滌綸長絲仿棉經編運動面料的生產工藝
2015-06-09 20:49:07冒海文繆旭紅陳未然
紡織學報 2015年1期
冒海文, 繆旭紅, 陳 晴, 談 輝, 陳未然
(1. 江南大學 教育部針織技術工程研究中心, 江蘇 無錫 214122;2. 蘇州金輝纖維新材料有限公司, 江蘇 蘇州 215000 )
?
滌綸長絲仿棉經編運動面料的生產工藝
冒海文1, 繆旭紅1, 陳 晴1, 談 輝2, 陳未然2
(1. 江南大學 教育部針織技術工程研究中心, 江蘇 無錫 214122;2. 蘇州金輝纖維新材料有限公司, 江蘇 蘇州 215000 )
仿棉滌綸長絲織物在染整過程中會發生較大的尺寸變化,給織物生產工藝設定帶來較大的難題。為了控制尺寸的變化并找到生產該織物的最佳工藝,設計了3種組織結構、4種上機密度以及2種后整理過程,分析了3種因素對織物密度的影響。結果顯示:織物在后整理過程中的橫向收縮率大于縱向收縮率;適用于運動面料的組織為經絨平組織,上機密度為20橫列/cm;生產工藝流程為:整經→織造→水洗→預定型→染色→復定型→成品;成品的面密度為183.4 g/m2,縱向收縮率為24%,橫向收縮率為38.9%,幅寬為160 cm。
經編; 仿棉; 滌綸長絲; 工藝參數; 縮率; 運動面料
運動休閑服裝要求輕便、貼身、柔軟并且有良好的延伸性和彈性,這是機織面料不能達到的[1-2]。經編產品由于生產高效、彈性適中、結構穩定等優點在運動面料中使用比較廣泛,并已得到越來越多人的青睞[3]。棉由于其強度較低和易產生飛花在經編中較少使用,運用滌綸仿棉長絲生產具有棉感的經編織物,填補了棉型經編產品的空缺,使經編這一高效的生產方式得到更廣泛的應用。該產品在運動服中的運用大致可以分為以下幾類:第1類為運動面料的里布,均為經編網眼布;第2類為秋冬運動面料,此面料以為絨布為主;第3類為春夏類運動面料,此類面料有經編平布和網眼布2種,其中網眼布用于籃球服、背心等。本文主要研究經編平布在運動服上的應用,此類平布的面密度控制在170~190 g/m2之間,用于短袖或長袖的運動T恤[4]。本文研究了仿棉滌綸長絲在經編運動面料上的應用,闡述了從整經到后整理的生產方法和各個工序的工藝參數,由于布樣在后整理過程中會產生收縮,使得織物的尺寸不穩定,本文通過研究其后整理的工序找到了較好地控制收縮的方法,最終得出經編仿棉面料的最佳生產過程及參數。
