柴油機實車缸套磨損快速計算模型設(shè)計
2015-06-15 19:11:37楊紹卿王憲成趙文柱
裝甲兵工程學(xué)院學(xué)報 2015年3期
關(guān)鍵詞:模型
楊紹卿, 王憲成, 趙文柱
(裝甲兵工程學(xué)院機械工程系, 北京 100072)
柴油機實車缸套磨損快速計算模型設(shè)計
楊紹卿, 王憲成, 趙文柱
(裝甲兵工程學(xué)院機械工程系, 北京 100072)
針對重型車輛柴油機缸套磨損在實際使用過程中檢測難度大、測量過程復(fù)雜的問題,基于柴油機缸套磨損的仿真計算,依據(jù)Archard黏著磨損模型、二體磨粒磨損模型以及表面粗糙度變化規(guī)律,設(shè)計了一種適用于實車不拆解檢測的缸套磨損快速計算模型,并進行了實車驗證。結(jié)果表明:表面粗糙度計算誤差為7.1%,缸套磨損深度計算誤差為10.4%,模型誤差較為合理,可以應(yīng)用于實車計算。
缸套磨損;柴油機;快速計算模型
目前,重型車輛柴油機使用時普遍采用摩托小時數(shù)或里程數(shù)來評估缸套的磨損,評估誤差很大;同時,對于實車很難做到不拆解檢測,且存在檢測難度較大、過程復(fù)雜的問題,這在一定程度上增加了車輛維護保養(yǎng)的難度[1]。傳統(tǒng)上監(jiān)測變工況柴油機缸套的磨損情況時,需要經(jīng)過柴油機工作過程數(shù)值計算、傳熱過程計算、潤滑計算、動力學(xué)計算及磨損系數(shù)和表面粗糙度預(yù)測等一系列復(fù)雜的運算,所使用的大型計算軟件較多,無論是在耗時上還是在復(fù)雜程度上都難以適用于實車。本文基于一系列簡化和假設(shè),依據(jù)Archard黏著磨損模型、二體磨粒磨損模型以及粗糙度變化規(guī)律,通過平穩(wěn)載荷磨損實驗、動載荷磨損實驗以及模擬計算,嘗試建立一種適用于實車的、高效的簡化缸套磨損快速計算模型,為指導(dǎo)和改進柴油機實車使用提供依據(jù)。
1 磨損模型分析

(1)
式中:U為滑動速度;Rq為表面粗糙度;P為載荷;R為摩擦表面輪廓粗糙度;T0為表面溫度;ξ為油膜厚度;AP、η、QP為與材料性質(zhì)和潤滑狀態(tài)有關(guān)的參數(shù)。
1.1 Archard黏著磨損模型
在Archard黏著磨損模型中,其基本假設(shè)為摩擦副表面半球狀微凸體沿著球面發(fā)生黏著破壞,如圖1所示。
