五面體龍門加工中心附件頭故障處理
2015-06-01 03:36:32譚立崗
制造技術與機床 2015年4期
關鍵詞:故障
譚立崗
(中國北車集團大同電力機車有限責任公司,山西 大同 037038)
五面體龍門加工中心主要適用于加工大型復雜工件,通常配備多個附件頭,附件頭根據工件的加工要求進行特殊設計,一般分為直角頭、立銑頭、特殊角度頭以及萬能頭等。為實現刀具和附件頭的自動交換,以及直角頭的旋轉功能,主軸內配有自動松拉機構。韓國HPM-30L五面體龍門加工中心為動梁式,使用FANUC 18i數控系統,主軸配有標準立銑頭、加長立銑頭、標準直角頭和窄直角頭。當主軸掛載立銑頭時,松拉附件頭與松拉刀是同一套機構。當主軸掛載直角頭銑頭時,松拉附件頭機構與松拉刀機構無關,松拉刀是靠直角頭的內部結構實現的。本文結合主軸掛載立銑頭時的刀具自動交換和各附件頭之間自動交換時出現的松拉刀或附件頭不到位故障,分析松拉附件頭機構的工作原理,查找故障點,最終排除故障。
1 松拉附件頭機構工作原理
韓國HPM-30L五面體龍門加工中心的主軸松拉附件頭機構可實現立銑頭的刀具松拉、各附件頭的松拉、和直角頭的旋轉功能。如圖1所示,為主軸松拉附件頭機構的執行機構——串聯油缸,通過控制上中下油腔的進油順序,使油缸活塞桿保持在不同的三個位置,分別為拉緊位置、旋轉位置和松開位置。當油缸上油腔進油,中下油腔回油時為旋轉位置;當油缸中油腔進油,上下油腔回油時為松開位置;當油缸下油腔進油,上中油腔回油時為拉緊位置。
1.1 串聯油缸的拉緊位置功能
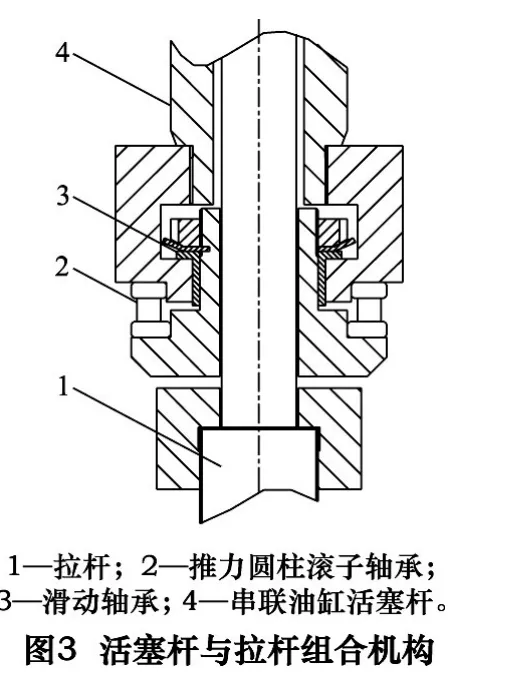
當串聯油缸在拉緊位置時,可實現附件頭和刀具的夾緊功能。此時串聯油缸的活塞桿在最上端,拉桿在主軸內的碟型彈簧的作用下到達上死點,如圖2所示,拉桿與拉爪連接,拉爪帶動拉釘向上移動,使附件頭和刀具拉緊。此時活塞桿與拉桿的位置關系如圖3所示,兩者之間有3mm的間隙,以實現主軸帶動拉桿旋轉時與油缸活塞桿不接觸。

1.2 串聯油缸的旋轉位置功能
串聯油缸的旋轉位置是專為直角附件頭設計的,以實現不同角度平面的加工。當串聯油缸由拉緊位置到達旋轉位置時,油缸活塞桿向下運動,消除3mm的間隙后,推動拉桿再向下運動8mm,此時附件頭也隨之向下,脫開附件頭的定位裝置(鼠牙盤),再由旋轉機構實現直角附件頭的旋轉功能,在附件頭旋轉過程中,為了使活塞桿與拉桿不產生旋轉摩擦,如圖3所示,采用一個推力圓柱滾子軸承和一個滑動軸承組合機構過渡。

1.3 串聯油缸的松開位置功能
當串聯油缸活塞桿到達松開位置時,可實現立銑頭松刀和附件頭松開功能。此時串聯油缸活塞桿向下運動,消除3mm的間隙后,推動拉桿向下運動19mm,如圖2所示,附件頭拉爪完全打開。當要實現立銑頭的松刀功能時,旋轉機構對附件頭處于拉緊狀態,拉桿推動立銑頭拉釘向下運動,通過立銑頭內部機構實現刀具的松開;當要實現附件頭松開功能時,旋轉機構與附件頭脫離,附件頭與拉桿一起向下運動,直到附件頭拉爪完全打開,實現附件頭與主軸的分離。