1 實驗部分
1.1 材 料
試樣選用的原料為6.7 tex×36 f仿棉滌綸長絲(江蘇蘇州金輝纖維新材料有限公司生產),該長絲為雙組分,是由具有不同收縮率的FDY和POY聚酯長絲構成,FDY為全拉伸絲,具有高取向度,不易變形,因此該長絲無彈性[5];POY為預取向絲,是紡DTY長絲的中間產品[6],在紡絲過程中沒有完全拉伸,取向度較低。該長絲經熱處理后,POY變短、變粗、張緊并趨于紗的中心,而FDY收縮較少,受POY纖維壓縮而卷曲并趨向紗的表層,最終紗線獲得蓬松豐滿的手感[7-8]。仿棉滌綸長絲的斷裂強度為4.95 cN/dtex,斷裂伸長率為15.75%,沸水收縮率為23%[9]。
1.2 樣品生產
為了方便數據統計,將樣品編號分為3部分,為X-Y-Z,X為織物組織編號,Y為上機密度編號,Z為后整理過程編號。得出樣布上機織造的工藝參數(織造在無錫市振鑫特種紡織有限公司進行,后整理在無錫前洲印染有限公司進行),如表1所示。
1.2.1 整 經
整經機:卡爾邁耶整經機;機速為500 m/min;盤頭數為5個;紗線長度為10 000 cm;頭紋數為520根。
1.2.2 上機織造
經編機機型:特里科經編機HKS4;機速為900 r/min;機號為E28;幅寬為330.2 cm。
1.2.3 后整理
實驗采用了2種后整理過程,分別為
過程1:水洗→染色→定型→成品
過程2:水洗→預定型→染色→定型→成品
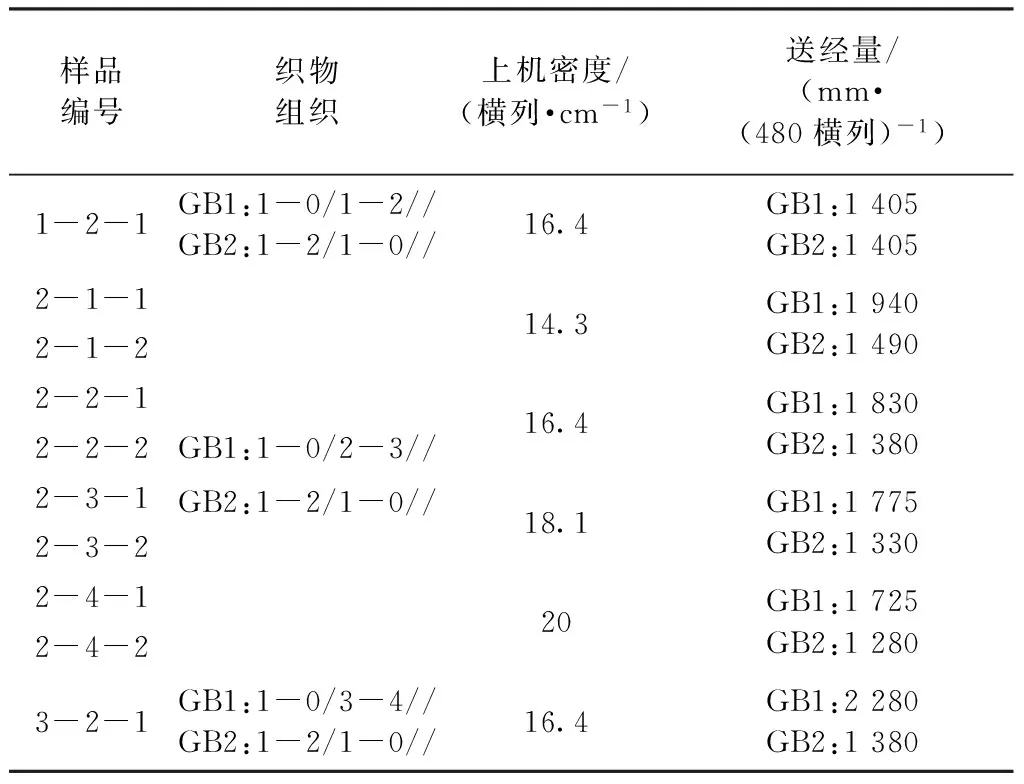
表1 樣布上機織造的工藝參數
將坯布放在100 ℃的沸水中煮練30 min,適當添加去油劑和乳化劑,去除坯布上的雜質和污垢。使用分散染料,在臺灣FONG高溫高壓染色機中進行,圖1為染色工藝曲線,具體配方如下:
分散染料ECT 5%(o.w.f);高溫勻染劑M-214 1 g/L;染色穩定劑M-215 1 g/L;浴比1∶20。
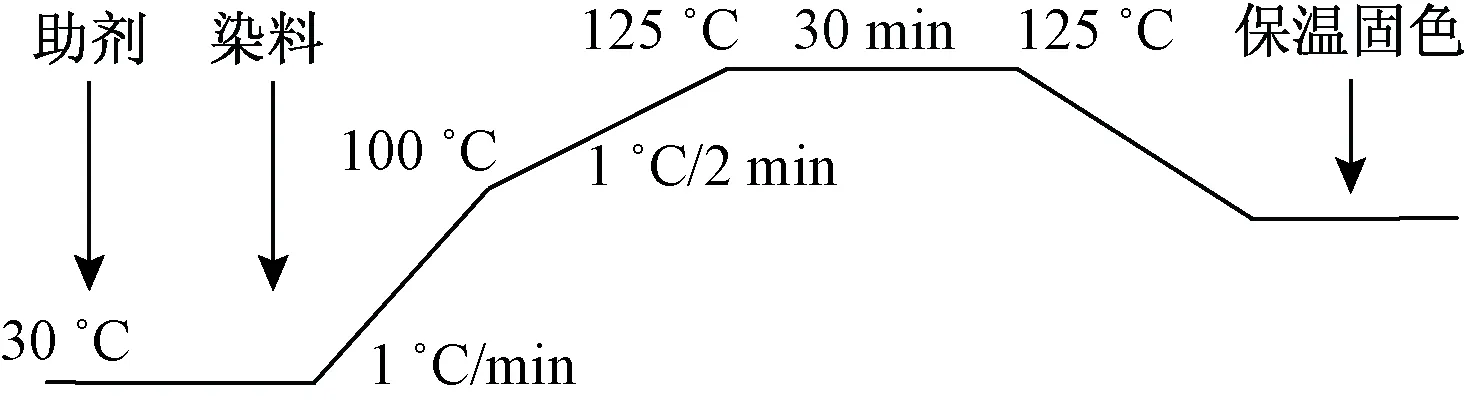
圖1 染色工藝曲線Fig.1 Curve of dyeing process
