一種特殊結構翼子板翻邊模具的設計
2015-05-30 17:56:03王智生
中國市場 2015年15期
王智生
[摘 要]在模具設計中,經常會遇到產品表面要求較高、普通結構難以實現、需要選用一些特殊機構完成復雜工作內容的情況,本文將以一套翼子板斜楔翻邊成型模為例,具體講述一些空間緊湊特殊機構的應用方法。
[關鍵詞]翼子板;封閉翻邊;復雜成型機構
[DOI]10.13939/j.cnki.zgsc.2015.15.155
1 引 言
轎車市場競爭日趨激烈,市場對轎車制件的外觀質量,個性化需求越來越高,這對轎車造型研發提出了更高的要求。高端轎車的外觀給人以厚重、硬朗、流暢的感覺,這些成功的制件造型,與其沖壓模具的復雜機構技術是分不開的,翼子板作為轎車外覆蓋件,他的表面質量及尺寸精度要求極高,不僅要求表面光順,棱線清晰,為滿足匹配要求,周邊尺寸精度嚴格。在模具設計中如果在翻邊成型過程不控制其成型過程,將會產生起皺、波浪、銳棱移動等問題,延長調試周期,提高制造成本。本文將以一款迎合年輕消費市場設計的SUV車型的翼子板翻邊模具具體講述下翼子板成型模及其復雜機構。
2 工藝內容分析
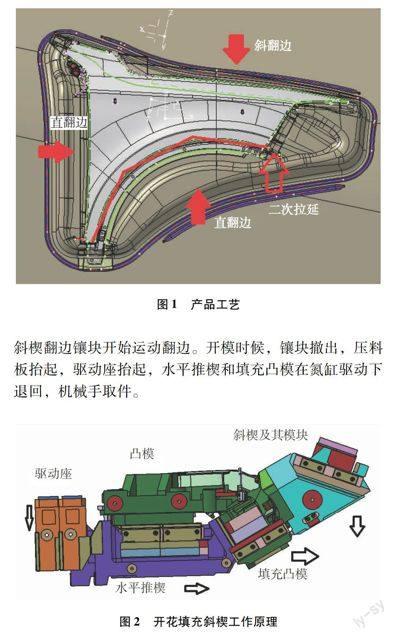
如圖所示,此翼子板產品比較普通轎車翼子板較大,造型相當尖銳,銳棱區明顯,成型鑲塊必然強度較弱。模具為整體封閉翻邊成型模具,左邊和下邊位置為直翻邊,其相交處為整形區域,上邊為斜楔翻邊整形,輪罩區域需要二次拉延.從工藝內容具體分析,斜翻邊由于翻邊完成后從豎直方向無法取件,需要做開花填充凸模,在完成翻邊后撤出制件區域方便機械手取件,下邊翻邊和二次拉延需要在本序完成,那么整形鑲塊需要做成彈性原件的同時需要作為翻邊鑲塊的壓料板。
3 設計過程
3.1 開花填充斜楔設計
由于制件拳頭區比較尖銳,轉軸機構不適用,所以采用水平推楔機構。
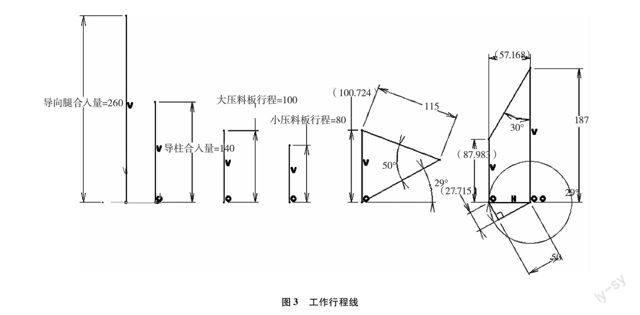
工作過程簡述:如圖3工作行程線圖所示,坐標0點表示下死點,在距離下死點187mm時,上模驅動座斜面接觸推動水平推楔,楔動水平推楔水平運動57.1mm,水平推楔斜面推動填充凸模運動50mm。當距離下死點87mm時上模驅動座豎直面與水平推楔接觸水平推楔,此時驅動座只起到支撐作用,水平推楔和填充凸模均停止運動,填充凸模到位。距離下死點80mm時小壓料板壓料,斜楔翻邊鑲塊開始運動翻邊。開模時候,鑲塊撤出,壓料板抬起,驅動座抬起,水平推楔和填充凸模在氮缸驅動下退回,機械手取件。
3.2 過橋結構與鑲塊設計
由于封閉翻邊,為了保證壓料板強度需要做過橋結構,壓料板行程100mm,安全銷行程120mm,鑲塊和壓料板之間空開需要130mm,翻邊鑲塊的安裝螺釘孔和銷孔設計在鑲塊兩端,壓料板的過橋從鑲塊中間穿過,這樣可以保證鑲塊安裝的穩定和安裝座的強度。
3.3 斜翻邊和直翻邊相交處接刀處理
由于是封閉翻邊,直翻邊與斜翻邊的凹模鑲塊相交點如不作處理,必然由于工作方向問題相撞,所以在其相交處,把直翻邊鑲塊的工作點做高60mm,讓其先行合入,當直翻邊完成后斜翻邊鑲塊進入,此時只需要在直翻邊鑲塊上作空開處理即可。
3.4 電氣路設計
