薄壁零件加工工藝方法分析
2015-05-30 23:39:33周鑫
企業(yè)技術開發(fā)·下旬刊 2015年12期
周鑫
摘 ?要:為解決薄壁零件在機械加工中易變形、尺寸公差、形位公差難于保證的問題,文章通過合理安排工藝路線、高速銑、對稱分層銑削、增加工藝加強筋的加工方法,有效地降低了零件在機械加工過程中的變形,提高了零件精度,為類似薄壁件的加工提供了參考。
關鍵詞:高速銑;對稱分層銑;加強筋
中圖分類號:TG5191 ? ? 文獻標識碼:A ? ? ?文章編號:1006-8937(2015)36-0071-01
薄壁零件以質量輕、節(jié)約材料、結構緊湊等優(yōu)點,已廣泛應用于航空航天工業(yè)。但該類剛度較低,易變形,加工精度難以保證,直接影響到產(chǎn)品的加工質量。
1 ?引起薄壁件變形的因素分析
引起薄壁件變形的因素,如圖1所示。
對影響薄壁件加工精度的因素有所了解后,我們通過對工藝參數(shù)進行合理設置,對工藝路線進行合理安排刀具參數(shù)、走刀路徑與方式等方面進行考慮及優(yōu)化,控制影響變形的可控因素,從而減小零件變形。
2 ?裝夾方式的合理選擇
對于薄壁件而言,零件的裝夾是一個非常重要的問題。在選擇定位基準進行裝夾時,通常選用面積較大、精度較高的面,裝夾點應盡可能對稱。常用裝夾方式有:虎鉗、壓板、三爪卡盤。對于銑加工來說,通常時采用虎鉗在工件兩端施加作用力而夾緊,但對于薄板類來說容易造成裝夾變形,如圖2所示,壓板裝夾如圖3所示。
而壓板裝夾不僅可以解決受夾緊力裝夾變形的問題,而且四周銑削后,切斷前,零件與毛坯之間有0.1~0.2 mm的粘接,所以內應力的產(chǎn)生不會造成零件有較大變形。現(xiàn)在對于精度特別高的零件采用真空吸盤直接吸附零件,不需要額外的外力夾緊工件,從而能有效的減小零件變形。
3 ?數(shù)控銑削方式的合理選擇
零件加工中,在其它條件不變,加工時間的長短取決走刀軌跡的長短。因此合理選擇走刀軌跡對提高加工效率有很大影響。對于腔體類零件一般走刀軌跡有行切法和環(huán)切法兩種,如圖4所示。
與行切法相比,零件受對稱切削力,應力釋放均勻,可一定程度上提高零件的加工精度。同時,當零件上有對稱腔體時,不宜一個腔體加工完再加工另一個腔體,采用分層對稱環(huán)切可有效控制產(chǎn)品的質量。
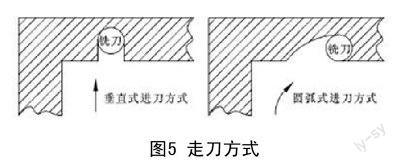
精加工時,一般內腔已經(jīng)進行了粗加工,這時再加工腔體外壁時,尤其由于薄而長的零件。應采用單邊順銑的方式,切削厚度比逆銑時大,切屑短而厚,且變形小,零件受單邊切削力,切削紋理一致,切削震動小,比雙向銑削行切法加工對零件加工精度控制得好,如圖5所示。
當進行端面銑削、臺階等刀具必須由外側進刀時,垂直式進刀方式對零件的有一定的撞擊,而圓弧式進刀,零件在銑削時受力變化緩慢,零件與刀具的受力變小,從而能有效控制表面質量。
4 ?合理選擇工藝路線
某航天零件翼板,如圖所示,屬于高精度薄壁零件,材料為2A12-H112,分析該零件的特點,并通過合理制定工藝流程,有效地控制了零件的變形。
