核電站超低碳不銹鋼薄壁管焊接技術難點研究
2015-06-09 06:50:24李偉龍
應用能源技術 2015年3期
李偉龍
(國核工程有限公司,上海 200233)
?
核電站超低碳不銹鋼薄壁管焊接技術難點研究
李偉龍
(國核工程有限公司,上海 200233)
針對嶺澳二期核電站核島安裝工程中超低碳不銹鋼薄壁管道對接焊遇到的難點進行了分析和解決,通過采用合理的焊接方法和工藝參數,以及相應的焊接技巧,解決了焊接過程中薄壁管的變形問題和接頭容易氧化的問題。
Z2CN18.10;不銹鋼薄壁管;TIG;氬氣室、背面送絲工藝
0 引 言
嶺澳二期核電站是法國引進堆型經過國產化研制改進后的兩臺百萬千瓦級大型商用核電站,由于核電站設計壽命較長,安全性要求很高,工藝管道內工況多為高溫、高壓、腐蝕性強、帶有放射性的介質,因此在核島內部大量采用超低碳不銹鋼作為管道材料,其最具代表性的材料為Z2CN18.10。對于不銹鋼薄壁管,焊接過程存在著焊接變形、根部氧化和焊縫接頭及兩側母材表面過燒等問題。其中變形問題導致現場管道安裝困難,局部應力集中,嚴重影響工程質量。針對以上難點本文進行了研究和試驗,通過采用合適的焊接方法和工藝參數,以及對焊工進行培訓提高焊接技能等方法成功解決了上述問題。
1 焊接難點及原因分析
奧氏體不銹鋼具有熱導系數小,熱膨脹系數大的特點,見表1,這就決定了在同樣的情況下不銹鋼的焊接變形比碳鋼更為明顯[1]。對接焊接頭中,隨著焊縫熔池不斷的凝固,后續焊道受到先前焊道的拘束作用,產生收縮變形,其影響工程安裝質量的主要變形形式為橫向收縮變形。焊接收縮變形的主要影響因素是焊接線能量,而線能量一般由焊接參數所決定。因而選取合適的焊接電流、電壓和焊接速度是控制焊接變形的有效途徑之一。
不銹鋼在焊接時經過多次熱循環作用,若焊接工藝參數控制不當,使局部溫度偏高,會導致材料表面氧化,降低接頭的抗腐蝕能力,嚴重時會導致接頭和附近母材過燒,金屬抗腐蝕能力急劇下降,因此解決此問題也是非常必要的。