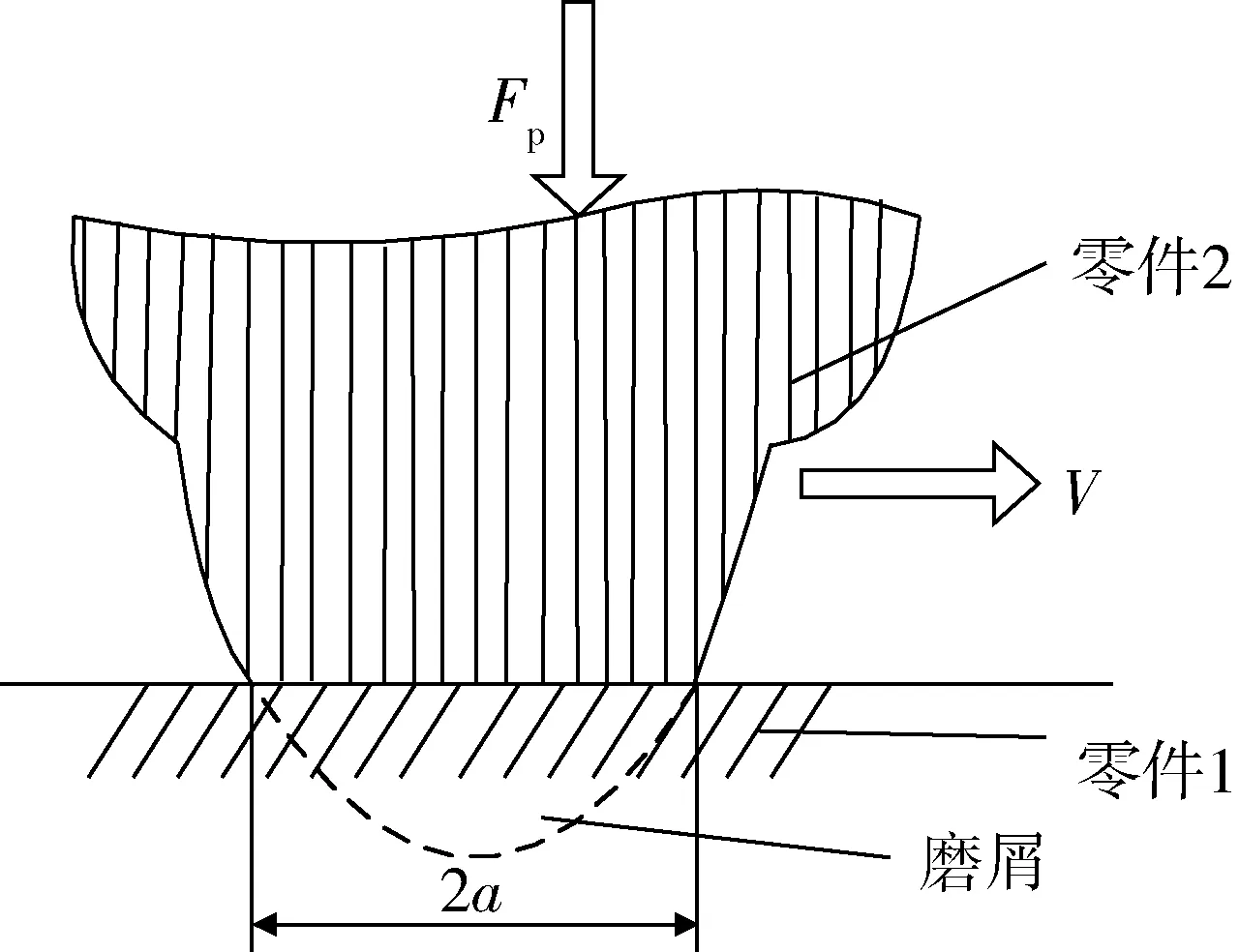
圖1 Archard黏著磨損模型原理
依據(jù)Archard黏著磨損模型的基本假設(shè)可知:零件1比零件2表面硬度小,磨損幾乎全部發(fā)生在零件1上;在零件表面微凸體接觸壓力Fp的作用下,接觸點發(fā)生塑性變形,形成直徑為2a的半球,且在滑動2a距離后產(chǎn)生磨屑,磨屑的體積即為半球體的體積。當發(fā)生塑性變形后,微凸體的接觸面積δA和磨屑體積δV分別為
δA=πa2=δFp/Hd,
(2)
δV=2πa3/3,
(3)
式中:Hd為材料表面硬度。
由圖1可知:磨損的滑動行程L=2a。可計算得到整個滑動面的磨損量M為

(4)
式中:K1為比例常數(shù),即一對微凸體一次滑動過程產(chǎn)生一個磨損顆粒的概率。
對常數(shù)進行化簡,令K1/3=Ka,可以得到磨損體積V的表達式為
(5)
式中:Ka為黏著磨損系數(shù)。
1.2 二體磨粒磨損模型
在缸套磨損中,磨粒的犁溝作用常常使摩擦副表面出現(xiàn)剪切、犁皺和切削,導(dǎo)致缸套表面出現(xiàn)磨痕[5]。因此,在選擇磨損模型時,需要考慮磨粒磨損。磨粒磨損模型原理如圖2所示。
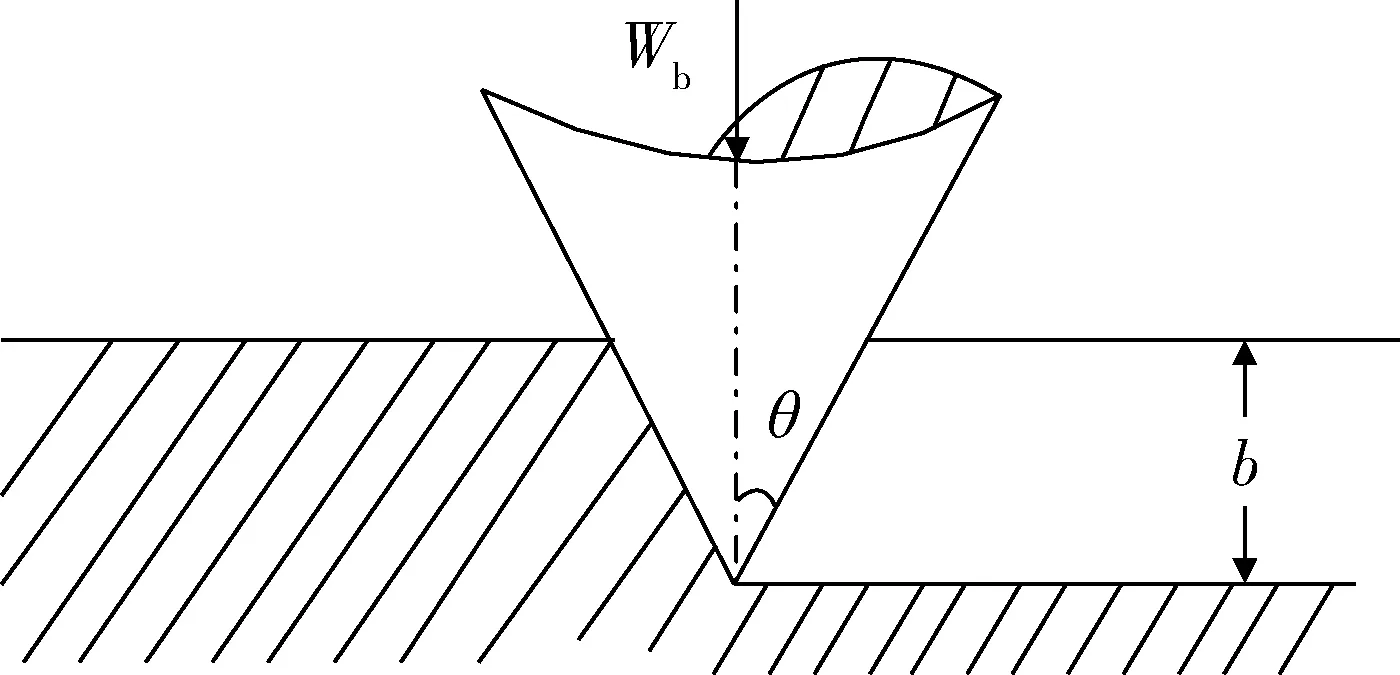
圖2 磨粒磨損模型原理
忽略磨粒分布情況、材料彈性變形以及接觸面積變化等因素的影響,僅考慮圓錐狀磨粒。設(shè)壓入表面材料部分投影面積Ab為
Ab=πb2tan2θ,
(6)
式中:b為壓入深度;θ為錐體半角。可以得到每個磨粒所承受的載荷Wb為
Wb=σsAb=σsπb2tan2θ,
(7)
式中:σs為被磨材料的受壓屈服極限。
當磨粒滑動距離為L時,表面材料被磨去體積V1和磨損體積V的表達式分別為
V1=Lb2tanθ,
(8)
(9)
2 磨損模型綜合修正
2.1 粗糙度計算表達式推導(dǎo)

(10)
(11)

(12)
當Mwmin=0時,將式(11)代入式(12),可得

(13)
式中:fk(k=0, 1, 2, 3)為由工況確定的參數(shù)。
由式(13)可以發(fā)現(xiàn): 當忽略接觸表面的最小磨損量時,在磨合的過程中,Rq是一個自變量為t的指數(shù)函數(shù),可將其改寫為
(14)