2 典型故障實例分析
2.1 故障現象與分析
韓國HPM-30L五面體龍門加工中心在使用過程中,先是在立銑頭自動刀具交換過程中偶爾出現機械手主軸側拔不出刀或裝刀不到位報警,手動恢復后能正常工作,但隨后出現的頻率不斷提高,需采取維修措施。根據以往的經驗,拔不出刀或裝不進刀的直接原因就是拉爪沒有完全打開,使拉釘的進出不順暢,而拉爪是否能完全打開是靠拉桿推動附件頭拉釘下移的位置決定的,如果下移的距離不夠,就會出現上述故障。在松拉刀過程中系統沒有報警,說明圖1所示的檢測位置開關動作正常,串聯油缸的各動作行程正常,應與電氣故障無關,問題應該出在油缸與拉爪的中間環節。由于機床隨機資料有限,對中間環節的機械結構不了解,無法判斷故障點。最簡便的解決方法就是加厚圖2中的調整墊(機床廠家調試時采用過),調整后效果很好,但隨后又出現同樣的故障。反復調整幾次后,出現震刀現象,發現是刀拉不緊造成的,之前還出現過附件頭拉不起來故障。分析原因應該是加厚調整墊后雖然可以補償拉桿下移的距離,但拉桿拉緊時的位置是固定的,加厚調整墊使拉桿變長,造成刀和附件頭的拉爪回程不夠,拉爪沒有完全拉緊拉釘,從而出現拉不緊刀或拉不住附件頭故障。拉桿下移行程不夠靠調整墊只是治標不治本的方法,要徹底解決故障需檢查串聯油缸與拉桿之間的機械結構。
2.2 故障原因與分析
由于沒有相關機械結構的圖紙,只能邊拆邊分析故障原因,最終發現是圖3中的推力圓柱滾子軸承壞了,滾子散落沒有了,在推動拉桿時相當于活塞桿變短,使拉桿向下的行程變小。開始通過加厚拉爪處的調整墊可以補償,但隨著直角頭旋轉時活塞桿與拉桿在沒有軸承的作用下相互磨損,使拉桿的行程越來越小,在加厚調整墊保證松刀位置的同時,拉桿的回程變小,因此出現拉不緊刀和拉不住附件頭現象。
2.3 故障處理與效果
故障點明確后,對損壞部件進行修復或更換,對松拉機構進行現場測繪,制圖存檔,再把拉爪處的調整墊恢復,安裝好后恢復正常。但用了幾個月后又出現同樣的故障,拆開后發現還是軸承原因,應該是裝配時出了問題。先是按上次的方法進行裝配,當裝配好軸承后,發現活塞桿前端的旋轉部件手動旋轉不了,分析應該是螺帽擰得太緊,使軸承的預緊量太大,在旋轉過程中造成軸承的損壞,調整好預緊量后,安裝好后經近一年的觀察,再未出現此類故障。
3 結語
五面體龍門加工中心松拉附件頭機構需要掌握3個關鍵點:串聯油缸3個位置的電氣控制原理、活塞桿與拉桿的組合機構、附件頭拉爪的調整。掌握了這3個關鍵點的工作原理和調整方法,就會很快判斷故障點并解決故障。值得強調的是在拆解組合機械部件時要仔細分析各部件的作用和配合關系,以免在裝配過程中出錯,造成不必要的麻煩。
[1]機械設計手冊編委會.機械設計手冊:第3卷[M].3版.北京:機械工業出版社,2004.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