預定型和定型均在MONFORTS定型機上進行,定型參數:幅寬為160 cm,溫度為175 ℃,車速為30 m/min[10-12]。
2 結果與討論
由于仿棉滌綸長絲中雙組分的異收縮性,織物經染整加工后會有蓬松感并且尺寸會產生變化。表2示出2種后整理過程中樣布的參數,可看出水洗后樣布會發生15%~30%的收縮,經高溫染色后,織物會進一步收縮,且沒有經過預定型的樣布染色后的收縮比經過預定型大。
2.1 組織及上機密度對織物的影響
由表2選取編號為1-2-1、2-2-1、3-2-1對應的橫列來比較組織或前梳延展線長度對織物參數在后整理過程中的影響。從表中可明顯看出:隨著前梳延展線的增長,樣布的橫密增大,而縱密減小,但延展線的越長,增大和減小的趨勢越不明顯;前梳延展線越長,水洗和染色后縱密之間的差距越少,橫密之差越大。這是由于組織的延展線越長,在熱作用下,紗線收縮的空間就越大,故相鄰縱行間變得更加緊密,而橫列由線圈串套形成,紗線的收縮對橫列的收縮作用不大,反而會由于縱向收縮而遭到擠壓,造成橫密增大,縱密減小。
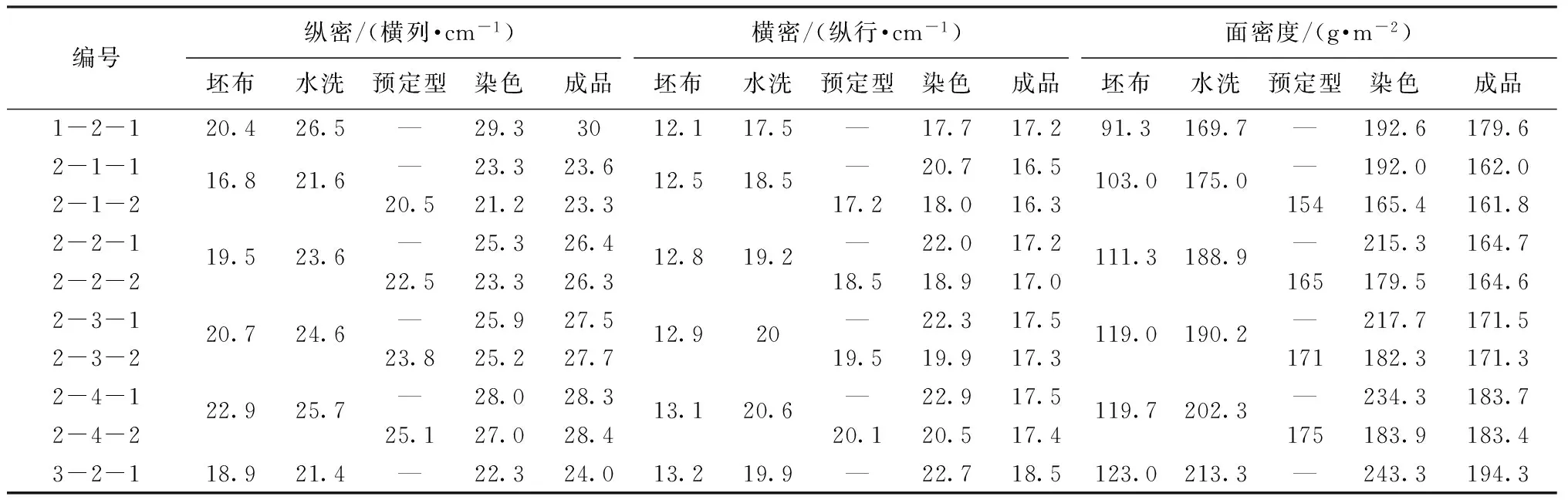
表2 2種后整理過程中樣布參數
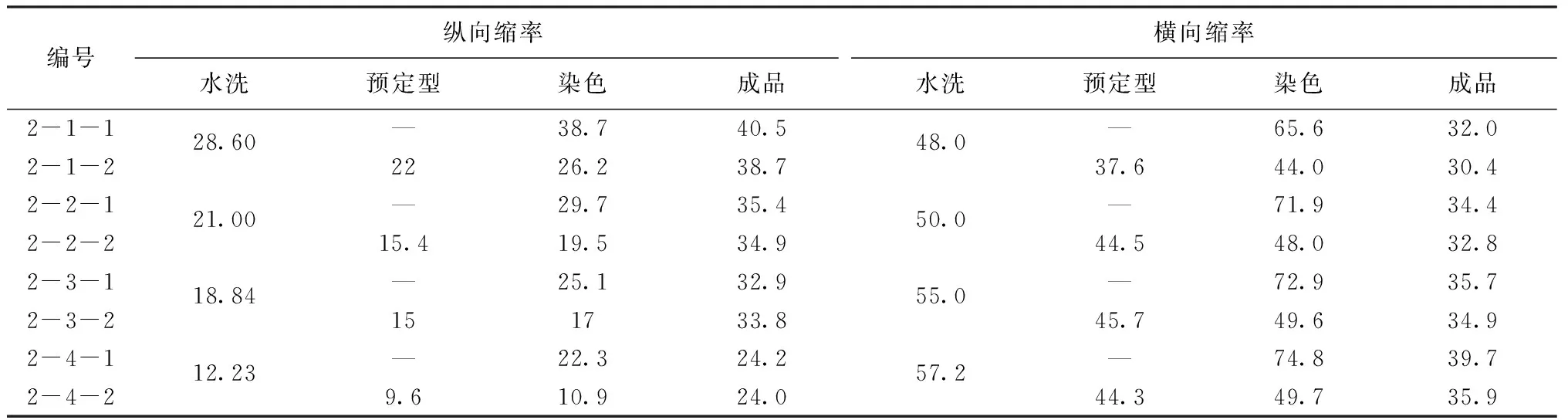
表3 2種后整理過程中織物收縮率的比較
由表2中選取編號為2-1-1、2-2-1、2-3-1、2-4-1所對應的橫列來比較上機密度對織物參數在后整理過程中的影響。從表中可以看出,相同組織條件下,樣布的上機密度越大,其各個工序的縱密、橫密也越大,且水洗和染色后縱橫密之差變小,即樣布的尺寸變化越小。由于上機密度越大,牽拉的卷繞速度越小,樣布下機后被牽拉的幅度就越小,導致縱、橫密越大,相應樣布的面密度就越大。水洗后樣布有較大的收縮,且染色后織物會進一步收縮,橫向的收縮比縱向明顯。因此,應選擇適合的上機密度和組織,使得加工過程中樣布尺寸較穩定,從而使成品的規格符合運動服裝面料的要求。
2.2 后整理工藝對織物的影響
為了探討后整理過程對織物收縮情況的影響并直觀地發現規律,本文實驗對組織2的4個不同的上機密度進行了后整理。表3示出2種后整理過程中織物縮率的比較。縮率的計算公式為