表1

類 型鋼 種密 度平均線脹系數0~100℃0~315℃0~650℃熱導率縱向彈性系數磁 性奧氏體鋼18-87.9317.317.818.716.29193.2無碳鋼7.8611.411.5———46.89205.9有
2 試驗過程
根據以上原因分析,為了找尋合理的焊接參數及焊接技巧,使用核電不銹鋼代表性材料Z2CN18.10以及現場使用的不銹鋼焊材OK16.30(ER316L)進行試驗,對焊接過程控制進行分析,包括焊接接頭的組對、氬氣室的制作等,從而解決變形和過燒等問題,找到一套指導現場焊工操作的工藝規范。
2.1 材料的選擇
母材為法標[2]Z2CN18.10,規格為Φ114.3×6.02 mm,化學成分見表2。焊接材料為焊絲OK16.30(ER316L) Φ1.6 mm,化學成分見表3。
表2

Z2CN18.10化學成分%元素CMnPSSiNiCrMoCuBCo含量0.0251.650.0270.0020.509.4018.35-0.290.00100.070
表3

OK16.30化學成分%元素CMnPSSiNiCrMoCuBCoFN含量0.0121.740.0120.0090.3612.216.52.80.07-0.15
2.2 焊接工藝的選擇
超低碳不銹鋼薄壁管的焊接采用手工鎢極氬弧焊(TIG)[3],使用脈沖電弧,它具有熱輸入低、熱量集中、熱影響區小、焊接變形小、熱輸入均勻等優點,能較好地控制線能量。氬氣是惰性氣體且密度比空氣大,在焊接過程中能良好的隔絕大氣,防止氫、氮、氧等氣體對電弧及熔池的影響,母材及焊絲的合金元素不易燒損。使用明弧焊接、施焊方便,電弧穩定,焊縫成形美觀;接頭組織致密,綜合機械性能好[4]。焊機采用瑞典機型ESAB-LTN255。
2.3 焊接坡口加工和接頭組對
對不銹鋼薄壁管焊縫坡口的準備均用手工打磨的方式,同時用不銹鋼拋光刷及丙酮清理坡口內外邊緣10~15 mm處焊件表面氧化物、油污等。