4.1 ?零件的結構特點
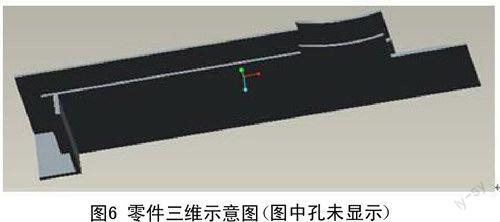
某機用薄壁零件,如圖6所示。
該零件的結構特點如下:
①零件主要尺寸為狹長通槽,其余為約尺寸。狹長部分尺寸為184 mmX50 mmX30 mm(不含凸臺部分)。
②零件形狀多變、壁薄。加工要素有凸臺、圓弧及加強筋,該件狹長部位的厚度為1 mm。
③精度較高,加工難度大。雖然該翼板各個面、尺寸公差為5~6級,由于狹長部位壁厚僅為1 mm,金屬去除率大(約為90%),且隨著加工的進展,無法用虎鉗裝夾,需多次倒壓板才能完成整體加工,因此這類零件的加工工序的合理安排就成為保證零件加工質量的關鍵因素之一。
4.2 ?工藝方案的設計
薄壁零件的加工,一般按粗加工、熱處理、半精加工、精加工的順序安排工序。對于變形較大的零件,加工順序具體如下:粗銑內外形及筋高→熱處理→精銑外形及各凸臺→精銑內腔→去除加強筋→零件校正。
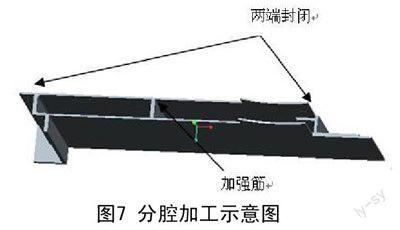
①虎鉗裝夾毛坯,Ф20白金鋼立銑刀粗加工外形、Ф10加長立銑刀粗加工內腔,狹長通槽兩端封閉加工,內腔中間留有 2 mm加強筋,分兩小腔。單邊各留余量1 mm,如圖7所示。
②采用低溫退火,用來去除機加產(chǎn)生的應力,進一步穩(wěn)定材料內部組織和尺寸精度要求較高的部位。
③精加工分為三個工步:
首先,Ф10和Ф8立銑刀,倒壓板、銑削外形各臺階、缺口加工至尺寸。然后,采用半精加工和精加工方式進行數(shù)控銑。一次裝夾先用Ф16硬質合金立銑刀銑削圓弧。深腔部位,先Ф10硬質合金刀進行內腔的粗加工,粗加工采用分層對稱銑削的方式。精加工Ф6硬質合金加長立銑刀,數(shù)控銑采用對稱分層對稱銑削兩小凹腔,同時采用高速銑和螺旋下刀的方式。零件腔體的中間位置下刀,然后一次走刀由中間向四周側壁延伸,下切步距為3、側向布局為3,結合使用這兩種辦法,讓應力均勻釋放可有效減小切削應力不均勻和零件剛性不足造成的切削震動和應力不均勻造成零件變形。
最后,轉立銑用墊塊虎鉗裝夾工件,用Ф6加長立銑刀銑削加強筋,同時將封閉腔體兩側銑通。
5 ?結 ?語
通過分析引起薄壁件變形的原因,結合本單位生產(chǎn)薄壁件的加工方法,研究了控制薄壁件的變形的一些措施,最后結合實例,完成了薄壁零件的加工工藝的設計,很好地控制了零件的加工精度,為類似薄壁件的加工積累了經(jīng)驗。
參考文獻:
[1] 王繼群.薄壁類零件數(shù)控加工工藝改進分析研究[J].北京工業(yè)職業(yè)技 ? 術學院學報,2013,(3).
[2] 趙如福.金屬機械加工工藝人員手冊(第3版)[M].上海:上海科學技術出 ? 版社,1990.
[3] 王興逵.機械制造工藝學[M].北京:機械工業(yè)出版社,2008.
[4] 楊慧娟.加工不銹鋼的外圓車刀[J].機械工人(冷加工),2004,(12).
[5] 周澤華.金屬切削原理[M].上海:科學技術出版社,1984.
[6] 鄭修本.機械制造工藝學[M].北京:機械工業(yè)出版社,2006.