計算縱向縮率時,Y為坯布的縱密,X為各個工序后樣布的縱密,在計算橫向縮率時同理。由表3可得,水洗使得4塊樣布橫向有45%~60%的收縮,縱向有10%~30%的收縮,樣布的橫向收縮明顯大于縱向,因為橫向為線圈的延展線連接,在收縮過程中主要為仿棉滌綸長絲的收縮,收縮空間較大,而縱向為線圈之間的串套,在收縮的過程中主要為結構上的收縮,收縮空間較少。染色后樣布會進一步收縮,未經預定型的樣布橫向收縮為70%左右,縱向收縮為22%~40%,經過預定型處理樣布的橫向收縮為48%左右,縱向收縮為10%~30%。可以看出后整理過程2中采用預定型后,染色后的收縮率明顯比后整理過程1小,說明預定型有效地控制了樣布在后整理過程中的尺寸變化。當樣布不經過預定型時,樣布在經高溫染色后收縮很大,直接進行定型拉幅至160 cm會對樣布的性能有所損傷,使得樣布質量下降;當樣布經過預定型后,尺寸得到了初步的控制,而且再經高溫染色后樣布收縮得較小,使得最后定型時拉幅作用較輕緩。另外,預定型還使得樣布染色較均勻,因為預定型使得布樣在染料中不再有較大的收縮,所以染料更容易進入織物,且減少了染色時間和染料用量。雖然后整理2比后整理1多了預定型這一步,但是使得經后整理2加工織物的質量有所提高。
3 結 論
本文研究了仿棉滌綸長絲在經編運動面料上的應用,涉及整經、織造、水洗、預定型、染色、定型這些過程,最終得到適用于運動服裝的面料。通過本文研究得到以下結論:
1)在組織相同、上機密度不同時,上機密度越大,水洗和染色的縱橫密差值越小,織物的尺寸變化越小;在上機密度相同、組織不同時,組織的延展線越長,水洗和染色的縱橫密差值越小,織物的尺寸變化越小;在后整理過程中,織物的橫向收縮大于縱向收縮。
2)在染整過程中,水洗使得織物縱橫向都有收縮,染色后織物會進一步收縮,織物的尺寸在后整理過程中變化較大,使得定型變得困難;對織物進行預定型后,染色后織物的收縮變小,織物的尺寸得到控制,染色較為均勻,使定型變得較容易,織物的質量有所改善。
3)本文生產的布樣主要運用于春夏運動休閑面料,用于制做短袖或長袖T恤,該運動面料的面密度一般在170~180 g/m2之間,綜合面密度及后整理過程中控制縮率這2個因素,最適合生產經編運動面料的組織為經絨平,上機密度為20橫列/cm,生產工藝流程為:整經→織造→水洗→預定型→染色→復定型→成品,成品面密度為183.4 g/m2,縱向收縮率為24%,橫向收縮率為38.9%,幅寬為160 cm。