對于缸套-活塞環(huán)摩擦副,前蘇聯(lián)科學(xué)院機械研究所[7]的研究表明:對于某一個確定的工況,摩擦副的表面粗糙度存在一平衡值,即平衡粗糙度,使得在該工況下摩擦副表面磨損率最小;同時,磨損系數(shù)的大小與表面粗糙度近似成二次曲線關(guān)系。
2.2 表面粗糙度變化規(guī)律
圖3為表面粗糙度與磨損率的關(guān)系,當表面粗糙度為該工況所對應(yīng)的平衡粗糙度時,磨損率最小,該規(guī)律并不包含時間。不管初始粗糙度為何值,對某一個確定工況,經(jīng)過一定時間后,其表面粗糙度最終都將收斂到其工況所對應(yīng)的平衡粗糙度。
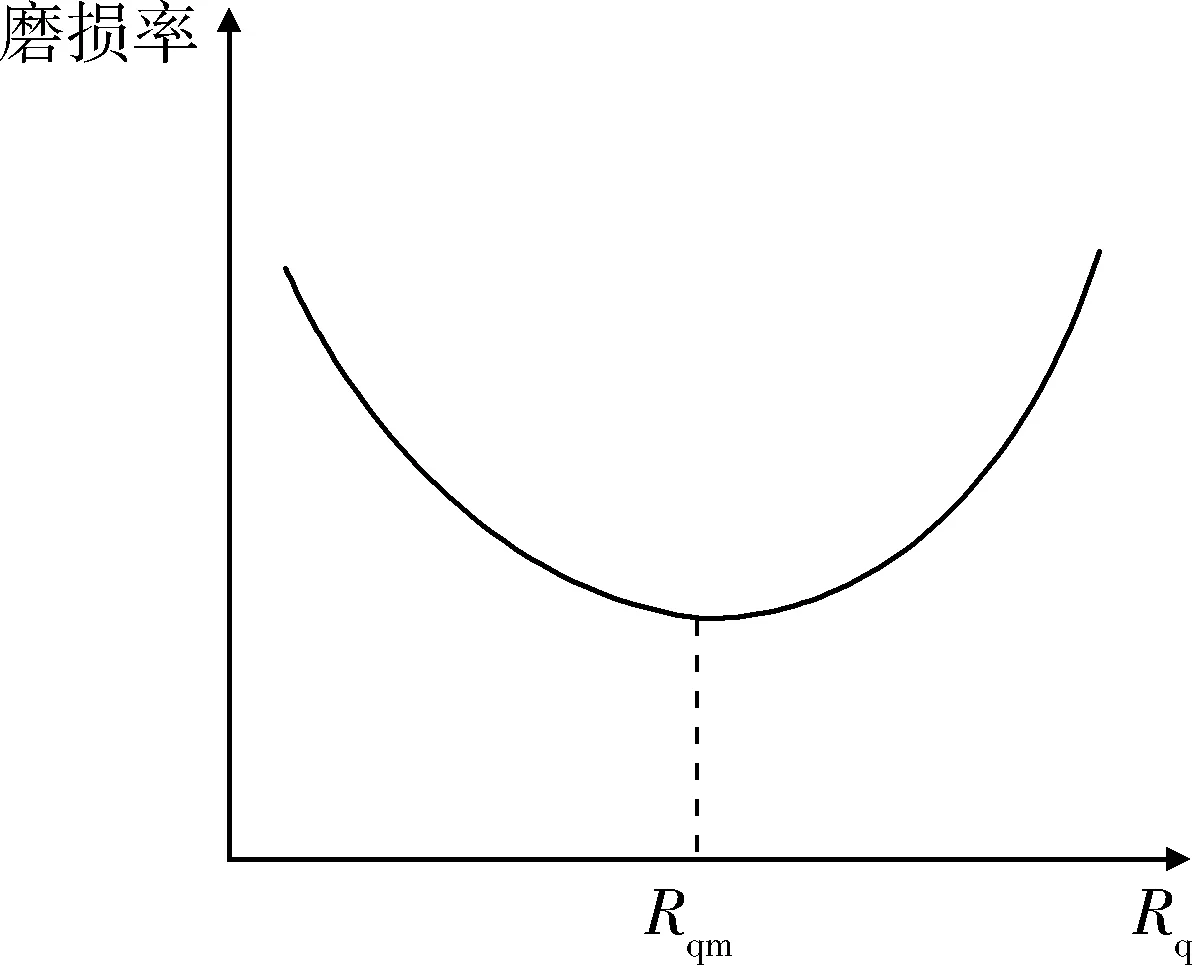
圖3 表面粗糙度與磨損率的關(guān)系
由于發(fā)動機缸套-活塞環(huán)實際工作過程很復(fù)雜,為建立實車快速計算模型,需進行以下假設(shè):
1) 忽略劇烈磨損時摩擦副表面粗糙度和磨損系數(shù)的變化;
2) 一個特定工況(速度和載荷一定)對應(yīng)且只對應(yīng)一個平衡粗糙度;
3) 表面粗糙度在向較大值發(fā)展時,其規(guī)律與向較小值發(fā)展時相同,前后對稱;
4) 忽略磨損過程中摩擦生熱和缸套散熱對缸套硬度的影響,認為缸套硬度保持不變。
根據(jù)“浴盆曲線”磨合階段粗糙度的指數(shù)函數(shù)規(guī)律[8]并結(jié)合式(14),得到Rq的表達式為
Rq=c1ec2t,
(15)
式中:c1、c2為由工況唯一確定的參數(shù)。
因Rqm只與工況有關(guān),而與粗糙度初始值無關(guān),由上述假設(shè)及式(15)可得到Rq與t的關(guān)系式:
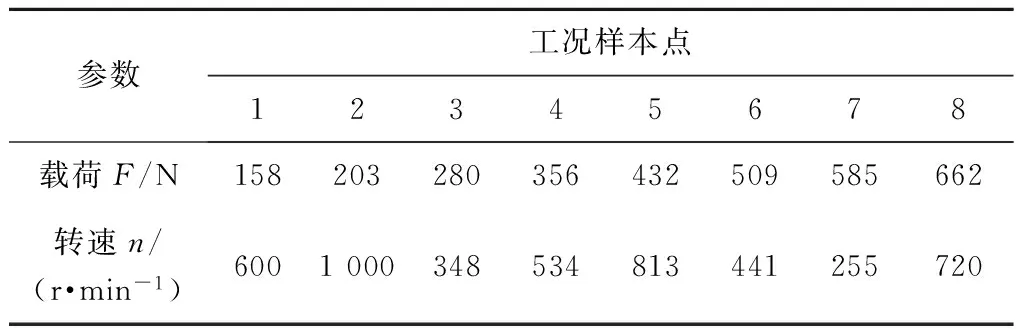
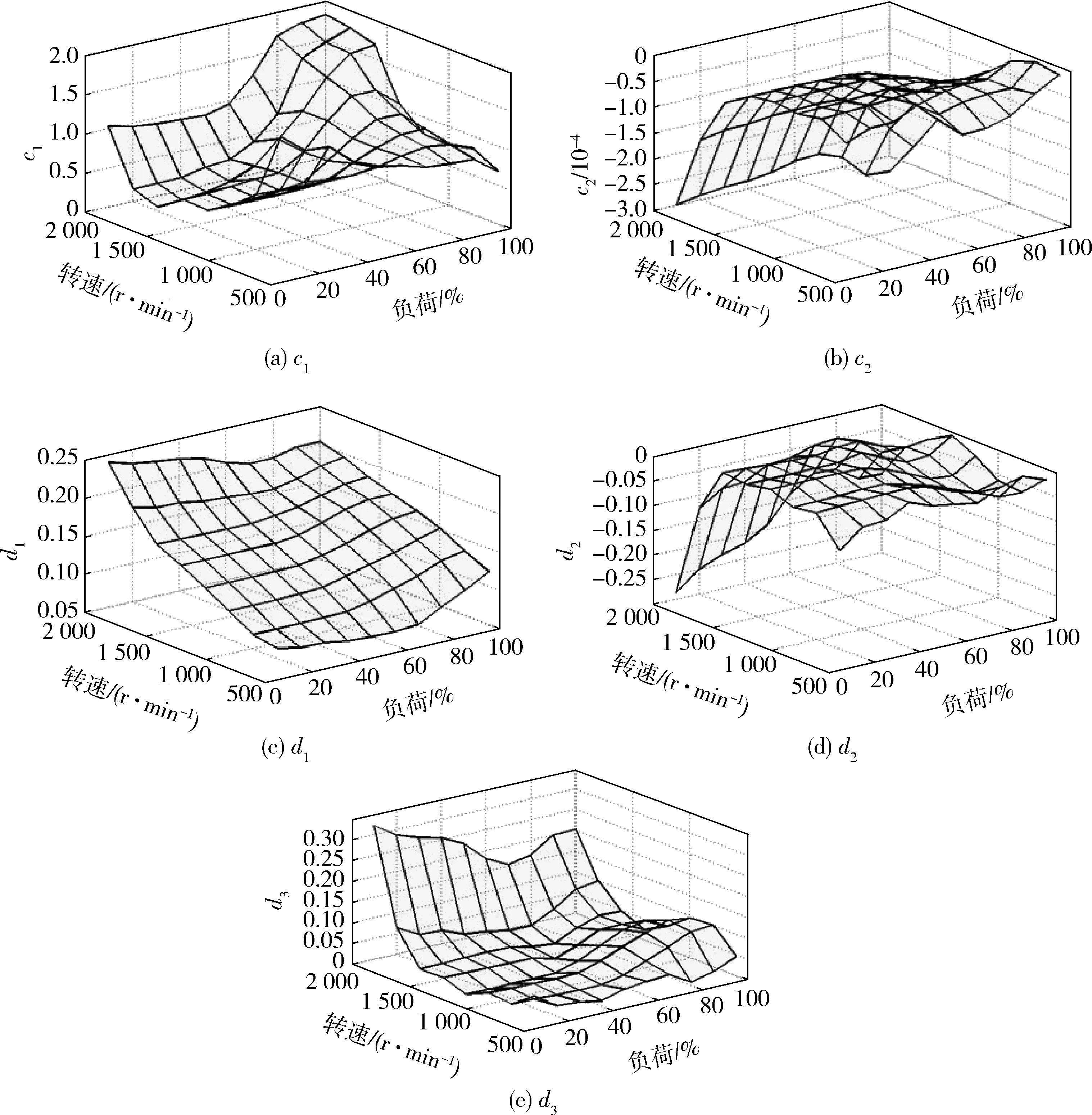
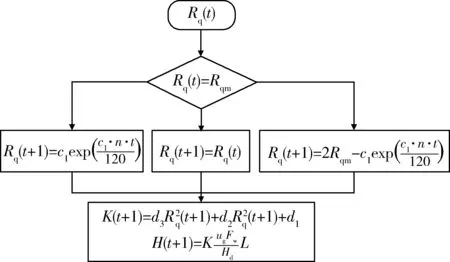
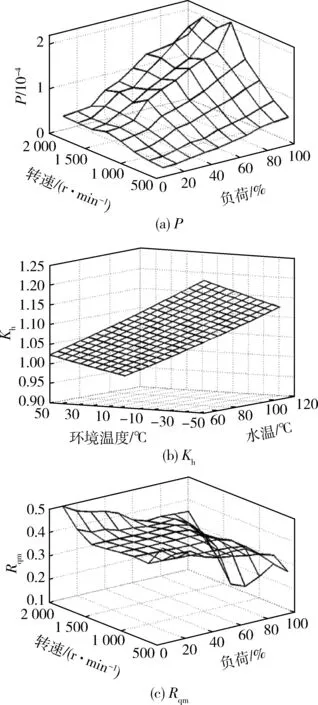
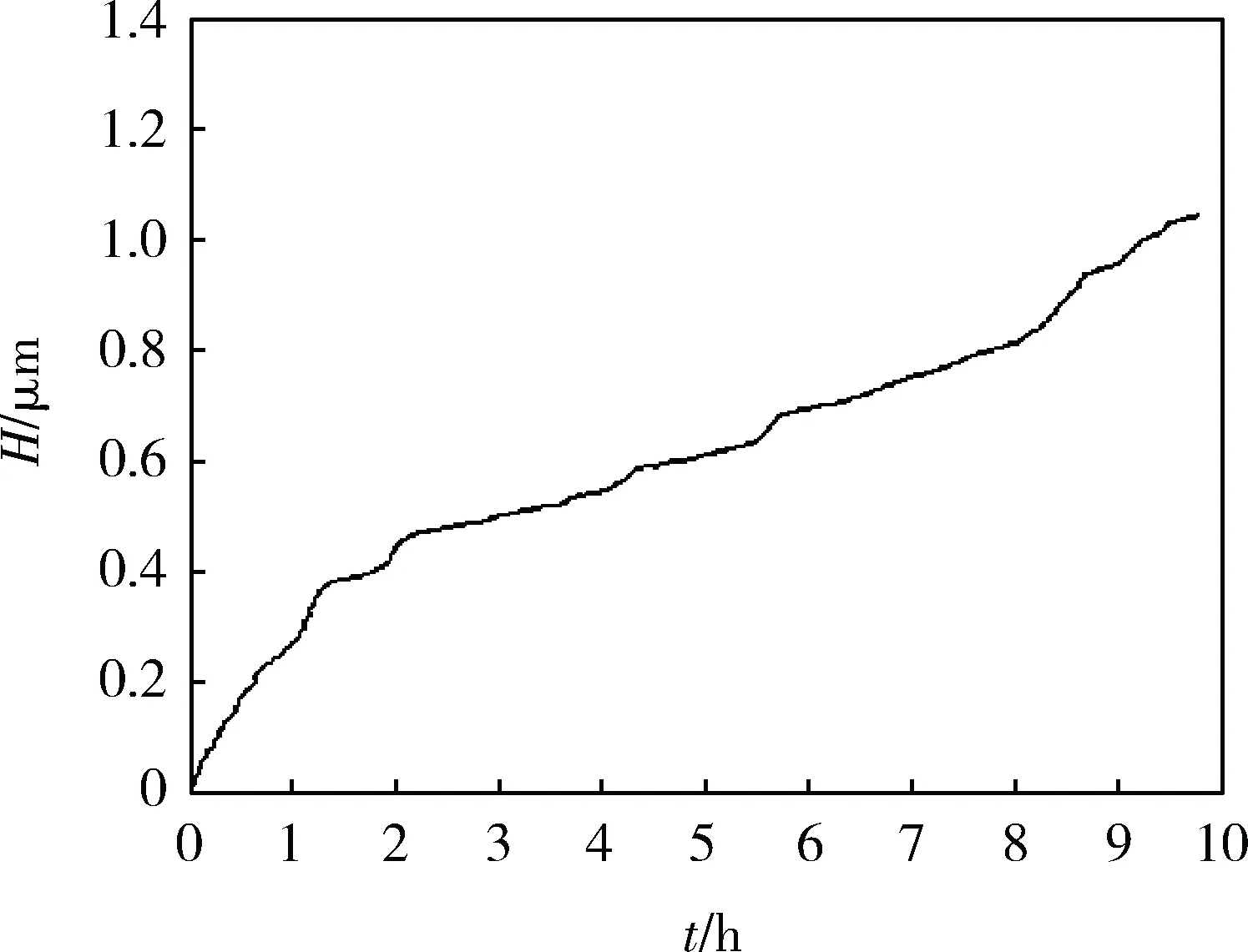