坡口形狀和接頭組對示意圖見圖1,焊接位置為5G1T,焊接方向為由下向上爬坡焊,該位置在管道焊接中具有典型性,如圖2所示。涉及平焊(示意圖中12點位置)、立焊(示意圖中3、9點位置)、仰焊(示意圖中6點位置)3個基本位置。
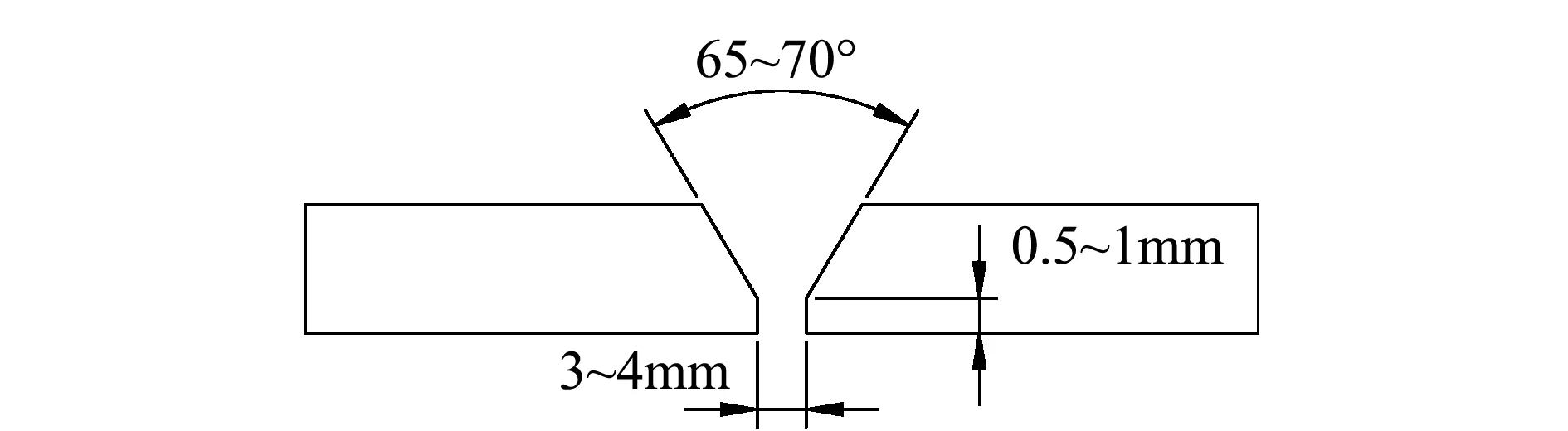
圖1 坡口形狀及接頭組對示意圖
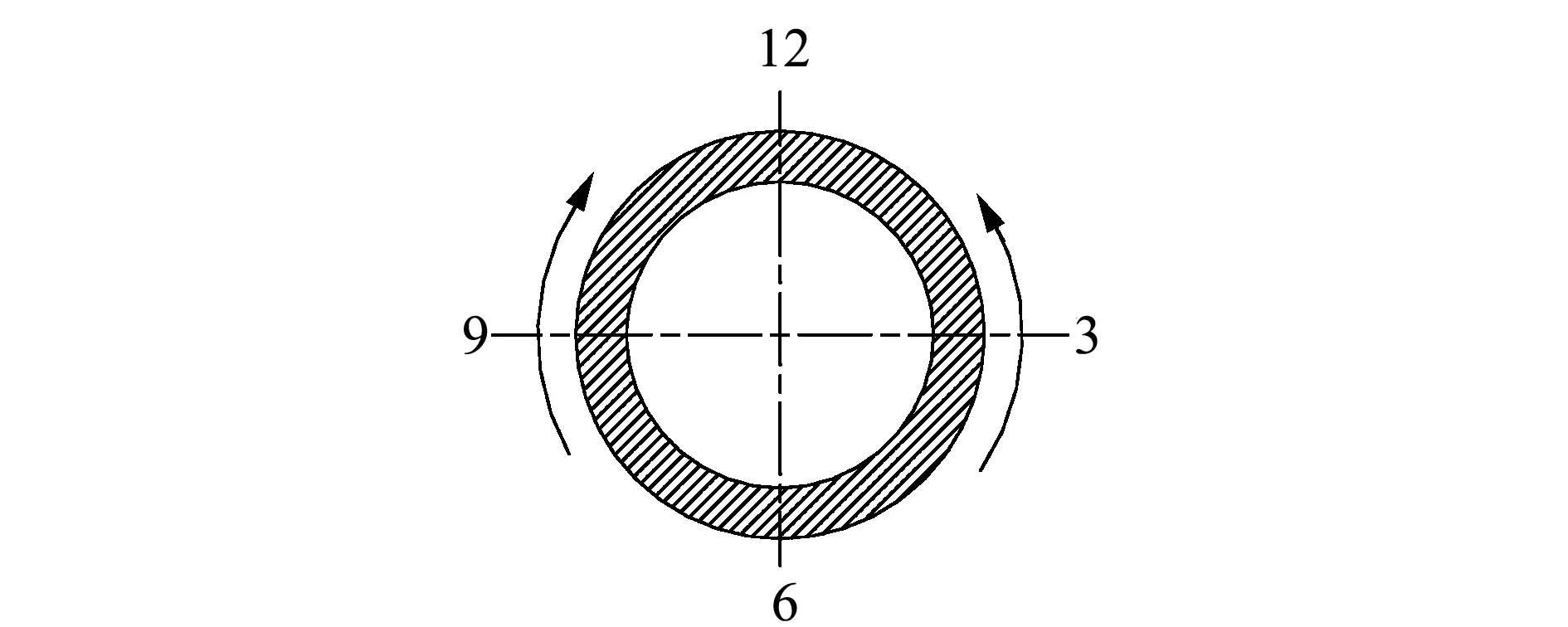
圖2 水平固定焊接位置示意圖
2.4 背面根部保護-氬氣室的制作
不銹鋼管道焊接前,為了解決管道背面氧化問題,必須在背面進行充氬保護,在焊縫兩側的管內制做氬氣室。氬氣室的制作一般有兩種方法,使用堵板或者水溶紙。水溶紙時在田灣核電項目中從俄羅斯引進的一種背面充氬保護方式, 嶺澳二期中,當在很長的管段或最后焊口連接時,無法用橡膠堵板的情況下,采用水溶紙和水溶膠帶來代替堵板。用水溶膠帶將水溶紙粘貼在管子內部,再由閥門或異徑三通處插入充氣管。焊接結束,水溶紙在沖洗或水壓試驗時溶成漿糊狀,隨水排走。
在試驗中,使用橡膠堵板制作氬氣室,如圖3所示。
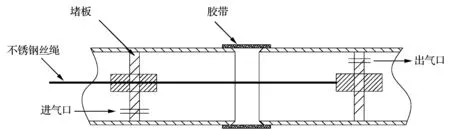
圖3 氬氣室示意圖
為防止鐵素體對超低碳不銹鋼管道的污染,堵板用耐高溫橡膠(防止高溫變形)制成,中間用膠合板或薄不銹鋼板和不銹鋼絲繩連接,以便焊接完成后取出。焊口用白色耐高溫含碳量相對較低的膠帶封住。制作完成后開始充氬,由于氬氣比重大于空氣,充氣口應設在管口下方,出氣口設在管口上方,以利于室內空氣排凈。
氬氣室制成后進行充氬,氣體流量的選擇對焊縫的質量有一定影響。氣體流量過大,會使管內氣體形成氣流紊亂,造成管內空氣與氬氣混合,致使保護效果變差。為得到穩定的層流,應先用5~10 L/min的氣體流量充氣10~15 min,氬氣密度大于空氣下沉到管道底部,可將管內空氣逐漸從上方出氣口排出。焊接時需要撕開部分不銹鋼膠帶,因此背面充氬流量需要調高至20 L/min。