多珠式擠壓小直徑彎孔新工藝的研究與實踐
2015-06-09 09:38:50張誠
橡塑技術與裝備 2015年14期
張誠
(諸暨市技師學院,浙江 諸暨 311800)
0 引言
孔的擠壓加工是加工較小尺寸精密孔的一種方法。鋼珠是最簡便高效的擠壓工具,但由于鋼珠的直徑大小有一定標準,不可能適應各種大小的孔;因此,它的應用范圍有一定的限制,鋼珠的導向作用差,只能用于擠壓較短的通孔。隨著鋼珠生產技術的提高和涂鍍技術的迅速發展,鋼珠的尺寸問題已能有效解決。在生產加工中,我們試驗用多珠式擠壓較小直徑彎孔加工,有效地解決了鋼珠珠心與工件軸心不合的問題,在大批量加工中取得了較高的質量和較好的經濟效益,成功地解決了小直徑彎孔精加工問題,這一新工藝可廣泛應用于流體機械、化工機械、動力機械中等的小直徑彎孔加工。
1 工藝特點
(1)多珠式擠壓小直徑彎孔需有導珠套,否則,在停車處的彎孔表面上會出現一圈圈的溝槽無法消除,為了使多個鋼珠都勻速進入孔中,特設計一個導珠套,如圖1所示。
(2)多珠式擠壓小直徑彎孔中鋼珠珠心和軸心能始終重合。如圖1所示,當O1鋼珠受到偏心壓力時,鋼珠會把壓力分解成一個軸心上的作用力和一個以珠心為原點的力矩,二個鋼珠通過摩擦力的作用,實現反向的旋轉運動,鋼珠的運動就成復雜的滾壓和擠壓的合成運動。而二個鋼珠的珠心和工件的軸心始終重合。經過幾萬件多珠式擠壓小直徑彎孔加工的氣門套生產實踐也證明鋼珠珠心和工件軸心能有效地重合。
(3)能實現用常規的孔加工方法難以實現的小直徑彎孔擠壓加工。如圖1所示,O1鋼珠直徑略小于工件加工直徑主要起到壓桿的傳力作用,O2鋼珠和O3鋼珠起到擠壓和滾壓作用,能簡單、高質、高效和可靠地加工出小直徑彎孔。
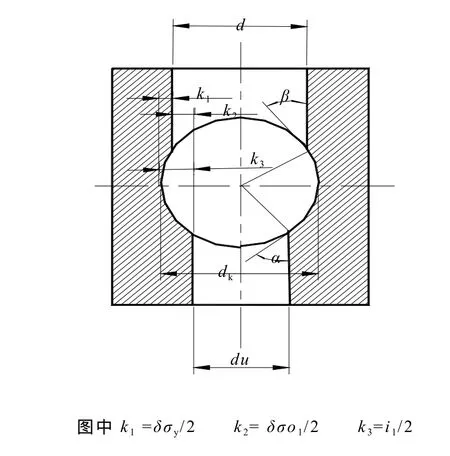
圖2 擠壓變形圖
2 工藝參數的計算與分析(圖2)
(1)前角α和后角β
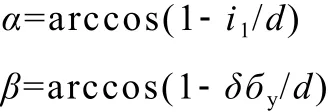
式中:
i1——擠壓余量;
d——工件孔的名義直徑;
бy——彈性變形量。
前角α越小,對小直徑彎孔表面熨平作用就越大,經過擠壓加工后孔的表面粗糙度就越細。后角β過大或過小,都會對表面粗糙度產生影響,生產實踐表明,一般前角α控制在30~50 ,β控制成30~40 。
(2)鋼珠最大工作直徑dk

由于 δбy=i1-δбo1
因此, dk=dmax+i1-δбo1
又因為 δбo1=mi1-b1
(m—金屬材料變形系數;b—金屬材料變形常數,可查資料得出)
故 dk=dmax+i1+b1-mi1
= dmax+ b1-(1-m)i1
式中,
d——工件孔的名義直徑,mm;
Δбy——金屬的彈性變形量,mm;
δбo1——金屬擠壓塑性變形量,mm。
在實際生產中應根據實際工件進行適當修正。
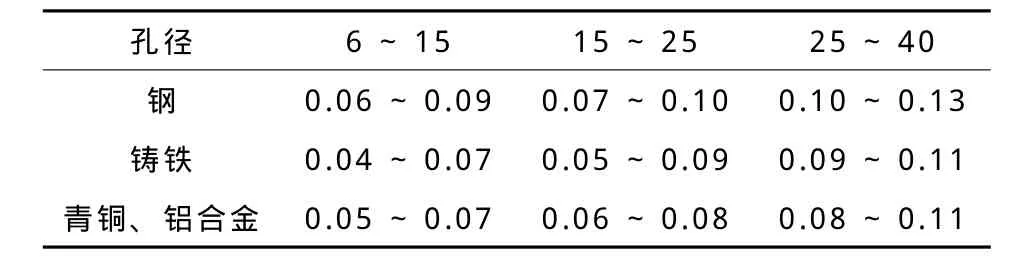
表1 不同材料和孔徑的擠壓余量i1 mm
擠壓余量i1。擠壓余量隨工件孔徑的大小、孔的壁厚以及材料性能而變化,所以理論計算值要根據實際工件的情況進行適當的修正,一般擠壓余量在O2鋼珠占分配額60%,O1鋼珠占分配額40%。表1為雙鋼珠擠壓小直徑彎孔的經驗數據,供參考。
3 影響加工的因素
(1)工件材料的硬度越低、塑性越好、金相組織越細,則加工的效果越好;反之,其效果就越差。
(2)工件小直徑彎孔預加工的表面粗糙度越小,則小直徑彎孔表面粗糙度值相對越小。
(3)小直徑彎孔預留的擠壓余量將直接影響到擠壓加工彎孔的精度、擠壓壓力和表面粗糙度,若預留擠壓余量過小,在擠壓加工中,小直徑彎孔表面不平度的波峰被壓平填入波谷就不充分,擠壓加工后表面粗糙度大,精度不高。預留擠壓余量過大,則將造成表面擠壓力增大,使鋼珠磨損加劇。
(4)由于在擠壓加工過程中,隨著金屬材料的塑性變形,這就要求被擠壓加工的工件內部組織要均勻。
(5)多珠式小直徑彎孔擠壓的加工速度一般是為1 m/s左右,鋼件或銅件加工件采用機油作冷卻潤滑液,鑄鐵加工件采用煤油作冷卻潤滑液。
4 小結
多珠式擠壓小直徑彎孔加工高效解決了鋼珠珠心和工件軸心重合問題,可達到較細的小直徑彎孔表面粗糙度,可使小直徑彎孔從預加工的Ra 3.2~1.6 um下降到Ra 0.4~0.2 um,并且還可校正小直徑彎孔的微觀精度。
[1]方若愚,等. 金屬機械加工工藝人員手冊. 上海:上海科學技術出版社,1987.
[2]程通模. 滾壓和擠壓光整加工. 北京:機械工業出版社,1989.