柔性石墨板軋制生產線研制
2015-06-07 09:41:58王長青
鍛壓裝備與制造技術 2015年1期
王長青,崔 成
(1.濟南鑄造鍛壓機械研究所有限公司,山東 濟南 250306;2.濟南大學,山東 濟南 250022)
0 引言
應某公司要求,承接了柔性石墨板軋制生產線的研發制造總承包任務,要求設備精度壽命按20年設計,其中原材料的彭化制備(如圖1)由對方負責。
技術人員參考了一條進口的輥軋生產線。研制過程中,圖紙設計、調研及毛坯預投試制穿插進行。經過一年的努力,車間全套軋制設備調試完畢,成功投入使用。
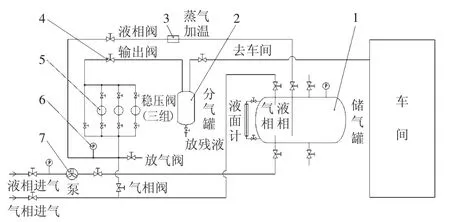
圖1 膨化設備室外管路圖
此生產線的開發成功,填補了石墨板軋制設備的國內空白,甲乙雙方領導在用戶現場終驗收時到場祝賀,對該項研制工作給予了充分肯定。
1 石墨板的軋制工藝流程及設備組成
1.1 工藝流程
成袋的鱗片狀柔性石墨粉經膨化,成為絮狀物,直接落入振動篩上部;振動篩邊均化邊向前輸送絮狀石墨至皮帶鋪裝機,進行刺輥鋪裝和皮帶壓合輸送;形成的粗密度石墨板先完成料頭飛剪進入預輥軋,進行粗軋工序,石墨板進一步輥壓變薄變寬;經過密度檢測裝置的在線跟蹤檢測,進入一次烘干爐邊烘干邊前移,出爐風冷后送入半精軋輥,石墨板經輥壓使厚度尺寸達到設定值;繼續前送,入二次烘干爐,完成加熱風冷進入一次精軋輥,石墨板厚度尺寸接近成品值;接著進入二次精軋,使厚度表面粗糙度均達成品要求;經過厚度儀的在線檢測同時完成廢邊剪切和回收,使石墨板的寬度達成品要求,進入成品料送進輥;經過切斷裝置進入可轉位收卷機紙筒,實現成品石墨板的定長卷取,最后人工卸卷包裝碼垛。正常生產時每個班次需操作工三人,石墨粉入料、成品板卸卷、參數調整各一人。
1.2 主要軋制路線
石墨粉膨化→絮狀石墨鋪裝壓合→粗軋→一次加熱半精軋→二次加熱一次精軋→二次精軋→石墨板成品。
1.3 生產線組成
如圖2所示,該生產線主要由主傳動、石墨膨化機、擋料、刺輥、一次切邊、預軋輥、密度檢測、烘干爐、軋制、冷卻、厚度檢測、二次切邊、廢邊回收、成品料送進、切斷、收卷、護欄、電氣、液壓、氣動、振動供料、托料、壓料及料尾送進、支架、地基、液化氣站等組成。

圖2 柔性石墨板軋制生產線外形
2 生產線主要技術參數
表1所示為SMX-1000X1.5柔性石墨板軋制生產線主要技術參數。
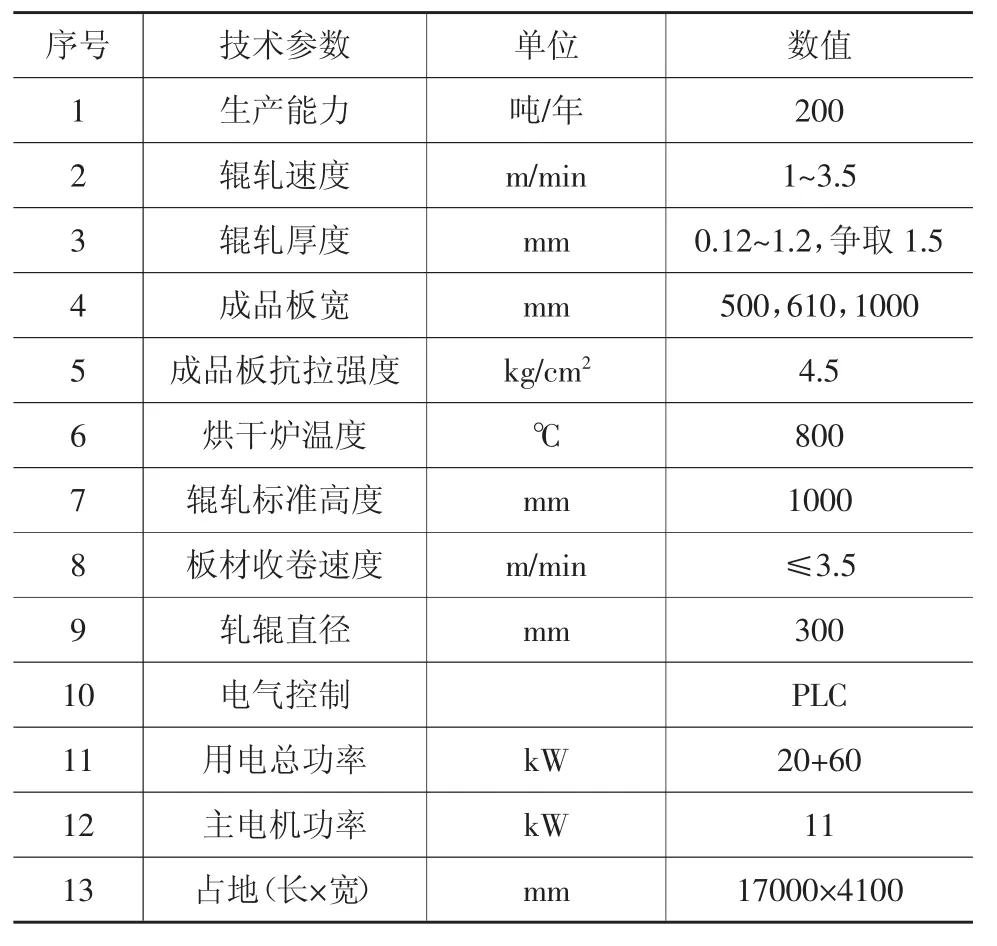
表1 生產線主要技術參數
3 軋制生產線設計技術要點分析
(1)柔性石墨的絮狀物有很強的導電性,在軋制運行過程中可四處飄移,要求整個電氣系統的設計要充分考慮漏電保護和電氣柜的防護等級要提高至IP55,如圖3所示。石墨板連續軋制期間,有兩次通過式烘干,因為材料的導電性,加熱系統設計要求采用硅碳棒加熱,不能用傳統的電阻絲加熱,如圖4所示。

