宏程序在圓管與橢圓管相貫坡口加工中的應用研究
2015-05-30 10:48:04王祥禎連俊茂
科技創新與應用 2015年36期
王祥禎 連俊茂
摘 要:通過建立圓管與橢圓管相貫線的數學模型,確定刀具的運動軌跡,根據運動軌跡編制相貫坡口加工用宏程序,通過修改變量控制相貫坡口的加工精度,解決圓管與橢圓管相貫坡口加工的手工編程難題。
關鍵詞:圓管;橢圓管;相貫線;坡口;宏程序
引言
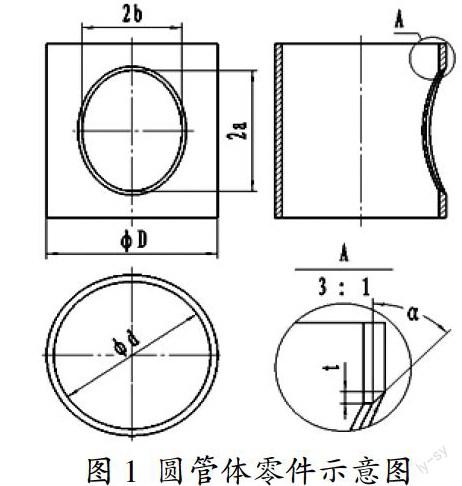
石油、化工、電力等行業中經常有不同直徑的圓形和橢圓形管件需要焊接。圖1所示為一圓管零件示意圖,由于該容器制造質量要求較高,所以焊接前在管件上需要先加工坡口,由于兩管件的結合部為圓柱與橢圓柱的相貫線,故只能采用數控銑削加工。由于相貫線為空間曲線,編程方法只能采用CAM輔助編程或宏程序編程,而宏程序具有較好的易讀性和易修改性,且通用性極強,文章通過建立圓管與橢圓管相貫線的數學模型,編制相貫坡口加工用宏程序。
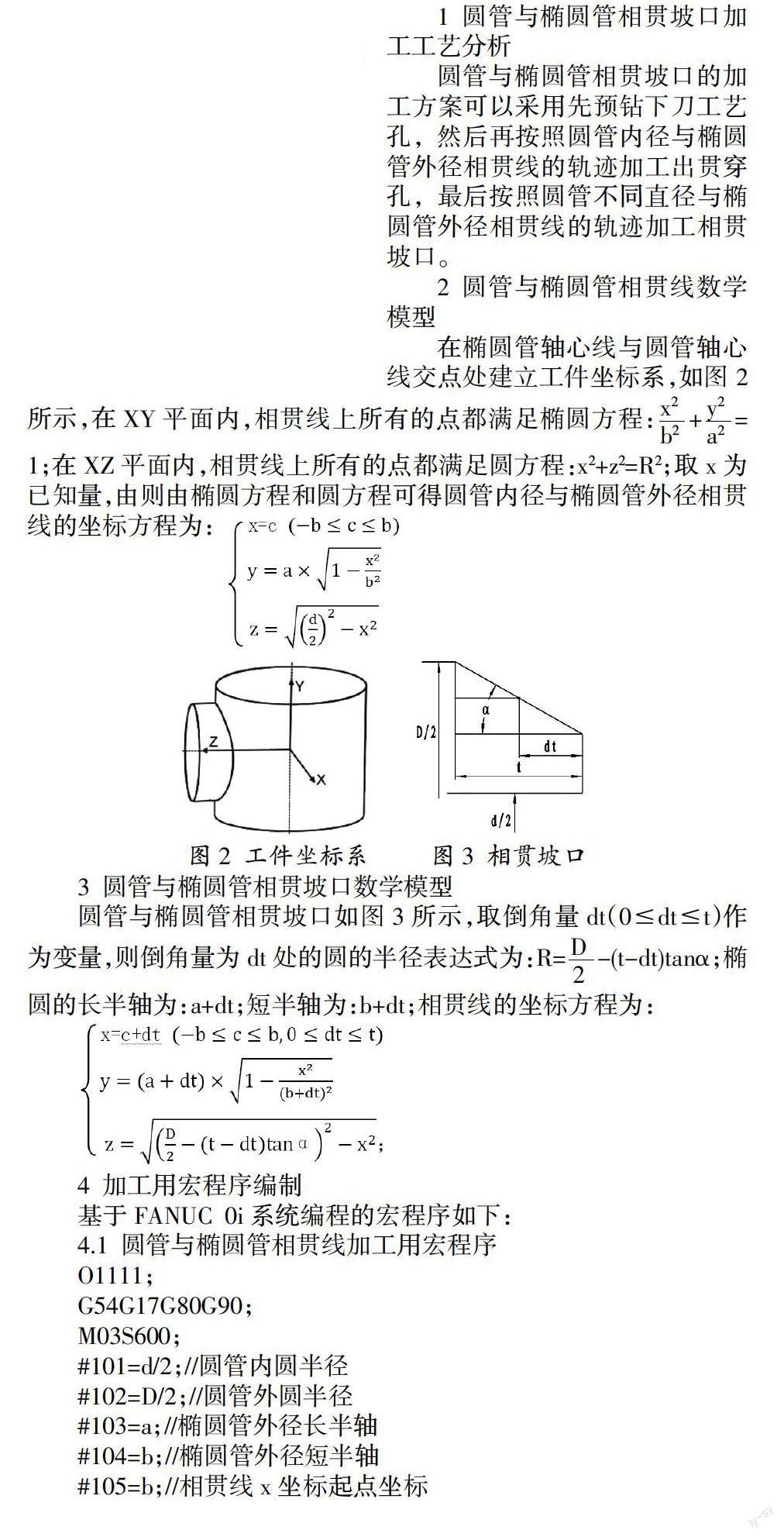
1 圓管與橢圓管相貫坡口加工工藝分析
圓管與橢圓管相貫坡口的加工方案可以采用先預鉆下刀工藝孔,然后再按照圓管內徑與橢圓管外徑相貫線的軌跡加工出貫穿孔,最后按照圓管不同直徑與橢圓管外徑相貫線的軌跡加工相貫坡口。
2 圓管與橢圓管相貫線數學模型
3 圓管與橢圓管相貫坡口數學模型
4 加工用宏程序編制
基于FANUC 0i系統編程的宏程序如下:
4.1 圓管與橢圓管相貫線加工用宏程序
O1111;
G54G17G80G90;
M03S600;
#101=d/2;//圓管內圓半徑
#102=D/2;//圓管外圓半徑
#103=a;//橢圓管外徑長半軸
#104=b;//橢圓管外徑短半軸
#105=b;//相貫線x坐標起點坐標
#108=0.1;//相貫線x坐標變化量
#115=r;//加工刀具的實際半徑值
G00Z[#102+50];//安全高度
G00X[#104-#115-1]Y0;//下刀點位置
G00Z[#102+5];//參考高度
G01Z[SQRT [#101*#101-#105*#105]]F120;
G41D01 X[#104];//建立刀具半徑補償
WHILE[#105GE-#104] DO1;
#106=#103*SQRT[1-#105*#105/#104/#104];
#107=SQRT[#101*#101-#105*#105];
G01X[#105]Y[#106]Z[#107];
#105=#105-#108;//相貫線x坐標賦值
END1;
#105=#105+#108*2
WHILE[#105LE#104] DO1;
#106=#103*SQRT[1-#105*#105/#104/#104];
#107=SQRT[#101*#101-#105*#105];
G01X[#105]Y[-#106]Z[#107];
#105=#105+#108;//相貫線x坐標賦值
END1;
G00 Z[#102+50] ;
G40X0Y0;
M30;
4.2 圓管與橢圓管相貫坡口加工用宏程序
O2222;