1) 當Rq Rq(t+Δt)=2Rqm-c1ec2t; (16) 2) 當Rq>Rqm時,摩擦副處于磨合階段,有 Rq(t+Δt)=c1ec2t; (17) 3) 當Rq=Rqm時,摩擦副處于穩(wěn)定磨損階段,此時磨損量最小,有 Rq(t+Δt)=Rqm。 (18) 2.3 磨損深度求解 由磨損體積V的表達式(5)、(9)可知:2個公式在形式上統(tǒng)一,區(qū)別在于磨損系數(shù)K不同。借鑒上述形式,可得到摩擦副磨損量M的表達式為 (19) 磨損深度的表達式為 (20) 磨損深度隨時間的變化規(guī)律為 (21) 式中:ρ為摩擦副表面材料密度;s為磨損區(qū)域的面積;Nw為由時間與柴油機轉(zhuǎn)速所確定的當量轉(zhuǎn)數(shù),用于衡量摩擦副之間往復(fù)的次數(shù)。 2.4 磨損系數(shù)K求解 當工況確定時,在磨損量表達式中K與Rq近似成二次曲線關(guān)系[7],其待定系數(shù)可由實驗確定。因此,可得到K的近似數(shù)學(xué)表達式為 (22) 式中:d1、d2、d3為由柴油機工況確定的系數(shù)。 3.1 磨損實驗設(shè)計與測試 磨損實驗的試件采用與實際缸套相同的加工工藝。活塞環(huán)上試件采用65Mn合金鋼毛坯,經(jīng)車床、銑床、磨床加工至基本尺寸,再經(jīng)去毛刺、退磁、鍍鉻、高精度磨平處理后,得到Rq=1μm、Hd=900 HB的上試件;缸套下試件采用42MnCr52合金鋼,毛坯加工至基本尺寸,再經(jīng)感應(yīng)淬火后精磨至工藝需求,得到Rq=1.5 μm、Hd=700 HB的下試件。MM10W萬能磨損實驗機和磨損試樣如圖4所示,其中:活塞環(huán)上試件為旋轉(zhuǎn)件,缸套下試件為固定件,接觸形式為面接觸,二者的接觸面積為98 mm2。 依據(jù)柴油機實際使用中燃油消耗量、轉(zhuǎn)速、水溫、油溫等多個參數(shù)的測試結(jié)果,對柴油機缸內(nèi)的熱力過程進行仿真計算[9]。依據(jù)仿真計算得到的各個曲軸轉(zhuǎn)角位置所對應(yīng)的載荷條件,選取3 °CA處為考察點,以CD40滴油潤滑方式模擬缸套磨損邊界潤滑條件,實驗機加載轉(zhuǎn)速n的范圍為255~1 000 r/min,實驗機F的范圍為50~662 N。 圖4 MM10W萬能磨損實驗機和磨損試樣 為盡可能模擬更多工況,采用拉丁超立方方法[10]進行8個工況樣本點的實驗,如表1所示,其實驗?zāi)p結(jié)果如表2所示。 