圖3 防護IP55的電氣柜

圖4 硅碳棒烘干爐
(2)要求主傳動對軋輥的輸出速度在規定范圍內連續可調,采用錐皮帶輪氣動控制聯調的方式,如圖5所示。
圖5 軋輥速度連續可調
(3)根據膨化后棉絮狀石墨為散狀的特點,振動篩(圖6)接料并為刺輥鋪裝皮帶壓合(圖7)送料,振動篩的激振頻率和速度可連續調整,解決了散物料的可調供應問題。

圖6 振動篩
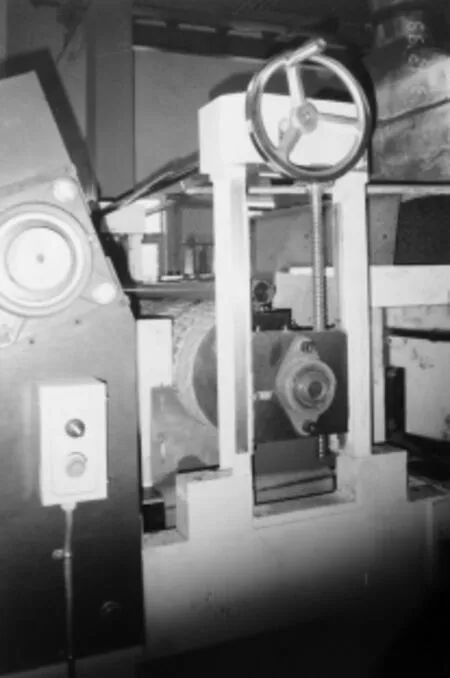
圖7 刺輥鋪裝皮帶壓合
(4)粗軋精軋各輥設置單獨的蓄能器(圖8),保證了軋制過程中軋制壓力的靈活調整。半精軋、一次精軋、二次精軋的料倉張緊輥的張緊力由調試時移動平衡塊來調節,上下位置由氣動平衡缸通過凸輪控制氣閥來自動調節(圖9)。