G54G17G80G90;
M03S3600;
#101=d/2;//圓管內圓半徑
#102=D/2;//圓管外圓半徑
#103=a;//橢圓管外徑長半軸
#104=b;//橢圓管外徑短半軸
#105=b;//相貫線x坐標起點坐標
#109=t ;//坡口倒角總量
#110=0;//坡口倒角變量dt(賦初值)
#111=0.1;//坡口倒角變化量
#112=α;//坡口倒角角度
#115=r;//加工刀具的實際半徑值r
G00Z[#102+50];//安全高度
G00X[#104-#115-1]Y0;//下刀點位置
G00Z[#102+5];//參考高度
WHILE[#110LE#109] DO1;//
#113=#103+#110;//倒角量為dt處橢圓長半軸
#114=#104+#110;//倒角量為dt處橢圓短半軸
#120=#102-[#109-#110]*TAN[#112];
G01Z[SQRT[#120*#120-#105*#105]]F3000;
G41D01 X[#114];//建立刀具半徑補償
#105=#114;//倒角量為dt處相貫線x坐標初值
#108=0.1;//相貫線x坐標變化量
WHILE[#105GE-#114] DO2;
#106=#113*SQRT[1-#105*#105/#114/#114];
#107=SQRT[#120*#120-#105*#105];
G01X[#105]Y[#106]Z[#107];
#105=#105-#108;//相貫線x坐標賦值
END2;
#105=#105+#108*2
WHILE[#105LE#114] DO2;
#106=#113*SQRT[1-#105*#105/#114/#114];
#107=SQRT[#120*#120-#105*#105];
G01X[#105]Y[-#106]Z[#107];
#105=#105+#108;//相貫線x坐標賦值
END2;
#110=#110+#111;//坡口倒角變量dt賦值
END1;
G00 Z[#102+50] ;
G40X0Y0;
M30;
5 結束語
在上述加工程序中,當工件形狀發生變化時,只要修改#101到#104的值即可;當坡口形狀發生變化時,只要修改#109和#112的值即可;當刀具直徑發生變化時,只要修改#115值即可;通過修改#108和#111的值可以控制相貫線坡口的加工精度。由此可知,宏程序在圓管與橢圓管相貫坡口加工中具有較強的靈活性和通用性,因而具有較強的應用價值。
參考文獻
[1]胡運林.圓管體相貫坡口數控銑削加工技術的研究[J].組合機床與自動化加工技術,2012(2):109-112.
[2]吳金會,劉越,王祥禎.基于宏程序的方形體斜角面銑削加工應用研究[J].組合機床與自動化加工技,2012(2):94-96.
[3]吳金會,汪程,余傳佩.宏程序在凸形橢球面銑削加工中的應用研究[J].煤礦機械,2012(2):135-137.
[4]楊靜云.數控編程與加工[M].北京:高等教育出版社,2010.
作者簡介:王祥禎(1981-),男,漢族,江西興國人,九江職業技術學院講師,學士,主要從事數控加工技術研究。