[1] 談輝, 鄭耀偉, 汪濤. 滌綸長絲超仿棉產品的開發及應用[J]. 紡織導報, 2011(2): 32-33. TAN Hui, ZHEN Yaowei, WANG Tao. Product development of cotton-like PET filament [J]. China Textile Leader, 2011(2):32-33.
[2] 徐建華. 針織運動服裝的發展及開發趨勢[J]. 天津紡織科技, 2010(3): 9-10,30. XU Jianhua. Development and trend of the knitted sportswear[J]. Tianjin Textile Science & Technology,2010(3):9-10,30.
[3] 國內外超仿棉技術比較[J]. 紡織服裝周刊, 2013(6): 26-27. Comparison of cotton-like technology at home and abroad [J]. Textile and Apparel Weekly, 2013(6): 26-27.
[4] 蔣高明, 繆旭紅. 經編運動休閑面料的開發[J]. 紡織導報, 2006(3): 24-26. JIANG Gaoming, MIAO Xuhong. A study on developing warp-knitted fabric for sports & casual wear[J]. China Textile Leader,2006(3):24-26.
[5] 錢樟寶, 曹欣羊, 段亞峰, 等. 全消光滌綸FDY生產技術[J]. 紡織學報, 2007(8): 26-30. QIAN Zhangbao, CAO Xinyang, DUAN Yafeng, et al. Manufacture technique of full dull terylene FDY[J]. Journal of Textile Research, 2007(8):26-30.