圖8 單置蓄能器
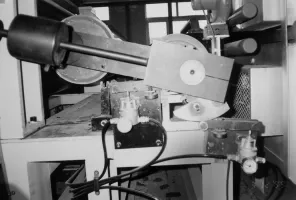
圖9 張緊力和位置的調節
(5)生產線前端的密度在線檢測、后端的厚度在線檢測、前端的料頭飛剪及后端的廢邊切斷回收均為軋制工作的連續可靠運行和成品質量提供了有力的保證。可轉位收卷機的設計為成品料的人工下卷上筒留出了足夠的時間。全線PLC閉環控制,有危險的操作互相聯鎖制約,大大提升了設備運行的安全性指標。
4 軋制生產線制造調試技術難點、關鍵點
(1)整線設計方案確定。主要參數不變的前提下,課題組首先安排了十根鍛坯輥軋和刺輥的投產;提前編寫了加熱爐和振動篩的技術要求,并與裝配圖設計同步確定供應商采購合同。然而在發貨前預(圖10)。課題組在設備制造過程中,為甲方膨化設備的制作提供了有力的理論技術支持。驗收時發現軋輥表面硬鉻層脫落現象,課題組認為這是關重件的重要質量問題,于是重新聯系供應商,進行了解鉻、鍍前磨削、電鍍鉻層、鍍后磨削的補救措施,技術人員全程跟蹤指導,修復十根輥子耗時二十多天。
(2)在設備單機部裝之初,技術人員親自帶隊到用戶現場查驗地基質量,完成了設備地基板的安裝調平工作(框式水平0.02以內),并用膨脹水泥進行二次灌漿,為后期設備就位和精度調整奠定了基礎
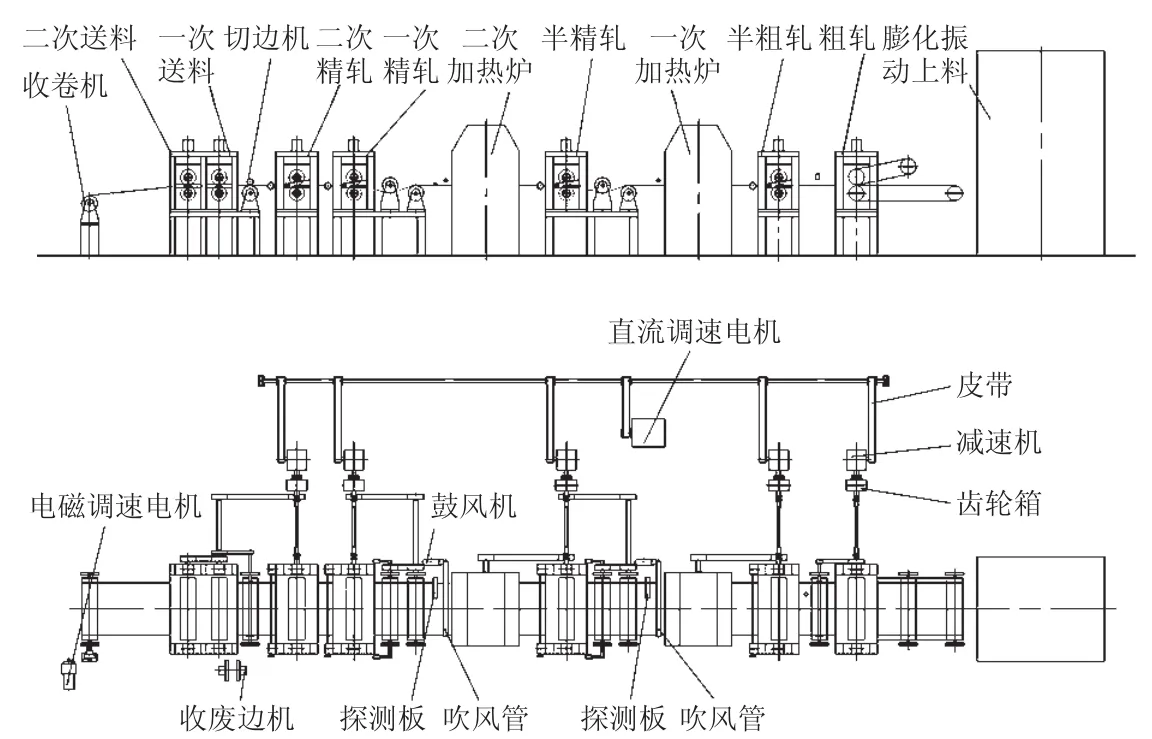
圖10 設備布置示意
(3)在用戶現場調試的主要難點是平衡缸凸輪的圓弧半徑尺寸和安裝位置確定,如圖11所示。
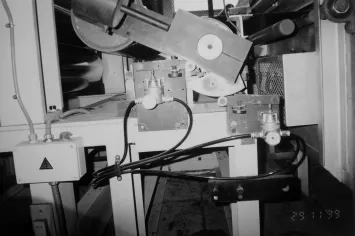
圖11 平衡缸凸輪
(4)另一難點是成品板料定尺測量計數輪的齒數設計,需要在現場調試確定實際值,如圖12所示。
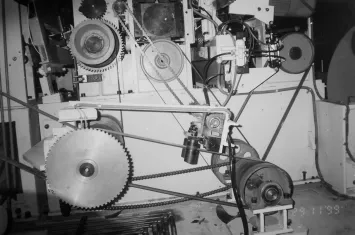
圖12 計數輪
5 結語
該線的研制涉及機械、電氣、液壓、氣動、測量、熱力、環保等綜合技術的應用。該線的投入使用,加快了國產石墨板軋制設備替代進口的步伐,充分說明進口設備國產化研發方向是技術進步的有效途徑。
[1]顧家林,高 勇,康飛宇,等.柔性石墨板的力學性能與微觀結構的關系[J].新型碳材料,2001,16(1).
[2]全國工業機械電氣系統標準化技術委員會.GB5226.1-2002機械安全 機械電氣設備[S].北京:中國標準出版社,2002.
[3]成大先.機械設計手冊[M](第三版).北京:化學工業出版社,1994.
[4]雷天覺.新編液壓工程手冊[M].北京:北京理工大學出版社,1998.
[5]談文華.新編實用電氣技術[M].北京:機械工業出版社,1992.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
工業設計(2016年12期)2016-04-16 02:52:00