表1 實驗工況 表2 實驗?zāi)p結(jié)果 3.2 工況參數(shù)求解 結(jié)合式(19)、(22)及仿真計算結(jié)果,可擬合得到磨損系數(shù)K與Fw、ug之間的預(yù)測關(guān)系。這里采用低階多項式響應(yīng)面方法[11]進行擬合逼近,其所需數(shù)據(jù)點數(shù)量與模型中的變量數(shù)量直接相關(guān)。其一般表達式為 (23) 式中:Xk對應(yīng)式(15)、(22)中的c1、c2、d1、d2、d3;xki為第i個工況參數(shù)對應(yīng)的第k個待定系數(shù)。 將表2的實驗數(shù)據(jù)代入式(23),得到各系數(shù)的值,如表3所示。 表3 磨損模型計算系數(shù) 4.1 系統(tǒng)參數(shù)擬合 將采集到的柴油機油耗和轉(zhuǎn)速數(shù)據(jù)作為輸入,依據(jù)表4中8個工況點的系統(tǒng)參數(shù)值,采用表格函數(shù)法和RBF神經(jīng)網(wǎng)絡(luò)求解,得到系統(tǒng)參數(shù)對應(yīng)各個工況的分布情況,如圖5所示,其中:圖格的節(jié)點處為各參數(shù)的計算值。 在實際計算中,為方便連續(xù)工況的計算,對各參數(shù)進行MAP插值,實現(xiàn)對計算值的擬合,實車計算時程序可根據(jù)對應(yīng)輸入工況直接查找擬合參數(shù)值,以提升計算速度。 4.2 計算過程 采用實時累計計數(shù)和的方法,計算1 s內(nèi)的缸套表面粗糙度、磨損深度和磨損系數(shù),上1 s結(jié)束時的狀態(tài)是下1 s開始計算的初始狀態(tài),從而實現(xiàn)對變工況磨損深度的快速計算,其計算過程如圖6所示。 圖5 系統(tǒng)參數(shù)對應(yīng)各個工況的分布情況 圖6 變工況磨損深度計算過程 為了進一步加快計算速度,將工況所對應(yīng)的載荷、硬度修正系數(shù)、平衡粗糙度進行擬合處理,如圖7所示,其中:硬度修正系數(shù)Kh以海拔100 m、大氣溫度20 ℃、水溫80 ℃時和海拔100 m、大氣溫度0 ℃、水溫60 ℃時的缸套硬度線性擬合得到[12]。依據(jù)線性擬合結(jié)果,程序在計算時可快速查找工況所對應(yīng)的平衡粗糙度和載荷參數(shù)的擬合值,進一步提升了計算速度。 圖7 P、Kh、Rqm擬合處理結(jié)果 在普通越野測試場地上,將模型應(yīng)用于某型裝甲車輛進行實車測試。