翼子板產品由于產品弧度較大,定位極難,在成型過程中,在鑲塊帶動下容易竄動,一旦竄動,前序沖孔的精度將無法保證,同時翻邊完成之后制件容易包在凸模上,所以需要設計抓件真空吸盤和氣動刮料裝置。
制件在初導向控制下滑向凸模表面,到達凸模表面時按下氣源開關,真空發生器工作,從而真空吸盤排氣抓緊制件,制件無法竄動。
翻邊模具由于產品形狀各異,在翼子板制件四周存在如上圖的各個角部區域,在兩個方向都翻邊的情況下,就會如同包餃子一樣產生褶皺,把制件緊緊包裹在凸模表面,在凸模上安裝兩個汽缸,汽缸上安裝2個分布在制件角部的掛料器,當工作開始,汽缸排氣,帶動掛料器收回,移動到翻邊凹模鑲塊的下死點位置以下,不妨礙其工作,當工作結束,汽缸充氣,帶動掛料器頂起,掛松制件,自動線橫梁帶著機械手進入模具,抓緊制件就可以帶走制件。有效防止了帶件不走,模具內存雙件壓壞模具的問題。
當斜楔翻邊存在上述的角部包件問題時,此時就需要如下裝置:安裝在翻邊鑲塊上的頂塊,安裝在底板的底板的掛料器和驅動掛料器的氮氣彈簧。當工作時,翻邊鑲塊上的頂塊由于比鑲塊高,所以在翻邊前接觸掛料器,將其押到工作區域以外,翻邊完成后在氮氣彈簧的驅動下將包裹在凸模的制件刮離凸模。
4 問題點分析
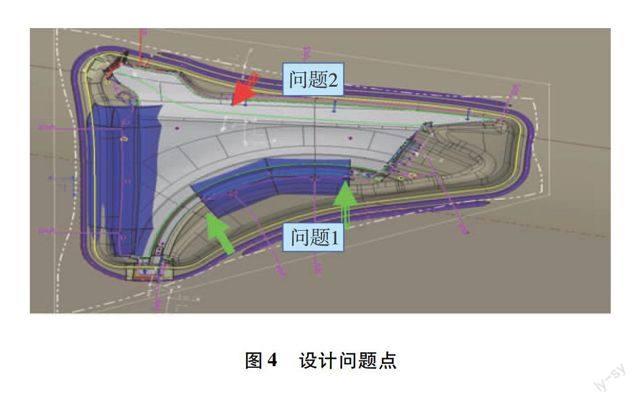
(1)該翼子板在輪罩處有一個約18mm左右的臺階,臺階下的法蘭面上帶常規的負角翻邊。該臺階的圓角和拔模角都沒能滿足拉延的需要,無奈只能采取過拉延的方式滿足拉延成形的需要,這就給本序翻邊整形帶來困難,如果用鑲塊連翻帶整臺階表面起皺切無法控制,其上的孔也無法保證質量(沒機會整后沖),工藝上沒有解決措施,依賴于結構設計去減輕這種缺陷(不是解決)。
(2)拉延與本序存在轉角,同時用戶的產品的拳頭區有1°負角在工藝設計中無論怎樣設計都不能消除,在溝通用戶拒絕修改的情況下,也需要結構設計解決,傳統的斜壓料可以解決工作的壓料問題,但是如果直壓料和斜壓料是分離式的,在其接縫處起波浪的問題不可控制,對于翼子板這樣的外覆蓋制表面要求極高的制件無疑是一顆定時炸彈!如果直壓料和斜壓料采用子母式,對于本序這樣工序內容緊湊的模具是難上加難啊!
5 問題解決方案
(1)將過拉延的整形鑲塊做成彈性部件,即主壓料板邊上的副壓料板(紅箭頭所指的弧形狹長區域),為了保證副壓料板的強度及保證布置氮氣缸所需要的空間,刀把下部的CAM翻邊不在本序完成(綠箭頭所指)。
副壓料板動力不足,所以整形過程中的某一過程還是個失控狀態,最后靠小壓料板鐓死來完成翻整過程。
(2)由于負角區域較小(長度約120mm),于是提出采用楔動壓料板,依靠上底板和壓料板之間相對運動,驅動楔壓料板在主壓料板扶住板料,主壓板采用大行程,在翻邊鑲塊尚未工作前,完成負角區域壓料。
通過此結構達到了采用一拖二式子母壓料板的形式,且相對結構簡單滿足了結構設計需要。此模具現在已經調試完畢,一拖二的特殊壓料板結構可以順暢完成工作內容,且達到質檢要求。
市場是一切的方向標,消費者的喜好的產品勢必為我們的模具制造業制造一些困難,我們模具設計者通過不斷的自我完善,通過通常的模具結構和復雜機構的應用,解決了用于工序不足并且翼子板制件表面要求較高對模具設計所產生的問題,此模具所生產的翼子板的車型已經在公路上馳騁并且贏得消費者的好評。