焊前需要對充氬效果進行檢驗,采用在密封膠帶處點火試驗,該方法能間接判斷氬氣保護效果。采用厚度為1毫米左右的不銹鋼薄板,撕開膠帶一部分,將板靠近開口,在小板上引弧,待小板上形成溶池后熄弧。觀察小板與開口接觸面一側溶池形成后的顏色,若顏色呈紫色或金黃色,說明管內氬氣充足,純度達到需求,滿足焊接條件,可進行焊接。若顏色變黑或有菜花狀缺陷出現,說明管內氬氣純度不夠。
點焊使用點固塊,其材質與母材相近,經切割加工制成長方體,點固在坡口外側,如圖2均勻分布在3、6、9、12鐘點位置。采用點固塊主要是為了防止點焊時造成母材坡口根部局部氧化,減少根部接頭數,保證背面成型的均勻性。
2.5 焊 接
由于奧氏體不銹鋼膨脹系數較大,導熱性差,在受熱的過程中,易產生較大的應力和變形甚至過熱,因此,在焊接過程中,應采用盡可能小的焊接線能量,并采用多層多道焊,道間溫度控制在較低水平,試驗中道間溫度控制在不超過90 ℃。
同時管道內壁由于溫度較高很容易被氧化,嚴重時產生背面發黑和菜花狀缺陷等,因此在焊接前管道內壁應采取保護措施。
焊接參數見表4。

表4 焊接參數
2.6 焊接操作手法
焊接操作工藝采用搖擺法焊接,操作技術更加實用、穩定、連貫、可調性強。在施焊過程中,可靈活調整噴嘴與工件的角度及鎢極與工件的距離,使電弧作用集中,熔池易于控制,焊接過程穩定,焊縫外表成型均勻、美觀,有效地避免并減少了焊縫的夾鎢、咬邊、內凹等缺陷。
5G1T位置打底焊道的起弧處在圖2中的6點仰焊位置。起弧前首先將從6點至3點位置的密封膠帶去除后焊接。在仰焊位置由于受熔池重力影響易產生內凹,解決此問題除運用合理焊接規范外,在操作上我們采用了背面加絲工藝,即送絲方向是由焊縫背面送入熔池,提高了根部透度,如圖4所示。
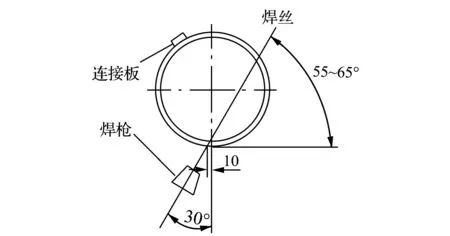
圖4 背面加絲方法
焊接完成在鐘點12位置處收弧。收尾時應預先將接頭處焊縫磨成斜坡,以便與新熔池有良好的搭接,達到圓滑過渡的目的。焊接完成后為防止收弧區焊縫金屬氧化,應保持焊槍氬氣輸出持續10~20 s。打底焊道完成后,應適當調小背面氬氣流量。