測試前,測得柴油機1#缸套3 °CA位置,Rq=0.655 μm,并記錄3 °CA位置處缸套直徑,設(shè)定為磨損深度的基準。場地每圈為3 km,車輛運行時間為9.8 h,計算1#缸套的磨損狀況。測試完畢后,得到計算的缸套H變化情況如圖8所示。 圖8 缸套H變化情況 計算得到1#缸套3 °CA位置處Rq=0.287 μm,測試后對1#缸套進行拆解檢測,其Rq=0.309 μm,計算誤差為7.1%;計算得到1#缸套表面3 °CA位置處H=1.043 μm,實車檢測結(jié)果為H=0.945 μm, 計算誤差為10.4%。結(jié)果表明:該實車磨損計算模型誤差較為合理,能夠?qū)嵻囀褂弥懈滋椎哪p進行可靠預(yù)測。 1) 依據(jù)Archard黏著磨損模型、二體磨粒磨損模型、磨損系數(shù)變化以及表面粗糙度的變化規(guī)律,基于一系列假設(shè),推導(dǎo)了基于平衡粗糙度的柴油機缸套磨損深度計算公式,可應(yīng)用于實車計算。 2) 建立了以轉(zhuǎn)速和油耗為輸入的實車快速計算模型,并通過9.8 h實車測試進行了驗證。測試結(jié)果表明:計算模型對粗糙度計算誤差為7.1%,對磨損深度計算誤差為10.4%,模型計算誤差較合理,且計算速度快,輸入?yún)?shù)采集無需拆解,具有實車應(yīng)用價值。 [1] 張稀林,賀立峰. 內(nèi)燃機氣缸套磨損檢測與使用壽命預(yù)測[J]. 車用發(fā)動機,2008,173(1):81-84. [2] 孔凌嘉. 內(nèi)燃機缸套活塞環(huán)摩擦學(xué)系統(tǒng)研究[D]. 西安: 西安交通大學(xué), 1991. [3] 劉峰璧, 謝友柏. 二體磨損動態(tài)過程的數(shù)學(xué)模型[J]. 機械科學(xué)與技術(shù),1995(增刊):21-25. [4] Halling J.Toward a Mechanical Wear Equation[J]. Journal of Tribology,1983, 105(10): 212-220. [5] 李奇, 王憲成, 何星, 等. 高功率密度柴油機缸套-活塞環(huán)摩擦副磨損失效機理[J].