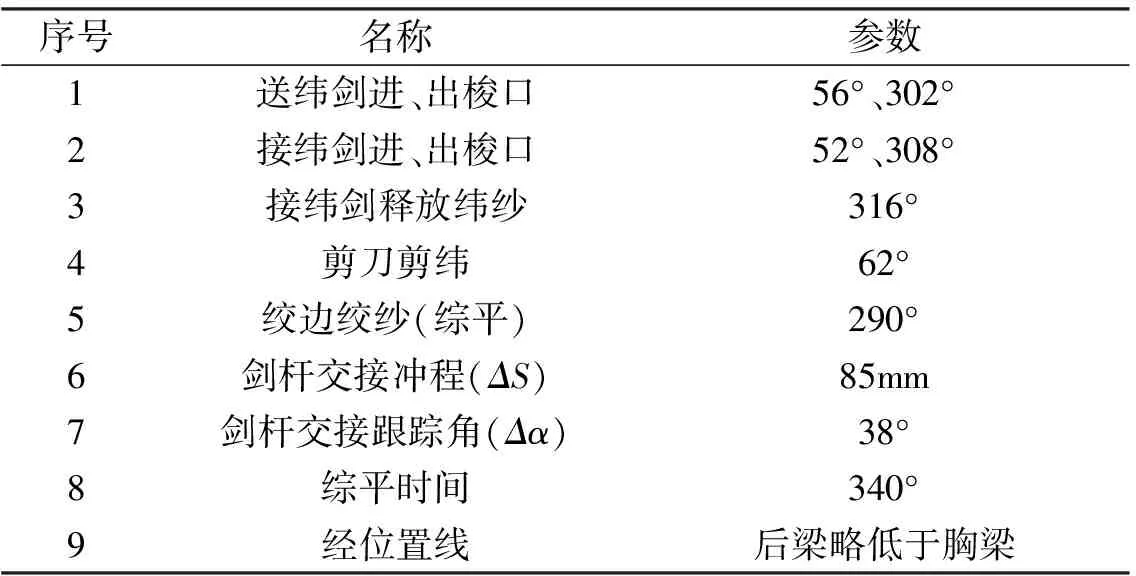
表1 劍桿織機主要工藝參數
3.3 結果分析
上機實踐發現,若剪緯太遲,緯紗處于送緯劍的夾紗器中太深,緯紗在中央交接時容易拉斷,如剪緯太早在引緯途中脫緯,因此,緯紗張力和送緯劍夾紗力控制要適中,并以夾持力與剪緯時間密切配合。經位置線設置以后梁略低于胸梁,采用反織,則制織的織物比較豐滿。劍桿交接沖程設置以85mm左右,交接跟蹤角約40°,這樣劍桿頭能順利地交接緯紗。
4 結 論
未上漿高支高密純棉織物的生產工藝與經紗強度、毛羽以及工藝參數設置等因素有關。通過對織造實踐過程中開口、打緯分析可知,經紗上機張力盡可能設置小,以減少開口與打緯時經紗起毛;停經架設置的位置以向機后移動,增加l2長度而減少經紗的伸長;梭口高度以小為宜。
毛羽的長度會影響開口清晰度,為了減少經紗斷頭,保證織機正常運轉,應對經紗進行燒毛處理工序,并正確設置上機工藝參數,經位置線、上機張力、綜平時間、引緯時間和緯紗釋放時間等。實踐結果表明,采用反織,可以使織物比較豐滿,提高電子提花劍桿織機色織短纖紗線未上漿產品質量。
[1] 陳宏武.純細旦滌綸短纖紗織物經紗上漿[J].紡織科技進展,2004(5):49-51.
[2] Das B R.短纖紗動態拉伸性能[J].國際紡織導報,2010(11):46-48.
[3] 史博生.特細號織物實現“無PVA上漿”的研討[C]//“五羊杯”江蘇紡織學術論文集.南京,2010:129-134.
[4] 周文龍.織造斷頭經絲拉伸機械性能的研究[J].浙江絲綢工學院學報,1996,13(1):1-6.
[5] 鄭智毓.QH1500型電子提花機性能分析[J].紡織學報,2004,25(3):40-41.
[6] 鄭智毓.TT96型劍桿織機打緯機構分析[J].紡織學報,2004,25(6):116-117.
[7] 劉國深.經紗在織造開口過程中拉伸變形的探討[J].棉紡織技術,1993,21(11):25-28.
[8] 祝成炎,張友梅.現代織造原理與應用[M].杭州:浙江科技出版社,2002.201,264-266.
[9] 劉志海.劍桿織機新型引緯機構的設計與分析研究[D].南京:東南大學,2004.
[10] 鄭智毓,李加林,陶永政.G6300型劍桿織機引緯機構分析[J].紡織學報,2005,26(6):91-92.
[11] 陳元甫,洪海滄.劍桿織機原理與使用[M]北京:中國紡織出版社,2005:392-395.
[12] 鄭智毓,祝成炎.ZGD758型撓性劍桿織機緯向故障分析[J].絲綢,2002(6):32-33.
(責任編輯:許惠兒)
Research of Sizing Technology for Unsized High Count-Density Cotton Fabrics
JINYao1,ZHENGJingjing2,MENGZhaoqiang1
(1.Zhejiang Mcdearm Tie Weaving Co., Ltd., Shenzhou 312400, China; 2.School of Fashion Design and Engineering, Zhejiang Sci-Tech University, Hangzhou 310018, China)
Based on the unsized fabric with such features as clean production, energy conservation and less environmental pollution, seizing technology of unsized high count-density cotton fabrics was explored. The opening principle of jacquard loom, weft insertion principle and technology of rapier loom were discussed. Warp tensile deformation process in the opening process was analyzed. Besides, reasonable technological process for the experiment was designed. The results showed that the length of yarn hairiness, the location of the line, the tension on the machine, integrated flat time, weft insertion time and weft release time have direct influences on large-scale production of high-count cotton yarn.
rapier weaving machine; yarn-dyed spun yarn; warp yarn breakage; wearing technology; cotton fabric
2014-06-23
金 耀(1977-),男,浙江嵊州人,總經理,從事紡織品設計與開發及公司管理工作。
TS115
B
1009-265X(2015)01-0035-03
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52