2.7 焊接過程中對變形的控制
試驗中為防止焊后軸線方向水平度變形問題,采用了分段對稱焊接,順序如圖5所示,A圖和B圖順序不同,試驗中每焊完一層采用另一種焊接順序,使焊接應力均勻分布。
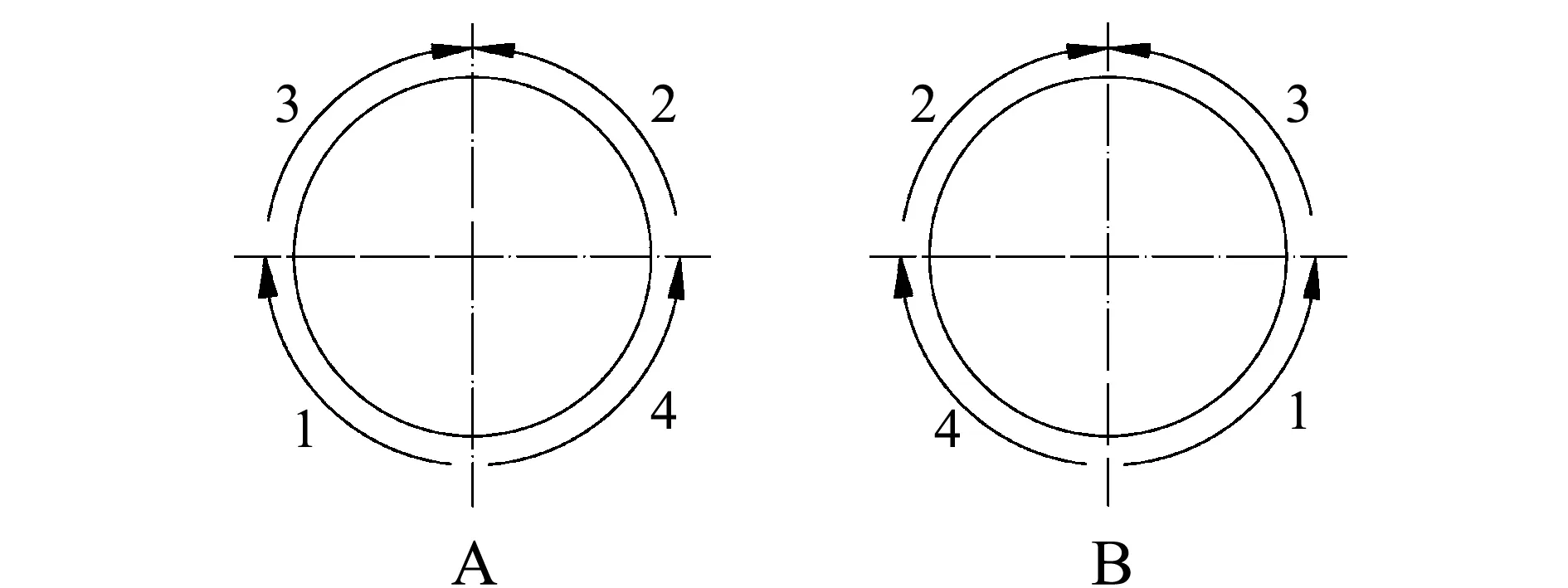
圖5 焊接順序
對于變形的控制還可以采用反變形措施,水平固定管組對時,使仰焊部位(4G)間隙比頂部間隙小2~3 mm,如圖6所示,這樣在施焊到水平位置時,由于焊縫凝固體積收縮,焊口張角自然收縮,使管道軸線達到水平要求。
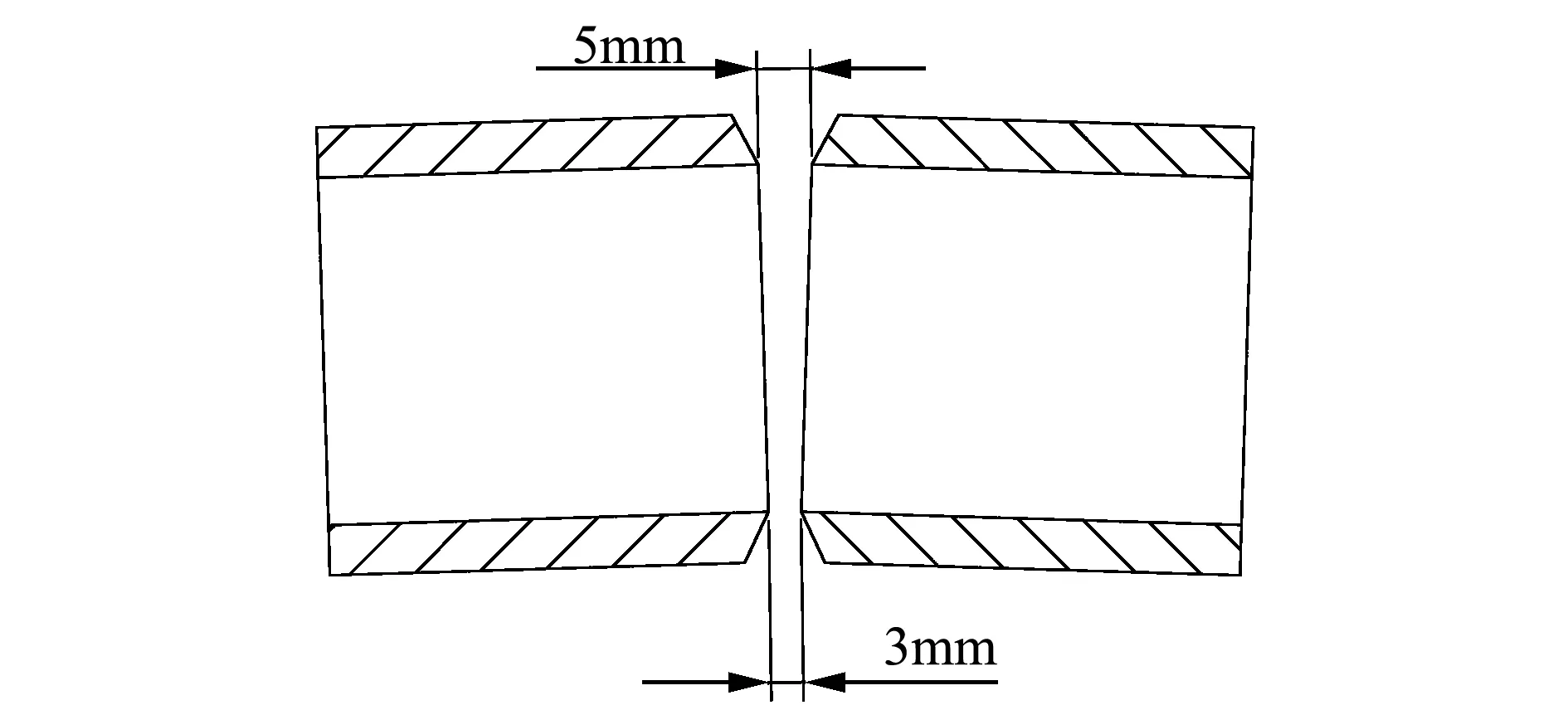
圖6 反變形示意圖
3 結束語
對于超低碳不銹鋼Z2CN18.10薄壁管的焊接,采用手工鎢極氬弧焊是一種理想的焊接工藝,焊縫成形良好合格率高。通過調節合適的焊接工藝參數,采用多層多道焊工藝,利用氬氣室進行背面保護,有效避免了焊接中產生的接頭氧化問題。通過對焊工的操作技能進行培訓,打底焊接時使用背面送絲工藝和分段對稱式焊接,或者采用反變形法,有效的解決了薄壁管焊接時產生的變形問題。
[1] 李相明.不銹鋼刮板冷凝器大開孔的焊接變形控制[J].金屬材料的焊接,Vol.30,No.6, 42-44,2001.
[2] RCC-M第五冊M篇不銹鋼、特殊合金及其他材料[J].1993.
[3] 熱力發電[M].2007.
[4] 魏曉彤.不銹鋼薄板焊接方法的探討[J].廣州化工,2010,5(38):234-236.
[5] 重慶交通大學學報[S].
Nuclear Power Plant in the Super Low Carbon Stainless Steel Pipe Welding Technology of Thin-walled Research Difficulties
LI Wei-long
(State Nuclear Power Engineering Company, Shanghai 200233, China)
Aiming at the difficulty of Ling Ao phase two nuclear island installation project in butt welding low carbon stainless steel thin wall pipe encountered are analyzed and solved, by using reasonable welding method and process parameters, and the corresponding welding technique, solves the problem of thin-walled tube in the process of welding deformation problem of easy oxidation and joint problems.
Z2CN18.10; Thin wall stainless steel pipe; TIG; Argon chamber; The back wire feeding process
10.3969/j.issn.1009-3230.2015.03.008
2015-02-10
2015-02-21
李偉龍
TM623.3
B
1009-3230(2015)03-0035-04
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代貴州(2019年41期)2019-12-13 09:28:56
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
中國共青團(2015年7期)2015-12-17 01:24:38
制造技術與機床(2015年10期)2015-04-09 07:06:00