中國表面工程, 2012, 25(4): 36-41. [6] Hu Y Z,Li N, Tonder. A Dynamic System Model for Lubricated Sliding Wear and Running-in [J]. Journal of Tribology, 1991,113(77): 499-505. [7] 溫詩鑄, 黃平. 摩擦學(xué)原理[M].3版. 北京: 清華大學(xué)出版社, 2008. [8] 王艷,周仲榮.TC4合金沖擊磨損性能與機制的研究[J]. 潤滑與密封,2009,34(6):1-4. [9] 張晶. 基于數(shù)值仿真的裝甲車輛發(fā)動機環(huán)境適應(yīng)性分析與評價研究[D]. 北京:裝甲兵工程學(xué)院,2010. [10] 于晗, 鐘志勇, 黃杰波, 等. 采用拉丁超立方采用的電力系統(tǒng)概率潮流計算方法[J]. 電力系統(tǒng)自動化, 2009,33(21):32-35. [11] 于一發(fā),張大慶.基于正則化方法的多元數(shù)據(jù)擬合問題[J].遼寧科技大學(xué)學(xué)報. 2013,36(4):12-14. [12] 胡小平, 黃之初, 胡燕平. 柴油機狀態(tài)實時監(jiān)測系統(tǒng)的研制[J]. 制造業(yè)自動化, 2001,23(9):57-59. (責(zé)任編輯: 尚菲菲) Design of Fast Calculation Model of Diesel Engine Cylinder Liner Wear on Vehicle YANG Shao-qing, WANG Xian-cheng, ZHAO Wen-zhu (Department of Mechanical Engineering, Academy of Armored Force Engineering, Beijing 100072, China) Aiming at the problem that the wear of cylinder liners on heavy diesel engine is difficult and complex to measure, on the basis of Archard model of adhesive wear, double-body model of wear, the change rule of the surface roughness and the simulation of diesel engine cylinder liner and piston ring, an applicable fast calculation model of cylinder liner wear is designed and tested on the vehicle. The results indicate that the calculation error of the surface roughness is 7.1%, the calculation error of cylinder liner wear depth is 10.4%, the accuracy of the model is acceptable, which can be applied to a practical calculation. cylinder liner wear; diesel engine; fast calculation model 1672-1497(2015)03-0041-06 2015-01-08 軍隊科研計劃項目 楊紹卿(1991-),男,碩士研究生。 TK421 A 10.3969/j.issn.1672-1497.2015.03.009

3 工況參數(shù)求解




4 快速計算模型建立
5 實車驗證
6 結(jié)論
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡(luò)安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導(dǎo)航定位學(xué)報(2022年4期)2022-08-15 08:27:00
中學(xué)生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數(shù)學(xué)備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學(xué)院學(xué)報(2021年2期)2021-07-19 08:35:14
新世紀智能(數(shù)學(xué)備考)(2020年9期)2021-01-04 00:25:14
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19