[6] 汪進玉, 王華平, 張玉梅, 等. 滌綸POY收縮動力學研究[J]. 紡織學報, 2001,22(5): 10-12. WANG Jinyu, WANG Huaping, ZHANG Yumei, et al. Study on shrinkage kinetics of poly (ethylene terephthalate) POY[J]. Journal of Textile Research, 2001,22(5):10-12.
[7] 張興邦. 聚酯仿棉假捻變形紗及其織物的性能研究[D]. 上海:東華大學, 2012:3-18. ZHANG Xingbang. Study on the properties of cotton-like polyester false-twist textured yarn and its fabric[D]. Shanghai: Donghua University, 2012:3-18.
[8] 林春芳. 滌綸FDY+POY混纖絲的并捻工藝探討[J]. 合成纖維, 2002(6): 25-26. LIN Chunfang. Discussion on the process of the double twist of polyester FDY+POY[J]. Synthetic Fiber, 2002(6):25-26.
[9] 史春麗, 繆旭紅, 談輝, 等. 滌綸長絲超仿棉經編織物的開發[J]. 針織工業, 2013(4): 15-17. SHI Chunli, MIAO Xuhong, TAN Hui, et al. Development of polyester filament warp knitted fabric with high simulated cotton appearance[J]. Knitting Industry,2013(4):15-17.
[10] 錢琴芳, 張建國. 滌綸長絲超仿棉休閑面料的染整加工及性能測試[J]. 印染助劑, 2013(2): 42-45. QIAN Qinfang, ZHANG Jianguo. Dyeing,finishing and performance test of PET filament cotton-like leisure fabric[J]. Textile Auxiliaries,2013(2):42-45.
[11] 張翠玲, 趙國樑, 王甜甜, 等. 熱定型溫度對滌綸針織物性能的影響[J]. 紡織學報, 2008,29(9): 78-81. ZHANG Cuiling, ZHAO Guoliang, WANG Tiantian, et al. Effects of heat setting temperature on the properties of knitted polyester fabrics[J]. Journal of Textile Research,2008,29(9):78-81.
[12] 賀良震. 滌綸經編織物染整加工疵點的消除措施[J]. 針織工業, 2010(11): 23-25. HE Liangzhen. Removal of defects in the dyeing and finishing process of warp knitted polyester fabrics[J]. Knitting Industry,2010(11):23-25.
Production process of polyester filament warp knitted sportswear fabric with high simulated cotton appearance
MAO Haiwen1, MIAO Xuhong1, CHEN Qing1, TAN Hui2, CHEN Weiran2
(1.EngineeringResearchCenterofKnittingTechnology,MinistryofEducation,JiangnanUniversity,Wuxi,Jiangsu214122,China; 2.SuzhouJinhuiFiberNewMaterialCo.,Ltd.,Suzhou,Jiangsu215000,China)
Fabrics made by polyester filament with the simulated cotton appearance have large dimensional changes, which increase difficulties of setting processing parameters during fabric production. To control the fabric dimension and find the most optimized process, three kinds of fabric structure, four kinds of on-loom density and two kinds of finishing process were selected and studied. The effect of three factors on the density of fabric was also analyzed. Based on the above analyses, it can be concluded that shrinkage of fabrics in weft direction is greater than that in warp direction. The proper structure was the reverse locknit stitch, the on-loom density was 20 row/cm, the final process includes warping→knitting→washing→pre-sizing→dying→sizing→finished product. The mass of the fabric was 183.4 g/m2. The shrinkage on weft direction and shrinkage on warp direction was 24% and 38.9%, respectively. The fabric width was 160 cm.
warp knitting; cotton-like; polyester filament; processing parameter; fabric shrinkage; sportswear fabric
10.13475/j.fzxb.20140103804
2014-01-23
2014-07-19
江蘇省產學研聯合創新資金-前瞻性聯合研究項目(BY2012072,BY2013015-38)
冒海文(1991—),女,碩士生。主要從事紡織材料與紡織品設計研究。繆旭紅,通信作者,E-mail:miao@526.cn。
TS 106.56
A